Ableitung von MTM-Analysen aus Motion-Capturing-Daten |
Evaluation des Vorgehens und Vergleich mit manuell erzeugten MTM-Analysen
| Zeitschrift | Industry 4.0 Science |
| Ausgabe | 41. Jahrgang, 2025, Ausgabe 5, Seite 112-119 |
| Open Access | https://doi.org/10.30844/I4SD.25.5.112 |
| Literatur | Teilen | Zitieren | Download |
Abstract
Keywords
Artikel
Eine hohe Arbeitsproduktivität als Wettbewerbsvorteil
Zwischen 2007 und 2023 stieg die durchschnittliche jährliche Arbeitsproduktivität je Erwerbstätigenstunde nur um 0,7 % [1]. Eine Steigerung der Arbeitsproduktivität kann demnach insbesondere für Unternehmen mit einem hohen Anteil manueller Tätigkeiten einen erheblichen Wettbewerbsvorteil darstellen.
Die Arbeitsproduktivität stellt den Output in Gutteilen dem Input in bezahlten Arbeitsstunden gegenüber. Da der Output in vielen Fällen vom Markt vorgegeben wird, konzentrieren sich die Analysen häufig auf den Input [2]. Hier kommen oftmals MTM-Analysen (MTM steht für Methods-Time Measurement) zum Einsatz, bei denen Arbeitsabläufe je nach Fertigungstyp z. B. in Grundbewegungen für die Mengenfertigung (MTM-1®) oder Grundvorgänge für die Serienfertigung (MTM-UAS®) unterteilt werden, um Grundzeiten zu ermitteln [3].
Das Erstellen dieser Analysen kann zeitaufwendig sein und erfordert Expertenwissen. Sie liefern aber die Grundlage, um Arbeitsabläufe zu planen und zu verbessern. In der Praxis benötigt ein MTM-Experte nach Angaben der MTM ASSOCIATION e. V. (MTMA) etwa fünf Stunden, um eine einminütige Bewegungssequenz mit dem MTM-1®-Verfahren vollständig zu analysieren [4]. Aufgrund des begrenzten Expertenwissens in Unternehmen und des hohen Aufwands werden solche Analysen nur eingeschränkt durchgeführt. Damit bleiben erhebliche Produktivitätspotenziale ungenutzt.
Um diesem Problem zu begegnen, hat die MTMA das Tool MTMmotion® entwickelt. MTMmotion® erzeugt aus den Eingabedaten digitaler Technologien und zusätzlichen Metadaten wie z. B. Produktmerkmalen, gleichzeitig MTM-Analysen in verschiedenen MTM-Systemen (MTM-1®, MTM-UAS®) [5]. In [6] konnte gezeigt werden, wie ein Motion-Capture-System (MoCap-System) mit einem Digitalen Assistenzsystem genutzt werden kann, um Eingabedaten für MTMmotion® zu generieren. Während das MoCap-System Bewegungen erfasst, dient das Digitale Assistenzsystem dazu, zusätzliche Metadaten aufzunehmen, unterschiedliche Analysen mithilfe der Bewegungsdaten durchzuführen und die Analyseergebnisse zu visualisieren.
Der folgende Beitrag validiert die erstellten MTM-Analysen. Dafür wird die für ein MoCap-System und MTMmotion® entwickelte Methode (MoCap-Methode) mit einer manuellen MTM-1®-Analyse hinsichtlich ihres Aufwands, der Genauigkeit der Ergebnisse und der Anwendbarkeit in verschiedenen Planungsphasen verglichen.
Die MTM-1®-Methodik
Die MTM-1®-Methodik wurde in den 1940er Jahren in den USA als ein System vorbestimmter Zeiten entwickelt und wird seither zur analytischen Untersuchung manueller Arbeitsprozesse genutzt. Sie dient zur Beschreibung und Strukturierung menschlicher Arbeit, mit dem Ziel, diese Arbeit effizient zu planen und zu gestalten. Grundlegende Elemente der MTM-Methodik sind Prozessbausteine, mit denen Arbeitsprozesse abgebildet werden [3, 7, 8].
Motion-Capture-Systeme und Digitale Assistenzsysteme
MoCap-Technologien erfassen und dokumentieren Bewegungen und übertragen sie auf ein digitales Menschmodell [9]. Es gibt verschiedene Verfahren zur Bewegungserfassung, darunter optische, elektromechanische, elektromagnetische und akustische Systeme [10]. In diesem Beitrag wird ein elektromechanisches MoCap-System von Xsens verwendet. Der Tracking-Anzug beinhaltet 17 Sensoren mit inertialen und magnetischen Messeinheiten [11].
Digitale Assistenzsysteme unterstützen den Menschen bei seinen Tätigkeiten, indem sie ihm helfen, Informationen zu erkennen und auszuwerten [12]. Die webbasierte Softwareplattform des Instituts für Produktionsmanagement und -technik ermöglicht es, Digitale Assistenzsysteme plattformunabhängig auf verschiedenen Endgeräten wie Smartphones und Tablets zu nutzen.
Das Xsens MoCap-System wurde durch das Software Development Kit des Herstellers mit dem Digitalen Assistenzsystem verknüpft. Es erfasst Positions- und Orientierungsdaten und überträgt sie drahtlos an das Digitale Assistenzsystem, sodass unterschiedliche Produktivitäts- und Ergonomieanalysen durchgeführt werden können. Zusätzlich ermöglicht das Assistenzsystem die manuelle Eingabe von Daten, z. B. zur Erfassung von Metadaten (wie Stücklisten). Die Ergebnisse der MTM-Analyse können über das Assistenzsystem abgerufen und visualisiert werden.
MTMmotion®
Ziel der Entwicklung von MTMmotion® war es, für alle Technologien, die menschliche Bewegungsdaten erzeugen oder verarbeiten, valide MTM-Analysen abzuleiten, sodass die Technologieanwender Arbeitsplätze analysieren und gestalten können [13, 14]. Um dieses Ziel zu erfüllen, verwendet MTMmotion® einen Übersetzungsalgorithmus, der die über eine Schnittstelle übertragenen Bewegungsdaten in MTM-Analysen übersetzen kann. Wesentliche Bewegungsdaten sind Bewegungslängen und -richtungen sowie die spezifischen MTM-Einflussgrößen [13].
Der Übersetzungsalgorithmus überprüft die Informationen auf inhaltliche Korrektheit und ergänzt fehlende Daten. Falls eine Technologie nicht alle Informationen erfasst, werden Standardwerte ergänzt. Anschließend werden die Informationen in MTM-Prozessbausteine übersetzt und in eine zeitliche Reihenfolge gebracht [13, 14].
Motion-Capturing mit MTMmotion®
Die Schnittstelle von MTMmotion® besteht aus einer Objektliste und sechs Kanälen, die Bewegungsabläufe abbilden. Für die Beschreibung eines Arbeitsablaufs ist es insbesondere erforderlich, die Armbewegungen zu erfassen und mit den Objekten zu verknüpfen. Im Folgenden wird anhand der Armbewegungen erläutert, wie die Daten mit der MoCap-Methode erzeugt werden.
In [6] zeigen Pöttker et al. eine detaillierte Beschreibung für alle Kanäle. Jede Bewegung, die mit den Händen oder Fingern ausgeführt wird, um einen Gegenstand aufzunehmen, ihn im Raum zu bewegen oder ihn für einen speziellen Arbeitsvorgang zu nutzen, ist als Armbewegung definiert. Armbewegungen werden nur erfasst, wenn die Handhabung eines Objekts einem bestimmten Zweck dient, z. B. ein Objekt an seinen vorgesehenen Verwendungsort zu bringen oder ein Werkzeug nach der Verwendung abzulegen.
Für die Bewegungen müssen verschiedene Einflussgrößen angegeben werden, wie bspw. das zu handhabende Objekt (ObjectID aus der Objektliste), die Start- und Endzeit der Bewegung sowie spezifische Einflussgrößen (z. B. Distanz, Greifart, Bereitstellung, Kraft), um den Arbeitsablauf genauer zu beschreiben. Fehlen diese Angaben, werden dafür Standardwerte hinterlegt [5].
Für die MoCap-Methode werden diese Daten wie folgt ermittelt:
- Detaillierung der Arbeitsvorgänge: Der Anwender muss die Reihenfolge der Objekte (Material und Betriebsmittel) und der Fügeoperationen in den Arbeitsvorgängen festlegen.
- Aufbereitung der Bewegungsdaten: Das MoCap-System berechnet die Hand- und Körperbewegungen mit den Start- und Endzeiten und Bewegungslängen und ordnet sie automatisch den Objekten aus den Arbeitsvorgängen zu. Wenn dabei Fehler auftreten, muss der Anwender die Zuordnung korrigieren.
Mit diesen zwei Schritten werden die Schnittstellendaten für MTMmotion® erzeugt, um daraus MTM-Analysen ableiten zu können (vgl. Abschnitt MTMmotion®). In [6] wird die Erstellung der Schnittstellendaten detaillierter beschrieben.
Die MoCap-Methode und manuelle Methode im Vergleich
In diesem Abschnitt wird die für ein MoCap-System und MTMmotion® entwickelte Methode mit einer manuellen MTM-1®-Analyse hinsichtlich ihres Aufwands, der Genauigkeit der Ergebnisse und der Anwendbarkeit in verschiedenen Planungsphasen verglichen. Dazu wurde ein praktisches Beispiel verwendet, bei dem die rechte Antriebseinheit eines Fahrrads montiert wird. Der Montageablauf umfasst vier Arbeitsvorgänge, in denen insgesamt vier Komponenten montiert werden: Kettenblatt, Kurbelarm, Kettenblattschrauben und ein Pedal. Als Betriebsmittel werden zwei Innensechskantschlüssel unterschiedlicher Größe verwendet. Die Gesamtdauer des Arbeitsablaufs beträgt 58 Sekunden.
Um den Aufwand zu ermitteln, wurden die Schritte für die Vorbereitung und Durchführung der MTM-Analyse mit der MoCap-Methode und mit der manuellen Methode erfasst. Die Ergebnisse sind in Bild 1 dargestellt.
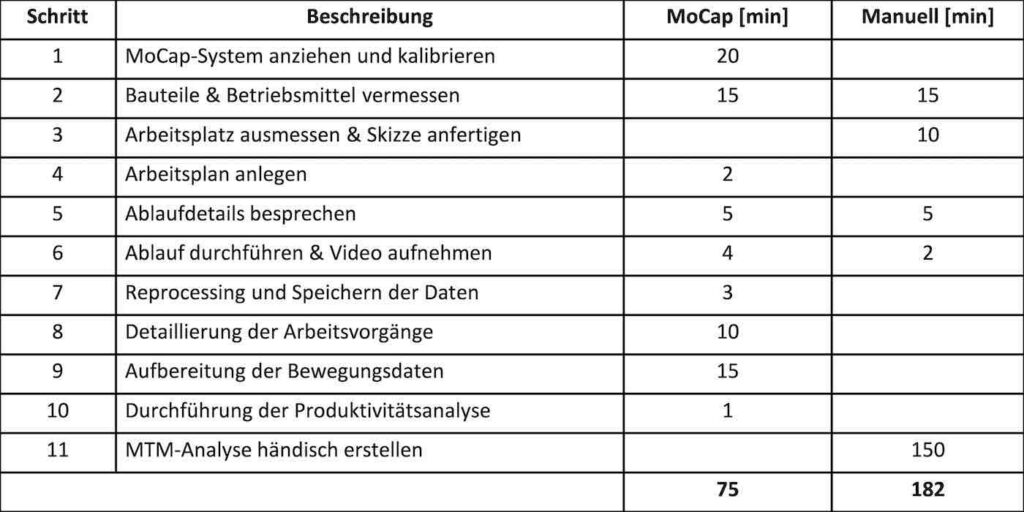
MoCap-Methode: Insgesamt sind neun Schritte zur Vorbereitung und Durchführung der MTM-Analyse notwendig, wobei die Vermessung der Bauteile und Betriebsmittel, die Detaillierung der Arbeitsvorgänge und die Aufbereitung der Bewegungsdaten den größten Zeitanteil einnehmen. Der Zeitaufwand für die Detaillierung der Arbeitsvorgänge ist jedoch nur beim ersten Durchlauf sehr hoch und verringert sich bei weiteren Durchläufen, da die Elemente aus dem vorherigen Durchlauf übernommen und angepasst werden können. Schritt 6 wurde zweimal durchgeführt, weil der Ist-Ablauf im ersten Durchgang vom Soll-Ablauf abwich.
Manuelle Methode: Die Vorbereitung und Durchführung der Analyse umfassen insgesamt fünf Schritte, wobei die manuelle Erstellung der MTM-Analyse den größten Zeitaufwand erfordert. Es ist zu beachten, dass der Versuch unter Laborbedingungen durchgeführt wurde, wodurch laut den MTM-Experten der Zeitaufwand reduziert wird.
Im Beispiel ist der Zeitaufwand für die Vorbereitung und Durchführung einer manuellen MTM-1®-Analyse etwa 2,5-mal so hoch wie mit der MoCap-Methode. Dieser Faktor würde sich bei einem längeren Arbeitsablauf erhöhen, da die Erstellung der manuellen MTM-Analyse im Vergleich zu den mit der MoCap-Methode durchgeführten Schritten zeitlich deutlich stärker ins Gewicht fällt.
Im Folgenden wird die korrekte Anwendung von MTMmotion® mit der MoCap-Methode für die Armbewegungen validiert. Dazu wurden einerseits mit der MoCap-Methode und andererseits durch MTM-Experten Eingaben für MTMmotion® bereitgestellt.
MTMmotion® mit der MoCap-Methode: Für die zu verwendenden Objekte werden alle Daten (z. B. Länge, Breite, Höhe) manuell erfasst. Zusätzlich werden für die Armbewegungen die Bewegungslängen vom MoCap-System übergeben, sofern diese Eingabe erforderlich ist. Für alle anderen Einflussgrößen werden manuelle Standardwerte verwendet. Aufgrund der teilweise sehr komplexen Bewegungsabläufe werden in einigen Fällen, abhängig von den spezifischen Eigenschaften des Objekts und dem Bewegungsablauf (vgl. Abschnitt Motion-Capturing mit MTMmotion®), Annahmen getroffen, um die Kanaleingaben automatisch zu generieren.
Durch die Verwendung von Standardwerten und durch andere vereinfachte Annahmen der MoCap-Methode können Abweichungen entstehen. Um die korrekte Anwendung von MTMmotion® für das Beispiel analysieren zu können, wurde von MTM-Experten ein vollständiger Datensatz erstellt (MTM-Komplett).
MTM-Komplett: Es wurden alle Kanaleingaben und spezifischen Einflussfaktoren wie z. B. der Greiffall oder die Symmetrie von MTM-Experten manuell erfasst.
Für den Vergleich wurde zusätzlich eine manuelle MTM-1®-Analyse erstellt. Das gesamte Vorgehen zur Validierung ist in Bild 2 dargestellt.
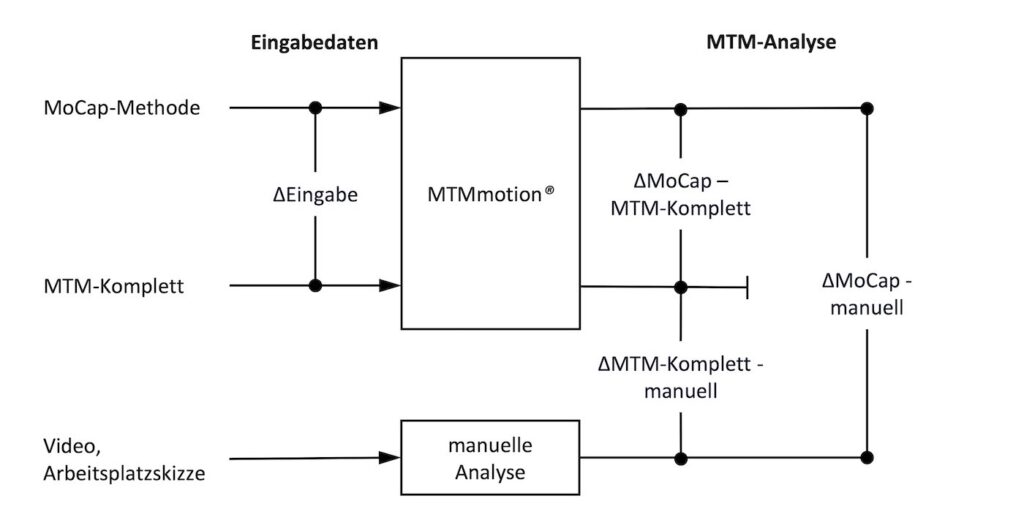
Vergleich der Eingabedaten (ΔEingabe): Mit der MoCap-Methode konnten insgesamt 74 % der erforderlichen Eingabedaten erfasst werden. Die fehlenden 26 % lassen sich auf zwei Hauptursachen zurückführen:
- Spezifische Bewegungen wie das Drehen des Fertigteils vor dem Ablegen können mit der MoCap-Methode nicht erfasst werden.
- Der Kanal C26 (HoldObject) wurde nicht implementiert.
Im zweiten Schritt wurden die korrekt erkannten Kanalangaben hinsichtlich der Abweichungen in den Distanzen und Zeiten sowie der spezifischen Einflussgrößen verglichen:
- Die mittlere Abweichung der Distanzen beträgt etwa 5,4 cm.
- Die Start- und Endzeiten weichen um etwa 0,3 Sekunden voneinander ab.
- Die spezifischen Einflussgrößen weichen in etwas mehr als einem Drittel der Fälle (35,4 %) von den Werten ab, die die MoCap-Methode standardmäßig vorsieht.
Vergleich der MTM-Analysen (ΔMoCap – MTM-Komplett): Die mit der MoCap-Methode erstellte MTM-1®-Analyse ergibt eine Gesamtgrundzeit von etwa 47,5 Sekunden, während die mit MTM-Komplett erstellte MTM-1®-Analyse eine Gesamtgrundzeit von etwa 52,4 Sekunden ergibt (9,4 % Abweichung). Eine detaillierte Analyse zeigt, dassdie Abweichung insbesondere auf fehlende Kanalangaben oder falsche Distanz- und Zeitangaben zurückzuführen ist und zu einem kleineren Teil auf von den Standardwerten abweichende spezifische Einflussgrößen.
Bild 3 zeigt die Gesamtgrundzeiten der mit MTMmotion® generierten MTM-1®-Analysen. Die rote Linie stellt die Gesamtgrundzeit der manuellen MTM-Analyse als Referenzwert dar.
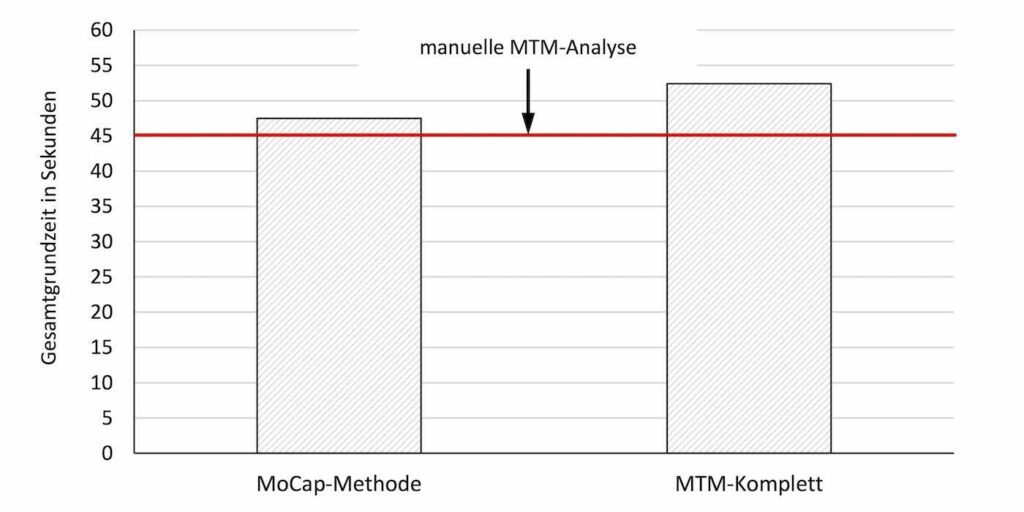
Die Gesamtgrundzeit der manuellen MTM-1®-Analyse beträgt ca. 45,2 Sekunden. Die Gesamtgrundzeiten der mit der MoCap-Methode und MTM-Komplett erzeugten MTM-1®-Analysen unterscheiden sich um ca. 5,1 % bzw. 16,0 %. Die höhere Abweichung der MTM-Analyse mit vollständigen Eingabedaten (MTM-Komplett) überrascht. Die Abweichung entsteht hauptsächlich dadurch, dass MTMmotion® die Schraubbewegungen des Innensechskantschlüssels mit einem standardisierten Bewegungsmodell abbildet.
Im verwendeten Beispiel wurden die Schrauben über den Innensechskant mit Fingerbewegungen eingeschraubt, während MTMmotion® annimmt, dass das Handhaben des Innensechskants beim Einschrauben mit Drehbewegungen durchgeführt wird. Da die Drehbewegungen bei der MTMmotion®-Methodik länger dauern als Fingerbewegungen, ergibt sich die zeitliche Abweichung zwischen den Grundzeiten der MTM-1®-Analysen.
Potenziale der MoCap-Methode
Dieser Abschnitt beschreibt anhand der ersten Validierungsergebnisse, wie die MoCap-Methode zur Verbesserung der Arbeitsplatz- und Prozessgestaltung sowie zur Grundzeitermittlung eingesetzt werden kann. Abschließend folgt ein Fazit anhand der gesammelten Erkenntnisse.
Verbesserung der Arbeitsplatz- und Prozessgestaltung: Aufgrund des deutlich reduzierten Anwendungsaufwand eignet sich die MoCap-Methode für die Gestaltung und Verbesserung von Arbeitsplätzen und -prozessen in der frühen Planungsphase (z. B. im Cardboard-Engineering) als auch bei laufender Produktion [15]. Hierzu trägt die enge Verknüpfung mit der Stückliste und dem Arbeitsplan bei, die die Interpretation der Analyseergebnisse erleichtert und es dem Anwender ermöglicht, gezielte Verbesserungen vorzunehmen.
Die Ergebnisse können vom Anwender auf verschiedenen Detailebenen (Arbeitsablauf, Arbeitsplatz, Arbeitsgang) analysiert werden. Neben Produktivitätsanalysen (MTM-Analysen, Primär-Sekundär-Analysen, Soll-Ist-Zeitvergleiche) wird auch eine messtechnische Ergonomieanalyse durchgeführt, die einen Vergleich von Produktivität und Ergonomie auf verschiedenen Detailebenen ermöglicht [16].
Grundzeitermittlung: Sollte sich die Abweichung von ca. 5,1 % in weiteren Anwendungen bestätigen, ist die Genauigkeit der MoCap-Methode für viele Anwendungsfälle ausreichend. Eine Ausnahme bildet ggf. die Anwendung in der Großserienfertigung, wenn wenige Sekunden entscheidend für die Planung sind. Selbst hier können jedoch die Grundzeiten verbessert werden, wenn die Soll-Ist-Abweichungen mit der MoCap-Methode analysiert werden. Darüber hinaus kann die MTM-1®-Analyse der MoCap-Methode manuell korrigiert werden, was den Aufwand für die Erstellung einer korrekten MTM-1®-Analyse reduziert.
Fazit: Dieser Beitrag zeigt, wie mit einem MoCap-System und einem Digitalen Assistenzsystem durch MTMmotion® mit geringem Aufwand MTM-1®-Analysen erstellt werden können. Obwohl nicht alle Eingabedaten für MTMmotion® mit der MoCap-Methode erfasst werden können, ist das Ergebnis einer Beispielanwendung ausreichend genau, um Grundzeiten zu ermitteln. Die Ergebnisse ermutigen dazu, das entwickelte Verfahren in der Praxis anzuwenden, um Arbeitsplätze und -prozesse zu verbessern. Für die Zukunft sollte die MoCap-Methode mit weiteren Versuchsteilnehmenden und unterschiedlichen Montageabläufen evaluiert werden. Auch eine Weiterentwicklung der eingesetzten Verfahren, wie MTMmotion®, ist anhand der gesammelten Erkenntnisse denkbar.
Dieser Artikel ist im Rahmen des Forschungsprojekts CardboardTrack entstanden, das vom Bundesministerium für Wirtschaft und Klimaschutz gefördert wird (Projekt Nr. 22591 N).
Dies ist ein Originalbeitrag. Die englische Übersetzung finden Sie unter der DOI: 10.30844/I4SE.25.5.108
Literatur
[1] Deutsche Bundesbank: Produktivität und Lohnkosten in der Gesamtwirtschaft. URL: https://www.bundesbank.de/de/statistiken/statistische-fachreihen/-/6-produktivitaet-und-lohnkosten-in-der-gesamtwirtschaft-805784, Abrufdatum 07.04.2025.[2] Czumanski, T.: Handlungsorientierte Analyse der Arbeitsproduktivität in der Serienproduktion, Dissertation, TU Hamburg. Hamburg 2013.
[3] Bokranz, R.; Landau, K.: Handbuch Industrial Engineering – Produktivitätsmanagement mit MTM. Band 1: Konzept, 2. Auflage. Stuttgart 2012.
[4] Interview mit Ulrike Wolf, MTM-Instruktor bei der MTM ASSOCIATION e. V.; geführt am 26.02.2025.
[5] Kuhlang, P.; Benter, M.; Neumann, M.; Mühlbradt, T.: Digitalisierung und Internationalisierung der Arbeitswirtschaft für produktive und ergonomiegerechte Basisarbeit in Produktion und Logistik. In: Zeitschrift für Arbeitswissenschaft (ZfA) 78 (2023) 4.
[6] Pöttker, S.; Benter, M.; Kuhlang, P.; Lödding, H.: Rapid and highly detailed productivity analyses for assembly processes using motion capture systems. 58. CIRP Konferenz über Fertigungssysteme 2025.
[7] Antis, W.; Honeycutt, J. M.; Koch, E. N.: Die MTM-Grundbewegungen. Düsseldorf 1969.
[8] Maynard, H. B.; Stegemerten, G. J.; Schwab, J. L.: Methods-Time Measurement. New York. 1948.
[9] Schreiber, W.; Zurl, K.; Zimmermann, P.: Web-basierte Anwendungen Virtueller Techniken: Das ARVIDA-Projekt – Dienste-basierte Software-Architektur und Anwendungsszenarien für die Industrie. Wiesbaden 2017.
[10] Jackèl, D.; Neunreither, S.; Wagner, F.: Methoden der Computeranimation, 1. Auflage. Berlin Heidelberg 2006.
[11] Schepers, M.; Giuberti, M.; Bellusci, G.; u. a.: Xsens MVN: Consistent tracking of human motion using inertial sensing. 2018.
[12] Metternich, J.; Sträter, O.; Keller, T.; Schmidt, S.; Bayer, C.; Saki, M.; Anlauft, W.; Hartwich, H.-D.: Digitale Assistenz für die Produktion: Ein Leitfaden für die Bedarfsermittlung, Gestaltung und Einführung. Frankfurt am Main 2020.
[13] Benter, M.; Neumann, M.: Digitale Arbeitsgestaltung mit MTMmotion®. In: Gesellschaft für Arbeitswissenschaft e. V. (Hrsg): Tagungsband zum Frühjahrskongress 2023 „Nachhaltig Arbeiten und Lernen – Analyse und Gestaltung lernförderlicher und nachhaltiger Arbeitssysteme und Arbeits- und Lernprozesse“, 01.–03.03.2023, Hannover, 2023.
[14] Kuhlang, P.; Benter, M.; Neumann, M.: MTM in Motion – Perspectives to Digital Work Design. Deriving MTM Analyses From Virtual Reality Tools. In: Deuse, J. (Hrsg): How can industrial management contribute to a brighter future? Schriftenreihe der Wissenschaftlichen Gesellschaft für Arbeits- und Betriebsorganisation (WGAB) e. V. Berlin 2023.
[15] Pöttker, S.; Lödding, H.: Digital assembly design with a motion capture system. In: Procedia CIRP (2024) 130, S. 374–380.
[16] Pöttker, S.; Jansen, T.; Lödding, H.: Analyse von Arbeitsabläufen mit Motion-Capture-Systemen. In: Industry 4.0 Science 40 (2024) 5, S. 43–49.
Ihre Downloads
Lösungen: Prozessmanagement