

Integration of Artificial Intelligence into Factory Control |
| Journal | Industry 4.0 Science |
| Issue | Volume 39, 2023, Edition 1, Pages 95-99 |
| Open Access | https://doi.org/10.30844/I4SE.23.1.95 |
| Bibliography | Share | Cite | Download |
Abstract
Keywords
Article
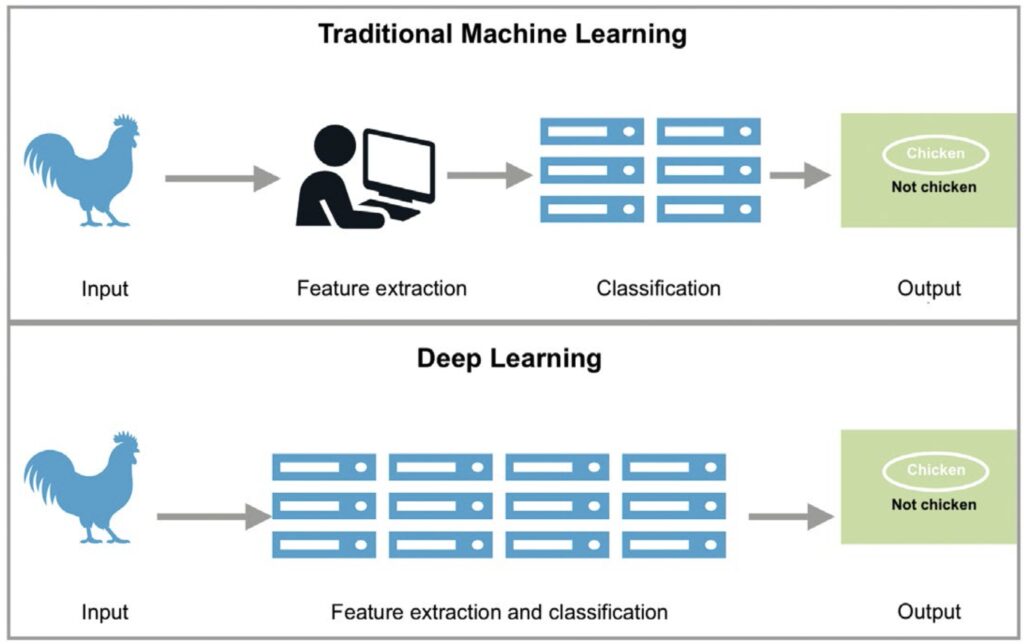
Artificial intelligence can preliminarily be defined as the development of information systems capable of completing tasks that would normally require human intelligence. The components that make up an AI usually include a suitable knowledge representation, reasoning mechanisms and, especially more recently, the ability to independently expand the knowledge base through learning. Deep Learning, with which it is possible for an AI to learn without human supervision through a multi-layered structure of neural networks (Figure 1) that classify characteristics, has been developed for this purpose in particular.
Goal of AI use in factory control
In high-variation series manufacturing, factory control pursues the goal of achieving the best possible task processing order. The different series variants have very different throughput times, and planning that fails to account for this leads to uneven cycle times and below-average utilization of assembly line personnel.
Use of AI to complement the methods previously used in this area should make the following improvements achievable:
- Shortened throughput times enabled by sequence planning that accounts for the variant-specific processing time
- Consideration of dependencies within a high-variation series and wide array of variants
- Optimization of sequence organization through appropriate classification and forecasting ability
- Optimized compilation of variants within different manufacturing scenarios
- High-quality, AI-supported planning of sequence compilations
Addressing the specific problem
The product range of the company under consideration is characterized by a high number of variants (approx. 1,300 unique technical characteristics, combined with 10 construction variants). The company uses a designated control center for all manufacturing planning and control. The planning element of this task extends from the coordination of all manufacturing subsections (forming techniques, painting, assembly, logistics) to the timing of outgoing goods. A particular focus is on designing an optimal sequence for variant manufacturing in terms of throughput time and forecasting of resource requirements (employees, interfaces to internal and external suppliers in accordance with Just in Time (JIT) and Just in Sequence (JIS) principles).
This leads to a high degree of planning complexity. With the help of AI, this project plans to implement an intelligent factory control that provides suggestions for optimal control of the factory based on the current situation and causal relationships from historical data, thus enabling the control center to make improved decisions.
Procedure for AI integation in factory control
The goals outlined above are to be achieved with the help of four AI components, which provide the relevant Deep Learning model types through which the AI can learn to solve this task (see Fig. 2).

The project was thus divided into four sub-projects as shown in Figure 2, each of which individually delivers a benefit for the client. The overall objective is achieved by combining the four sub-projects.
Subproject 1: Classification
This subproject provides a model for suitable classification of the different variants according to acceptable target dimensions. The aim is to evaluate the variants with regard to achieving certain goals within different target dimensions. This initial project forms the basis for the following sub-projects. For example, the categories “short”, “medium”, or “long” are suggested for variant throughput.
The same procedure is then followed for the other target dimensions. In order to solve this task, the relevance of the individual variant features on throughput time deviations is examined, for example by analyzing which features lead to longer times spent at which workplaces. These analyses are both exploratory, with a focus on identifying clusters, and exploitative in nature, with a focus on classification of variant characteristics based on where they overlap.
This subproject resulted in an improved and more effective characterization of variant characteristics. The benefit of the implementation of this subproject to the client is improvement of the client’s manufacturing processes by orienting the compilation of variant feature sequences on this static characterization. Further iterations of the approach outlined above were conducted to improve the quality of the classification and thus optimize the effectiveness of the results.
Subproject 2: Forecast
This subproject consists of creating models for suitable forecasting of variants and manufacturing scenarios according to different selectable target dimensions. The aim is for the AI to be able to forecast manufacturing process depending on different sequences of variant characteristics. In order to accomplish this, the dynamic relevance of different variant characteristics during manufacturing is examined.
For example, analysis into which features lead to higher throughput times at which workplaces is carried out. A forecast of the expected downtime, number of errors and failure rate can then be based on this. The forecasting ability is then extended to further target dimensions. The result of this subproject include an improved dynamic and successful characterization of the variant characteristics during manufacturing. It is possible to improve manufacturing processes by using dynamic characterization to predict the most suitable combination of variant characteristic sequences. Further iterations were conducted to improve forecast quality in this subproject and thus further support the generation of an optimal manufacturing plan.
Subproject 3: Optimization
In this subproject, the compilation of vehicle variants is optimized according to the manufacturing scenarios considered according to various selectable target dimensions. For this purpose, the variant characteristic sequences are analyzed with a view to how these are integrated within the overall manufacturing context.
For example, the subproject investigates how results from various AI components (beyond the focus of subprojects 1 and 2) can be integrated to improve manufacturing throughput. The variables this subproject seeks to optimize are expected downtime, number of errors and failure rate. Further optimization variables are also checked.
This subproject also results in the ability to generate holistic recommendations for actions that could be taken to optimize manufacturing throughput time. The focus is now on overall optimization of the manufacturing process under consideration. This enables sensitivity analyses and plausibility tests to be run for individual scenarios, e.g. with regard to sequence planning or to the effectiveness of implementing certain measures to improve economic manufacturing objectives. A significant benefit for the client here is the ability to improve an entire manufacturing area with regard to the selected target dimension, and to implement more robust manufacturing planning that takes AI forecasts into account.
Subproject 4: Integration
This subproject is consists of an examination of the client’s existing planning procedures and the harmonization of these with AI components. The aim is to optimize manufacturing planning by putting together product variants according to different manufacturing scenarios and selectable target dimensions. To this end, the subproject examines how AI planning processes can be connected to and improve the efficiency of existing planning processes within the given context.
Other state-of-the-art approaches to sequence planning, such as an approach for more systematic movement through the solution space, are also examined in terms of their integrability [2]. Among other things, this subproject examines whether extending planning for additional areas or use additional sequence planning mechanisms will lead to reduced throughput times. The planning horizon is the monthly, weekly or daily capacity utilization of the manufacturing plant. Here too, multiple iterations were carried out to improve the planning and sequencing quality. Overall, the four-part project creates a uniform planning basis that combines different planning approaches, some of which already exist, with newly created AI components.
Benefit: Manufacturing processes can be improved by basing the planning of the technical code sequence compilation on efficient approaches. This leads to an overall improvement of the manufacturing process with regard to the selected target dimension.
This project shows that the effective integration of AI components must first be preceded by a classification of the available data. Another challenge lies in the integration of the planning mechanisms already used by a client and in achieving overall optimization of multiple economic manufacturing goals. However, once these have been achieved, nothing stands in the way of further optimization through the use of cyber-physical systems [3]!
The author wishes to thank Dr. Sander Lass, Dr. Edzard Weber, and Marcus Grum for their valuable input
Bibliography
[1] URL: www.guru99.com/images/tensorflow/083018_0454_MachineLear5.png, accessed Oct 11, 2019.[2] Weber, E., Tiefenbacher, A., Gronau, N.: Need for Standardization and Systematization of Test Data for Job-Shop Scheduling. In: Data 2019, 4 (1), 32; DOI: doi.org.10.3390/ data4010032, accessed Oct 11, 2019.
[3] Lass, S.: Nutzenvalidierung cyber-physischer Systeme in komplexen Fabrikumgebungen. Berlin (2017).
Your downloads
Solutions: Production Control






