AI Implementation in Industrial Quality Control |
A design science approach bridging technical and human factors
| Journal | Industry 4.0 Science |
| Issue | Volume 42, 2026, Edition 1, Pages 120-127 |
| Open Access | https://doi.org/10.30844/I4SE.26.1.112 |
| Bibliography | Share | Cite | Download |
Abstract
Keywords
Article
Quality control in industrial surface inspection presents significant challenges for human workers, who face monotonous, exhausting tasks that demand sustained attention and precise judgment. Manual surface inspection is characterized by critical human factor issues including fatigue, subjective judgment, and high susceptibility to errors [1]. These psychological and physical limitations are compounded by hazardous working conditions, particularly in hot rolling processes where temperatures reach hostile temperatures [2], making human inspection not only impractical but unsafe.
The scale of modern industrial production amplifies these work quality challenges. Surface inspection for flat industrial materials like steel sheets requires examining massive areas while detecting microscopic defects on high-speed production lines [3]. With world steel production reaching 1.88 billion tons in 2024 [4], the volume and speed demands far exceed human capabilities. This creates an untenable situation where worker wellbeing and product quality both suffer, with quality failures contributing significantly to industrial waste generation [5, 6] and thus causing economic and environmental [7] costs.
Recent advances in AI and computer vision are transforming surface quality control through AI-driven automated surface inspection system (ASIS) systems that automatically recognize subtle defects with high accuracy and consistency [8]. However, successful implementation remains challenging due to inadequate consideration of technical, organizational, and human factors [9-11]. Organizations need clear guidance on effective system integration while ensuring user acceptance and business alignment. Thus, this article asks:
RQ: Which design requirements are critical to the successful deployment of an automated AI-enhanced surface inspection system?
The next section explores the theoretical foundation for this question, followed by the research method used, a practical use case, findings in the form of sociotechnical design requirements (STDRs), a discussion of transfer potential, and a conclusion.
Quality control, surface inspection and human-centered AI
Manufacturing output worldwide exceeds $40 trillion annually. Approximately 20% of this output is wasted due to poor quality [5]. In fact, industrial waste accounts for over 50% of waste generated globally [6]. In this context, surface inspection represents a critical quality control point where early defect detection can prevent downstream waste.
Surface inspection faces immense challenges due to production scale and quality requirements. Single coils may unroll for kilometers, requiring real-time detection of defects as small as 70 µm at speeds up to 1,000 m/min on both sides and both edges simultaneously [3]. Manual inspection fails under these demands because of severe physical constraints, most notably the ambient temperatures in hot rolling lines, which routinely exceed 1,000°C [2], not only making the environment unsafe but also impairing vision due to glow. There are also significant human psychological limitations including fatigue, subjective judgment, and error susceptibility to overcome [1].
Modern AI-driven ASIS use Deep Learning (multi-layer neural networks that learn from data) to offer solutions that automatically recognize subtle defects with consistent accuracy while operating continuously at production speeds [8]. These systems learn normal surface textures, flag anomalies, classify defects to guide process decisions (e.g., post-processing, re-melting, removal), and cross-reference defect patterns with process data to help localize root causes, enabling upstream countermeasures [12].
AI should enhance rather than replace human abilities [9] and yet AI is often implemented without considering the humans involved. The goal should be human-centered AI that augments human capabilities instead of replacing them. [11] identify human agency and augmentation as key challenges, while [9] emphasize that workplace AI should augment human capabilities without imposing additional load. [10] frame this as an “informate” strategy that augments human capabilities rather than replacing them, producing higher-quality jobs than automation alone.
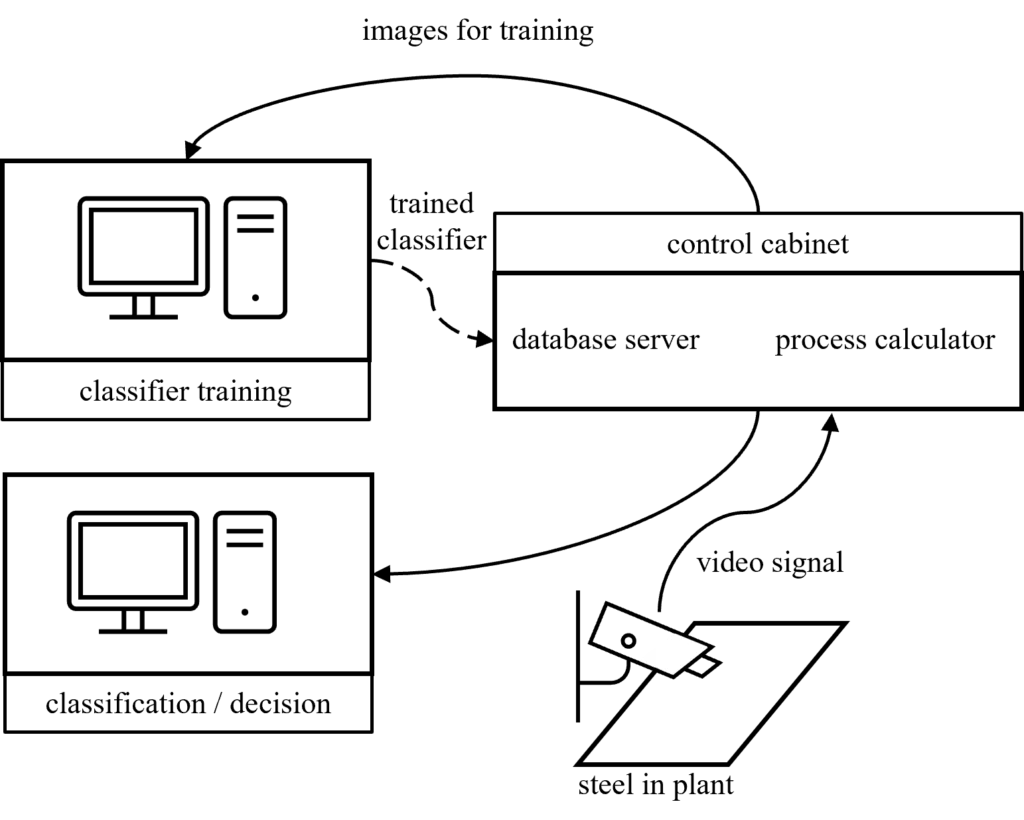
In surface inspection, this means building AI that flags uncertain detections, allows operator overrides, and incorporates domain knowledge into model updates, preserving human expertise and accountability. This collaborative approach is embodied in typical ASIS design (Fig. 1), which provides separate interfaces for human-guided training and operator-supervised inspection.
Design science research method
The decision was made to utilize design science research [13]. After identifying the problem, the objectives of a solution must first be defined. To formulate them, a case study is conducted on a market-leading automated surface inspection system (ASIS). Three key stakeholders are interviewed:
- a customer support agent, to learn about the obstacles and inquiries of companies that use ASIS,
- a sales/product manager, to learn which features are desired by (potential) users,
- a software developer, to learn about feedback implementation and feature development aspects.
This gave us first insights into the ASIS landscape.
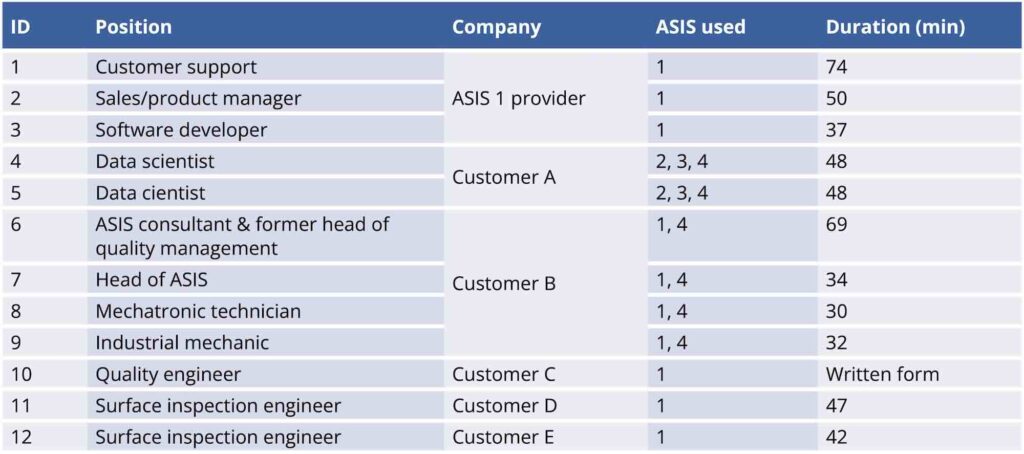
To deepen the insights, nine ASIS users were interviewed (Fig. 2) from five companies on three continents. Interview partners were acquired at SIS.EUROPE and through the ASIS provider.
All interviews were transcribed and analyzed using the software MAXQDA. We applied [14]’s thematic analysis to identify patterns and themes. Initial STDRs were derived from the interview themes, then enriched through literature review and validated via iterative refinement with three employees of the ASIS manufacturer.
Findings
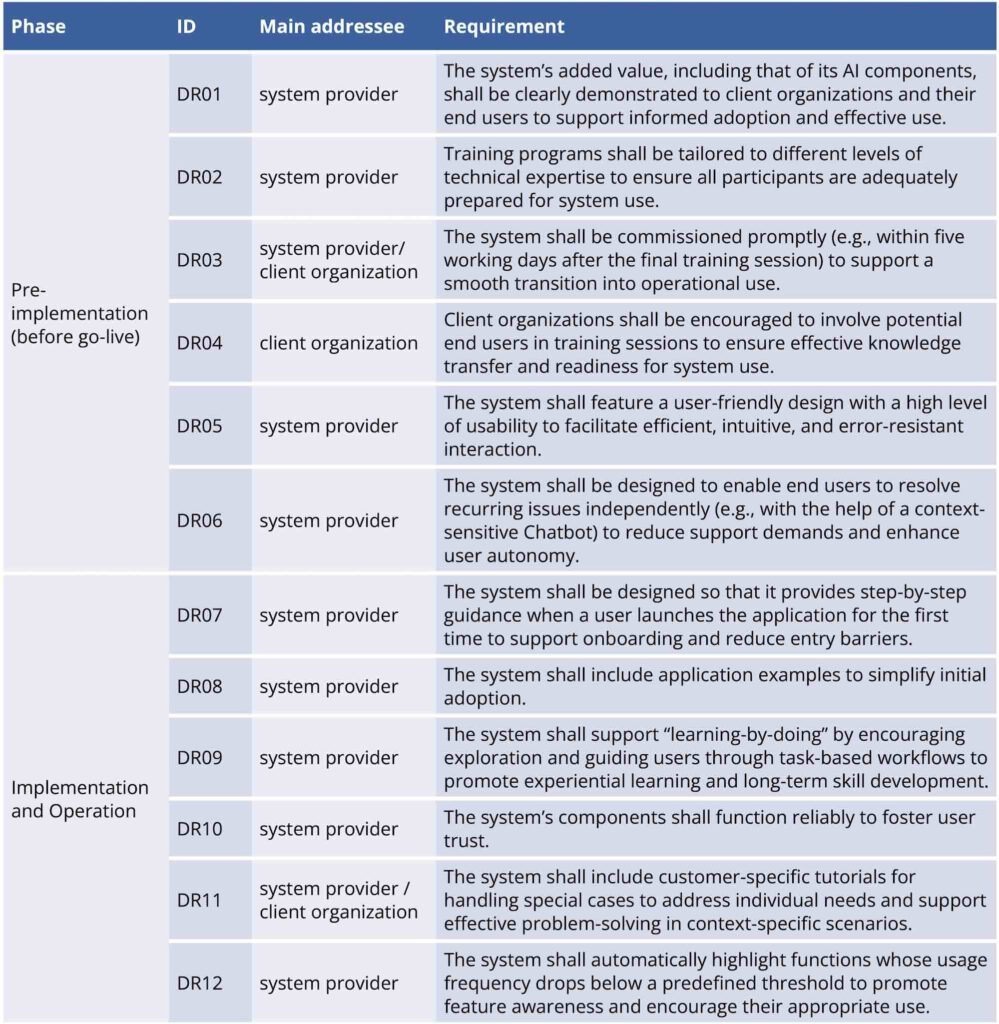
Twelve STDRs were identified, as seen in Figure 3. These are divided into two phases: “Pre-implementation”-DRs apply before the go-live and ensure ethical deployment, whilst “Implementation and Operation”-DRs apply afterward, ensuring that the sociotechnical system continues to function as expected.
The pre-implementation phase establishes the foundation for successful AI system deployment by addressing technical and human factors before the system becomes operational. This phase is critical as it shapes user expectations, builds necessary competencies, and ensures organizational readiness.
DR04 addresses the ethical imperative of meaningful employee participation. Interview participants emphasized that excluding end-users from training creates resistance and undermines the human-centered approach. DR01 ensures transparent AI value demonstration, preventing black box deployment and supporting informed decision-making. DR06 promotes user autonomy by enabling independent problem-solving through context-sensitive support tools. Interview participants highlighted that self-service capabilities reduce frustration and dependency on external support, fostering confidence in system interaction.
The implementation and operation phase focuses on sustaining system effectiveness and user engagement after go-live. This phase addresses the ongoing challenges of maintaining user competency, system reliability, and continuous improvement in a dynamic production environment. DR07 ensures smooth onboarding through guided first-use experiences. Participants noted that step-by-step guidance significantly reduces initial adoption barriers and helps users build competency progressively, supporting the transition from novice to proficient system users.
DR09 helps to preserve human agency through experiential learning. Rather than creating passive users, this requirement ensures that operators develop expertise alongside AI capabilities, maintaining their professional growth and decision-making authority in quality control processes. This approach prevents the deskilling effects commonly associated with automation. DR10 emerged as fundamental to ethical deployment, as system unreliability erodes trust and can lead to either blind reliance or complete rejection of AI recommendations.
Transfer potential
These design requirements for ASIS demonstrate potential for cross-industry application, grounded in the Technology-Organization-Environment (TOE) framework [15]. This framework encompasses technological factors (system reliability, compatibility, usability), organizational factors (readiness, training, change management), and environmental factors (regulatory requirements, competitive pressures) [16, 17].
Our STDRs address known adoption frictions across TOE dimensions. Transparency of AI value (DR01) and reliability/usability (DR05, DR10) reduce perceived technical risk; tailored training, participation, and learning-by-doing (DR02, DR04, DR09) increase user self-efficacy and acceptance; prompt commissioning and contextual examples (DR03, DR08, DR11, DR12) accelerate time-to-value. Practitioners can track impact via time-to-go-live after training, 30/90-day active-use rates, override-rate trends for uncertain detections, model-update cadence, and support-ticket volume per shift.
Research indicates that AI adoption patterns follow similar trajectories across industries, with consistent challenges around human-AI collaboration, trust building, and organizational readiness. AI adoption rates vary between regions and sectors, ranging from 4% to 18% [18, 19]. This suggests that while fundamental implementation challenges are consistent, domain-specific factors significantly influence adoption success.
The sociotechnical nature of our requirements particularly enhances transferability. Research on human-AI collaboration across healthcare, finance, and manufacturing consistently identifies trust, transparency, and collaborative interface design as critical success factors, supporting the universal relevance of this human-centered approach [20]. Successful transfer requires attention to domain-specific regulatory variations (e.g., GDPR, FDA/CE markings) and organizational capabilities. When organizations possess adequate technological readiness, training infrastructure, and environmental support, human-centered design requirements offer a robust template for collaborative AI applications across industries.
The necessity of a sociotechnical approach
Through interviews with twelve stakeholders, this article identified twelve STDRs addressing the ethical imperatives of AI deployment in human work environments. The findings demonstrate that successful AI implementation requires explicit attention to human agency, employee participation, and responsible organizational practices, core principles of applied AI ethics.
The STDRs proposed here support ethical AI deployment by preserving and enhancing human capabilities rather than replacing them. Pre-implementation requirements ensure responsible knowledge management and meaningful employee participation, while implementation requirements promote human-centered collaboration through learning-by-doing and system reliability.
This sociotechnical approach addresses organizations’ ethical responsibility to implement AI systems that enhance work quality while establishing clear accountability frameworks. Rather than creating passive monitoring roles, our approach promotes active human-AI collaboration where operators’ domain knowledge feeds back into system improvement.
The article focuses on a single ASIS implementation, which may limit transferability to other AI systems and application areas. Also, whereas the focus here was on implementation and operation, long-term impacts need further investigation. Future research should validate these ethical STDRs across diverse industries, examine how human-centered AI maintains human agency and participatory deployment, gather additional quantitative data, and explore concrete implementation.
This research and development project is funded by the German Federal Ministry of Research, Technology and Space (BMFTR) within the “The Future of Value Creation – Research on Production, Services and Work” program (02L19C200) and managed by the Project Management Agency Karlsruhe (PTKA). The authors are responsible for the content of this publication. Declaration of AI: During the preparation of this work, Claude 3.5 was used to proofread sections of the manuscript and assist with rephrasing selected sentences.
This is an original article. The German translation can be accessed via DOI: 10.30844/I4SD.26.1.120
Bibliography
[1] Torres, Y.; Nadeau, S.; Landau, K.: Classification and Quantification of Human Error in Manufacturing: A Case Study in Complex Manual Assembly. In: Applied Sciences (2021) 11, p. 749. DOI: https://doi.org/10.3390/app11020749.[2] Liu, T.; Dai, F.; Zeng, W.; Guo, Y.; Zheng, S. et al.: Effects of Furnace Length on the Thermal Performance of a Walking Beam Reheating Furnace. In: Metals (2023) 13, p. 1946. DOI: https://doi.org/10.3390/met13121946.
[3] IMS Messsysteme GmbH: Inclusion Detection System (IDS) revolutionises quality assurance. 2023. URL: https://www.ims-gmbh.de/en/2023/06/07/online-inspection-system-ids-for-detection-of-surface-defects/, accessed 20.06.2025.
[4] World Steel Association: Total production of crude steel. worldsteel.org. 2025. URL: https://worldsteel.org/data/annual-production-steel-data/?ind=P1_crude_steel_total_pub/CHN/IND, accessed 02.06.2025.
[5] Pratt, S.: Earth Day: How AI can solve manufacturing’s waste problem. World Economic Forum. 2021. URL: https://www.weforum.org/stories/2021/04/how-ai-can-cut-waste-in-manufacturing/, accessed 02.06.2025.
[6] GlobalNewsWire: Global Industrial Waste Management Market Will Reach USD 2,513.74 Billion By 2025: Zion Market Research. GlobeNewswire News Room. 2019. URL: https://www.globenewswire.com/news-release/2019/09/16/1915658/0/en/Global-Industrial-Waste-Management-Market-Will-Reach-USD-2-513-74-Billion-By-2025-Zion-Market-Research.html, accessed 20.06.2025.
[7] Khusainova, G.: There Is No Such Thing As A Free Return. Forbes. 2019. URL: https://www.forbes.com/sites/gulnazkhusainova/2019/03/28/there-is-no-such-thing-as-a-free-return/, accessed 03.06.2025.
[8] Zhou, C.; Lu, Z.; Lv, Z.; Meng, M.; Tan, Y. et al.: Metal surface defect detection based on improved YOLOv5. In: Scientific Reports (2023) 13, p. 20803. DOI: https://doi.org/10.1038/s41598-023-47716-2.
[9] Kluge, A.; Wilkens, U.; Nitsch, V.; Peifer, C.: Editorial: Human-centered AI at work: common ground in theories and methods. In: Frontiers in Artificial Intelligence (2024) 7, p. 1411795. DOI: https://doi.org/10.3389/frai.2024.1411795.
[10] Parker, S. K.; Grote, G.: Automation, Algorithms, and Beyond: Why Work Design Matters More Than Ever in a Digital World. In: Applied Psychology (2022) 71, p. 1171-1204. DOI: https://doi.org/10.1111/apps.12241.
[11] Wilkens, U.; Lupp, D.; Langholf, V.: Configurations of human-centered AI at work: seven actor-structure engagements in organizations. In: Frontiers in Artificial Intelligence (2023) 6, p. 1272159. DOI: https://doi.org/10.3389/frai.2023.1272159.
[12] Papageorgiou, K.; Theodosiou, T.; Rapti, A.; Papageorgiou, E.I.; Dimitriou, N. et al.: A systematic review on machine learning methods for root cause analysis towards zero-defect manufacturing. In: Frontiers in Manufacturing Technology (2022) 2, p. 972712. DOI: https://doi.org/10.3389/fmtec.2022.972712.
[13] Peffers, K.; Tuunanen, T.; Rothenberger, M. A.; Chatterjee, S.: A Design Science Research Methodology for Information Systems Research. In: Journal of Management Information Systems (2007) 24, p. 45-77. DOI: https://doi.org/10.2753/MIS0742-1222240302.
[14] Braun, V.; Clarke, V.: Using thematic analysis in psychology. In: Qualitative Research in Psychology (2006) 3, p.77-101. DOI: https://doi.org/10.1191/1478088706qp063oa.
[15] Tornatzky, L. G.: The processes of technological innovation. 1990.
[16] Chatterjee, S.; Rana, N. P.; Dwivedi, Y. K.; Baabdullah, A. M.: Understanding AI adoption in manufacturing and production firms using an integrated TAM-TOE model. In: Technological Forecasting and Social Change (2021) 170, p. 120880. DOI: https://doi.org/10.1016/j.techfore.2021.120880.
[17] Masod, M. Y. B.; Zakaria, S. F.: Artificial Intelligence Adoption in the Manufacturing Sector: Challenges and Strategic Framework. In: International Journal of Research and Innovation in Social Science (2024) VIII, p. 15-158. DOI: https://doi.org/10.47772/IJRISS.2024.81000013.
[18] Kovič, K.; Tominc, P.; Prester, J.; Palčič, I.: Artificial Intelligence Software Adoption in Manufacturing Companies. In: Applied Sciences (2024) 14, p. 6959. DOI: https://doi.org/10.3390/app14166959.
[19] McElheran, K.; Li, J. F.; Brynjolfsson, E.; Kroff, Z.; Dinlersoz, E. et al.: AI adoption in America: Who, what, and where. In: Journal of Economics & Management Strategy (2024) 33, p.375-415. DOI: https://doi.org/10.1111/jems.12576.
[20] Kolbjørnsrud, V.: Designing the Intelligent Organization: Six Principles for Human-AI Collaboration. In: California Management Review (2024) 66, p. 44-64. DOI: https://doi.org/10.1177/00081256231211020.
Your downloads
Solutions: Production Control Quality Management