Derivation of MTM Analyses from Motion Capture Data |
Evaluation of the procedure and comparison with a manual MTM analysis
| Journal | Industry 4.0 Science |
| Issue | Volume 41, 2025, Edition 5, Pages 112-119 |
| Open Access | https://doi.org/10.30844/I4SE.25.5.108 |
| Bibliography | Share | Cite | Download |
Abstract
Keywords
Article
Between 2007 and 2023, average annual labor productivity per working hour rose by only 0.7% [1]. An increase in labor productivity can therefore represent a significant competitive advantage, particularly for companies with a high proportion of manual activities. Labor productivity compares the output in produced parts with the input in paid working hours. As the output is often determined by the market, analyses tend to focus on the input [2].
Depending on the type of production, MTM analyses (MTM stands for Methods-Time Measurement) are frequently used. For example, work processes are divided into basic motions for mass production (MTM-1®) or basic operations for batch production (MTM-UAS®) in order to determine basic times [3]. Creating these analyses can be time-consuming and requires expert knowledge.
However, they provide the basis for planning and improving work processes. In practice, according to the MTM ASSOCIATION e. V. (MTMA), an MTM expert needs around five hours to fully analyze a one-minute motion sequence using the MTM-1® method [4]. Due to the limited expert knowledge in companies and the high effort involved, such analyses are only carried out to a limited extent. This means that considerable productivity potential remains untapped.
To address this problem, MTMA has developed the MTMmotion® tool. MTMmotion® generates MTM analyses in various MTM systems (MTM-1®, MTM-UAS®) simultaneously from the input data of digital technologies and additional metadata such as product features [5]. In [6], it was shown how a motion capture system (MoCap system) can be used with a digital assistance system to generate input data for MTMmotion®.
While the MoCap system captures motion, the digital assistance system is used to record additional metadata, perform various analyses using the motion data and visualize the analysis results. The following article validates the generated MTM analyses. For this purpose, the method developed for a MoCap system and MTMmotion® (MoCap method) is compared with a manual MTM-1® analysis in terms of effort, the accuracy of the results and applicability in different planning phases.
The MTM-1® method
The MTM-1® method, developed in the United States during the 1940s, represents a system of predetermined times and has since served as a foundational analytical tool for the analysis of manual work processes. It facilitates the systematic description and structuring of human work with the objective of enabling efficient work planning and process optimization. At the core of the MTM methodology are standardized process building blocks, which enable the description, quantification, and design of work sequences.
Motion capture systems and digital assistance systems
MoCap technologies record and document motion and transfer this data to a digital human model [9]. There are various methods for motion capture, including optical, electromechanical, electromagnetic and acoustic systems [10]. An electromechanical MoCap system from Xsens is used in this article. The tracking suit contains 17 sensors with inertial and magnetic measuring units [11].
Digital assistance systems support people in their activities by helping them to recognize and evaluate information [12]. The Institute of Production Management and Technology’s web-based software platform supports the use of digital assistance systems on various end devices such as smartphones and tablets, regardless of the platform.
The Xsens MoCap system was linked to the digital assistance system using the manufacturer’s software development kit. It records position and orientation data and transmits it wirelessly to the digital assistance system so that various productivity and ergonomics analyses can be carried out. The assistance system also allows data to be entered manually, for example to record metadata (such as parts lists). Furthermore, the results of the MTM analysis can be retrieved and visualized via the assistance system.
MTMmotion®
The aim of the development of MTMmotion® was to enable all technologies that generate or process human motion data to derive valid MTM analyses so that users can analyze and design workplaces [13, 14]. To fulfill this goal, MTMmotion® uses a translation algorithm that can translate motion data transmitted via an interface into MTM analyses. Essential motion data includes motion lengths and directions as well as the specific MTM-influencing variables [13].
The translation algorithm checks the information for correctness and adds missing data. If a technology fails to capture all necessary information, default values are added. The information is then translated into MTM process modules and arranged in chronological order [13, 14].
The MTMmotion® interface consists of an object list and six channels that map motion sequences. To describe a work process, it is necessary to record arm motions and link them to the objects. In the following, the arm motions are used to explain how the data is generated using the MoCap method (see [6] for a detailed description). Any motion performed with the hands or fingers to pick up an object, move it in space or use it for a specific operation is defined as an arm motion.
Arm motions are only recorded if the handling of an object serves a specific purpose, for example bringing an object to its intended place of use or putting a tool down. Various influencing variables must be specified, such as the object to be handled (objectId from the object list), the start and end time of the motions and specific influencing variables (for example motion distance, grasp type, supply, force) in order to describe the workflow more precisely. If this information is missing, default values are used [5].
For the MoCap method, this data is determined as follows:
- Detailing the work processes: The user must define the sequence of objects (material and equipment) and assembly operations in the work processes.
- Processing the motion data: The MoCap system calculates the hand and body motions with the start and end times and motion lengths and automatically assigns them to the objects from the work process. If errors occur, the user must correct the assignment.
These two steps generate the interface data for MTMmotion® to create various MTM analyses (see section MTMmotion®). The creation of the interface data is described in more detail in [6].
Comparing the MoCap method and manual method
In this section, the method developed for a MoCap system and MTMmotion® is compared with a manual MTM-1® analysis in terms of effort, the accuracy of the results and applicability in different planning phases. For this purpose, a practical example was used in which the right pedal unit of a bicycle is assembled. The assembly process comprises four operations in which a total of four components are assembled: Chainring, crank arm, chainring bolts and a pedal. Two allen wrenches of different sizes are used as tools. The total duration of the work sequence is 58 seconds.
To determine the effort involved, the steps for preparing and performing the MTM analysis were recorded using the MoCap method and the manual method. The results are shown in Figure 1.
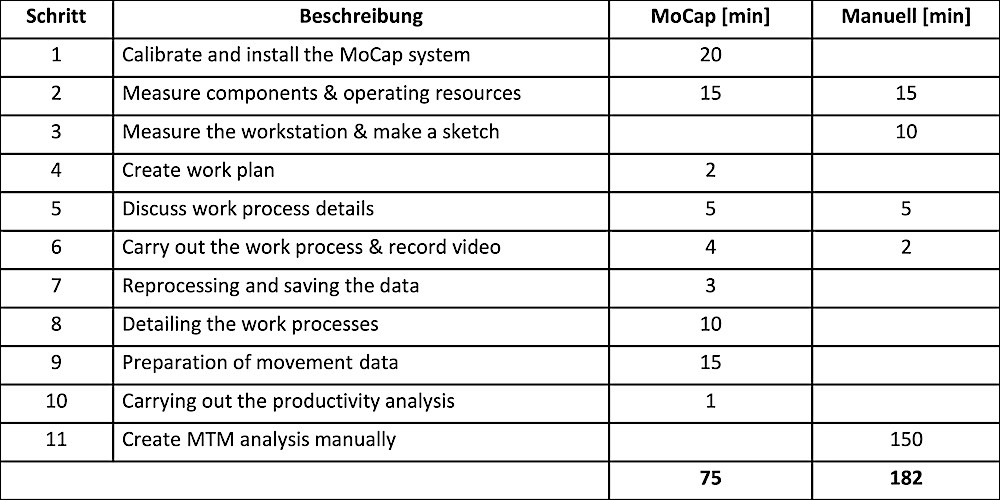
MoCap method: Nine steps are required to prepare and carry out the MTM analysis, with the measurement of the components and equipment, the detailing of the work processes and the preparation of the transaction data taking up the largest proportion of the time. However, the time required for detailing the operations is only very high for the first run and is reduced for subsequent runs, as the elements from the previous run can be adopted and adapted. Step 6 was carried out twice because the actual process deviated from the target process in the first run.
Manual method: The preparation and execution of the analysis comprises a total of five steps, with the preparation of the MTM analysis taking the most time. It should be noted that the test was carried out under laboratory conditions, which, according to the MTM experts, reduces the time required.
In the example, the time required to prepare and perform a manual MTM-1® analysis is around 2.5 times longer than with the MoCap method. This factor would increase with a longer workflow, as the preparation of the manual MTM analysis is significantly more time-consuming than the steps carried out using the MoCap method.
The correct use of MTMmotion® with the MoCap method for arm motions is validated below. For this purpose, input data for MTMmotion® was provided by the MoCap method on the one hand and by MTM experts on the other.
MTMmotion® with the MoCap method: All data (for example length, width, height) for the objects to be used is recorded manually. In addition, the motion lengths for the arm motions are transferred from the MoCap system if this input is required. Default values are used manually for all other influencing variables. Due to the sometimes very complex motion sequences, assumptions are made in some cases, depending on the specific properties of the object and the motion sequence, in order to generate the channel inputs automatically.
Deviations may occur due to the use of default values and other simplified assumptions of the MoCap method. To be able to analyze the application of MTMmotion® in the example, a complete data set was created by MTM experts (MTM complete).
MTM complete: All channel inputs and specific influencing factors, such as the grasp type or symmetry, were recorded manually by MTM experts.
A manual MTM-1® analysis was also created for the comparison. The entire validation procedure is shown in Figure 2.

Comparison of the input data (Δinput): The MoCap method was able to capture 74% of the required input data. The missing 26% can be attributed to the following two main causes:
- Specific motions such as turning the finished part before placing it cannot be recorded with the MoCap method.
- The channel C26 (HoldObject) was not implemented.
In the second step, the correctly identified channel data was compared regarding the deviations in the distances and times as well as the specific influencing variables:
- The average deviation in the distances is around 5.4 cm.
- The start and end times deviate from each other by around 0.3 seconds.
- In just over a third of cases (35.4%), the specific influencing variables deviate from the standard values specified by the MoCap method.
Comparison of the MTM analyses (ΔMoCap – MTM complete): The MTM-1® analysis created with the MoCap method results in a total time of around 47.5 seconds, while the MTM-1® analysis created with MTM complete results in a total time of around 52.4 seconds (9.4% deviation). A detailed analysis shows that the deviation is due in particular to missing channel information or incorrect distance and time information and, to a lesser extent, to specific influencing variables that deviate from the standard values.
Figure 3 shows the total times of the MTM-1® analyses generated with MTMmotion®. The red line represents the total time of the manual MTM analysis as a reference value.
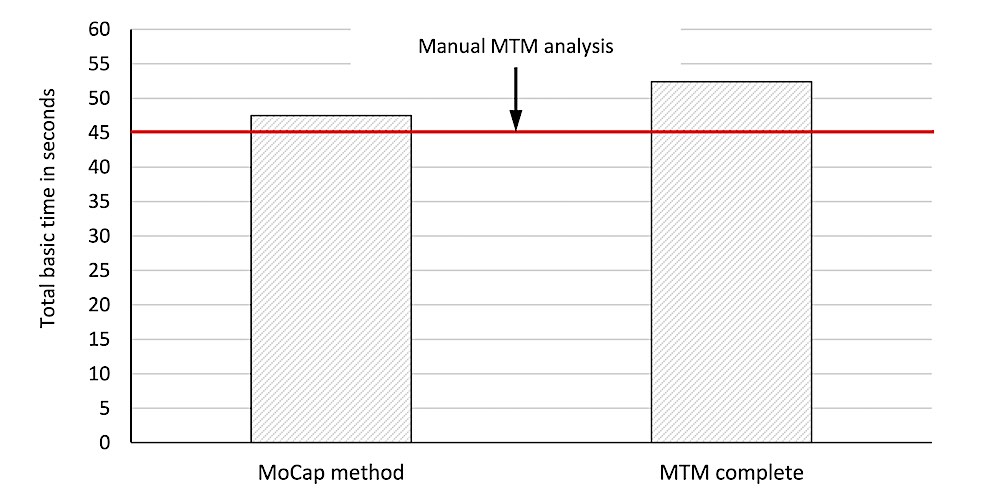
The total time required for the manual MTM-1® analysis is approx. 45.2 seconds. In comparison, the total times of the MTM-1® analyses generated with the MoCap method and MTM complete differ by approximately 5.1% and 16% respectively. The higher deviation of the MTM analysis with complete input data (MTM complete) is surprising. The deviation is mainly due to the fact that MTMmotion® maps the screw motions of the allen wrench using a standardized motion model.
In the example used, the screws were screwed in via the allen wrench with finger motions, while MTMmotion® assumes that the allen wrench is handled with rotational motions when screwing in. As the turning motions in the MTMmotion® methodology take longer than finger motions, this results in the time deviation between the total times of the MTM-1® analyses.
Potential of the MoCap method
This section uses the initial validation results to describe how the MoCap method can be used to improve workplace and process design and to determine basic times. Finally, a conclusion is drawn based on the findings.
Improvement of workplace and process design: Due to the significantly reduced application effort, the MoCap method is suitable for the design and improvement of workplaces and processes in the early planning phase (for example, in cardboard engineering) as well as during ongoing production [15]. The close link with the bill of materials and the work plan contributes to this, making it easier to interpret the analysis results and enabling the user to make targeted improvements.
The results can be analyzed by the user at various levels of detail (workflow, workstation, work process). In addition to productivity analyses (MTM analyses, primary-secondary analyses, target/actual time comparisons), a detailed, measurement-based ergonomic analysis is carried out, which allows for a comparison of productivity and ergonomics at different levels of detail [16].
Determining basic times: If the deviation of approximately 5.1% is confirmed in other applications, the accuracy of the MoCap method is sufficient for many applications. An exception may be the application in large-scale production, where a few seconds can be decisive for planning. Even here, however, the basic times can be improved if the target/actual deviations are analyzed using the MoCap method. In addition, the MTM-1® analysis of the MoCap method can be corrected manually, which reduces the effort required to create a correct MTM-1® analysis.
Conclusion
This article shows how MTMmotion® can be used with a MoCap system and a digital assistance system to carry out MTM-1® analyses with little effort. Although not all input data for MTMmotion® can be captured with the MoCap method, the results from the example case are sufficiently accurate to determine basic times. The results encourage the use of the method in practice to improve workplaces and processes. In the future, the MoCap method should be evaluated with additional use cases and different assembly processes. Further development of the methods used, such as MTMmotion®, is also conceivable based on the findings.
This article was written as part of the CardboardTrack research project, which is funded by the German Federal Ministry for Economic Affairs and Climate Protection (project no. 22591 N).
The original German version of this article can be accessed via DOI: 10.30844/I4SD.25.5.112
Bibliography
[1] Deutsche Bundesbank: Produktivität und Lohnkosten in der Gesamtwirtschaft. URL: https://www.bundesbank.de/de/statistiken/statistische-fachreihen/-/6-produktivitaet-und-lohnkosten-in-der-gesamtwirtschaft-805784, accessed 04.07.2025.[2] Czumanski, T.: Handlungsorientierte Analyse der Arbeitsproduktivität in der Serienproduktion, dissertation, TU Hamburg. Hamburg 2013.
[3] Bokranz, R.; Landau, K.: Handbuch Industrial Engineering – Produktivitätsmanagement mit MTM. volume 1: Concept, 2nd edition. Stuttgart 2012.
[4] Interview with Ulrike Wolf, MTM instructor at MTM ASSOCIATION e. V., conducted on 02.26.2025.
[5] Kuhlang, P.; Benter, M.; Neumann, M.; Mühlbradt, T.: Digitalisierung und Internationalisierung der Arbeitswirtschaft für produktive und ergonomiegerechte Basisarbeit in Produktion und Logistik. In: Zeitschrift für Arbeitswissenschaft (ZfA) 78 (2023) 4, Springer.
[6] Pöttker, S.; Benter, M.; Kuhlang, P.; Lödding, H.: Rapid and highly detailed productivity analyses for assembly processes using motion capture systems. 58th CIRP Conference on Manufacturing Systems 2025. In publication.
[7] Antis, W.; Honeycutt, J. M.; Koch, E. N.: Die MTM-Grundbewegungen. Maynard, Düsseldorf, 1969.
[8] Maynard, H. B.; Stegemerten, G. J.; Schwab, J. L.: Methods-Time Measurement. McGraw Hill, New York, 1948.
[9] Schreiber, W.; Zurl, K.; Zimmermann, P.: Web-basierte Anwendungen Virtueller Techniken: Das ARVIDA-Projekt – Dienste-basierte Software-Architektur und Anwendungsszenarien für die Industrie. Springer Vieweg, 2017.
[10] Jackèl, D.; Neunreither, S.; Wagner, F.: Methoden der Computeranimation, 1st edition. Berlin Heidelberg 2006.
[11] Schepers, M.; Giuberti, M.; Bellusci, G.; et al.: Xsens MVN: Consistent tracking of human motion using inertial sensing. Xsens Technol. 2018.
[12] Metternich, J.; Sträter, O.; Keller, T.; Schmidt, S.; Bayer, C.; et al.: Digitale Assistenz für die Produktion: Ein Leitfaden für die Bedarfsermittlung, Gestaltung und Einführung. VDMA Verlag GmbH, Frankfurt am Main, 2020.
[13] Benter, M.; Neumann, M.: Digitale Arbeitsgestaltung mit MTMmotion®. In: Gesellschaft für Arbeitswissenschaft e. V. (Hrsg.): Proceedings of the spring congress 2023 „Nachhaltig Arbeiten und Lernen – Analyse und Gestaltung lernförderlicher und nachhaltiger Arbeitssysteme und Arbeits- und Lernprozesse“, 03/01 – 03/03/2023, Hannover, 2023.
[14] Kuhlang, P.; Benter, M.; Neumann, M.: MTM in Motion – Perspectives to digital work design. Deriving MTM Analyses From Virtual Reality Tools. In: Deuse, J. [ed.]: How can industrial management contribute to a brighter future? Publication series of the Wissenschaftliche Gesellschaft für Arbeits- und Betriebsorganisation (WGAB) e.V., GITO mbH Verlag Berlin, 2023.
[15] Pöttker, S.; Lödding, H.: Digital assembly design with a motion capture system. In: Procedia CIRP 130 (2024), pp. 374-380. Elsevier.
[16] Pöttker, S.; Jansen, T.; Lödding, H.: Analyse von Arbeitsabläufen mit Motion-Capture-Systemen. In: Industry 4.0 Science 40 (2024) 5, pp. 43-49.
Your downloads
Solutions: Process Management