Trends and Challenges in Factory Software |
| Journal | Industry 4.0 Science |
| Issue | Volume 39, 2023, Edition 1, Pages 114-119 |
| Open Access | https://doi.org/10.30844/I4SE.23.1.114 |
| Bibliography | Share | Cite | Download |
Abstract
Keywords
Article
The use of factory software in manufacturing companies has increased significantly. Just a few years ago, manufacturing documents were printed out from the ERP system. The order would end up in the foreman’s mailbox and be put on the first machine at some point. All handwritten notes about the production order were collected in a clear plastic folder and then usually filed away somewhere.
Later, when it became clear that recording of current manufacturing data values could not be left to the ERP system, the Manufacturing Execution System (MES) generation began, and MES software was added to the process [1]. Ultimately, the systems were not widely used, with the concern being that the effort involved would be too great and the benefits would remain too unclear. In the MES era, machines were not directly connected to one another.
This has since changed radically, largely owing to two main trends: cheaper microelectronics and improved connectivity. Powerful minicomputers such as Arduino or Raspberry Pi now cost less than ten euros and include a variety of options for integration into broader networks. This allows for cyber-physical systems—the core building block of Industry 4.0—to be implemented. The effects of three of the trends described in the following article are currently only being felt in a limited way (trends 4, 5 and 6), while the other three trends are already having a very strong impact on every factory.
Trend 6: Exceeding Limitations in Factories
Due to the limited areas of application for factory software in the past, there were neither possibilities nor ideas for information processing along the logistics chain that incorporating physical objects outside the factory as information processing units. That has since changed significantly. In the factory itself, OEE increases of three to five percent can certainly be achieved by increased use of such information systems.
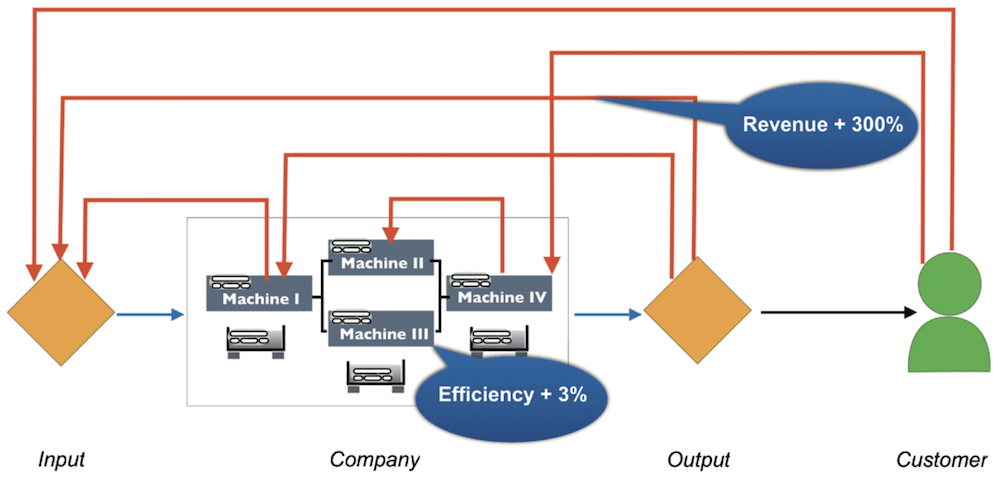
However, if it is possible to establish consistent information processing all the way to the customers of a customer, then completely new business models emerge (Figure 1). A software provider can sell its software to 1,000 customers for 1,000 euros a month and thereby generate twelve million in sales per year. However, if he succeeds in selling additional software (be it to simplify maintenance, reduce energy costs, etc.) worth 10 euros per device for each of his 1,000 customers, each of whom has 300 devices, then the amount will quadruple his sales revenue!

Trend 5: Virtual and Augmented Reality
The use of Virtual Reality (VR), computer-generated environments or the display of electronically generated information in real-world images is not in itself new. This trend has also only become apparent in the wake of significantly lower prices for hardware and more readily available and easier-to-use software (e.g. Apple’s AR kit). Wherever good visual representation is important, VR or AR solutions are now being considered [3]. Their area of application ranges from assembly assistance to monitoring options and from business processes to the planning of new or reconstructed factories (Figure 2).
However, our research shows that not every possible application is a also sensible one. Worker fatigue constitutes an argument against using AR glasses for entire shifts. When examining installation options, such as pipes in shipbuilding, VR techniques are advantageous because, in contrast to AR techniques, it is possible to hide potentially disturbing views of reality. AR shows the material that accumulated before the pipe burst, VR does not. Even with assembly assistance systems, not every work step is improved by AR.
Trend 4: Real-Time Big Data
Due to the increased use of microcomputers in workpieces, load carriers and machines as well as in way these are networked with each other, the amount of real-time manufacturing data available is increasing dramatically. This enables new areas of application for analytical procedures that were previously only used in the field of e-commerce [4]. Analytical procedures are characterized by the use of multivariate statistics for monitoring, simulation and forecasting purposes. A sensible approach that will continue to grow in importance in the future is the use of insights gained from big data for the direct control of the factory.
Reinhart presented this using the example of the detailed planning of a plant with a high energy consumption level [5]. By adjusting the manufacturing activities conducted on the energy-intensive plant on an hourly basis, the load requirement could be reduced by up to 40 percent. If the fact that the price of electricity can fluctuate between almost 0 euros per MWh and 90 euros per MWh over the course of a day is taken into account, it becomes clear that these predictive abilities can lead to very large potential savings here.
Trend 3: Collaborative Robots
Joint use of people and robots in manufacturing without protective fences separating them is now also possible in small and medium-sized companies. Due to the slower working speeds of robots when used collaboratively, their impact is somewhat lower when viewed in isolation. However, this can be more than compensated for if it is possible to increase the flexibility of the use of collaborative robots, also known as cobots. The design of the programming interface is of crucial importance here.
While these used to be limited to special programs for specialists with many years of training, as was the case with former German robotics manufacturer Kuka, since sold to China, new providers on the market, such as Universal Robotics, are showing how easy and simple programming collaborative robots can be. Here we will see a drastic shift in market shares and areas of application, simply due to better usability and lower deployment costs.
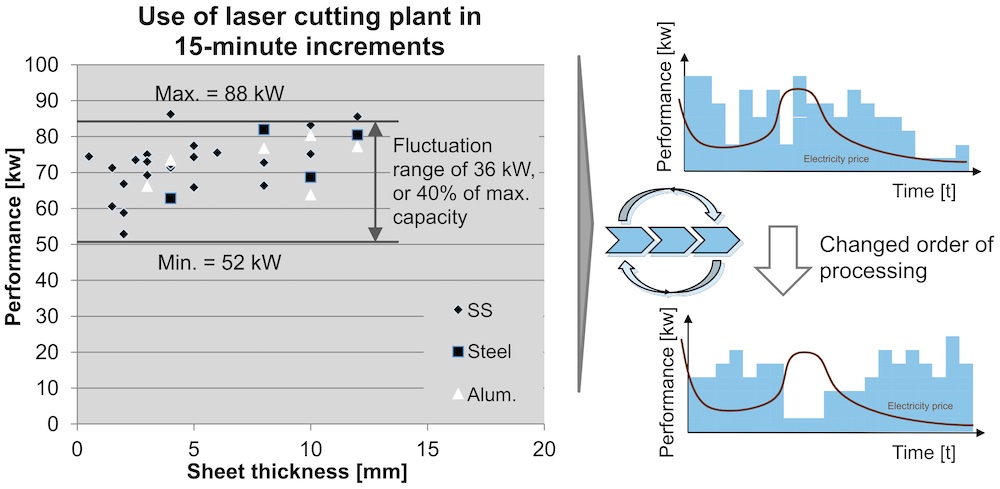
Figure 3: Use of real-time big data to save energy.
Trend 2: Artificial Intelligence
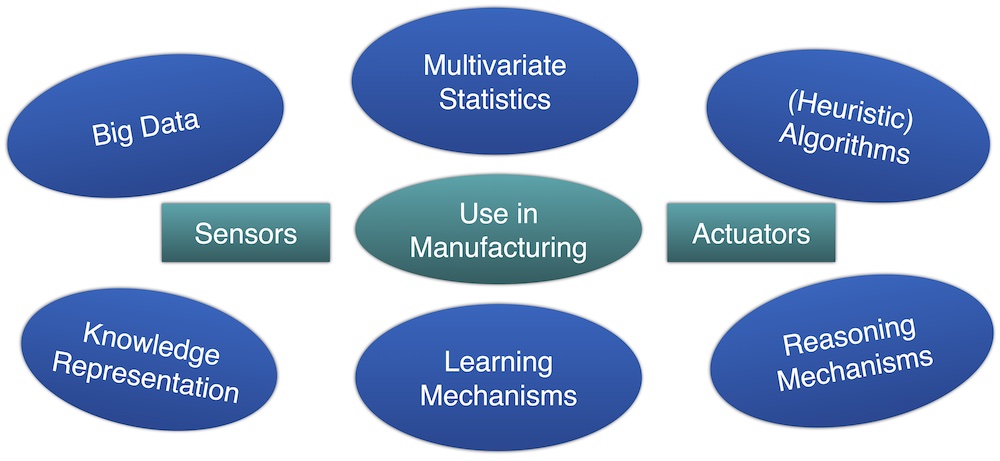
A comprehensive technology kit is now available for the use of artificial intelligence in the factory setting (see Fig. 4).
This comprehensive technology kit is by no means new, but its use is gaining significant ground due to the availability of large amounts of data and the ability to exchange information between all objects in the factory. Across the globe, companies engaged in manufacturing are now looking for possible uses for artificial intelligence. The following areas will likely be the first to grow:
In the area of data storage, structure discovery and the classification of incidents (i.e. as disturbances or regular deviations) are becoming increasingly important. It is also possible to significantly defuse the tiresome issue of master data [6] using AI.
In the area of scheduling, there will be significantly more flexible workflows because it is no longer humans, but AI that decides which workflow path to take. Workflows in the factory have so far not been able to develop at the same rate as in office use cases because the heterogeneity of factory cases is much greater. AI will defuse this problem in the future and thus be able to significantly increase the quality of processes in the factory.
Reporting will be significantly accelerated and qualitatively improved with AI-supported information and warning functionalities. In the area of evaluations, future AI will enable real-time, trend and error analyzes that were previously not possible due to a lack of human capacity or competence.
Ultimately, AI will fill the emerging area of predictive manufacturing with applications that bring real added value to the operation of the factory and the company, such as maintenance, customer behavior or improving established workflows. AI essentially enables a built-in continuous improvement process.
Trend 1: Internet of Things (IoT)
If only press releases were counted, AI would probably be the top 1 trend. However, serious researchers also count actual application, and in this area, IoT is clearly in the lead [7]. In addition, IoT has become the base technology that makes the economic application of the trends described above possible. It is therefore all the more important not to look at the various diverse use cases for IoT in isolation, but rather to observe how they interact. Above all, care must be taken to establish a platform where software applications, devices, access credentials, data storage and communication can be collectively managed in a way that does not hinder the development of the other trends described here.
Challenges
In order to be able to take advantage of these trends and their positive effects on factory adaptability, efficiency and costs, three challenges must first be overcome: a digital twin must first be established for every product, capacity and resource, the topic of factory safety must be mastered [8] and the dramatic shortage of skilled workers must be reduced, ideally through further training. Anyone who succeeds in overcoming these challenges will be able to make great progress in their factory.
Bibliography
[1] Schumacher, J.: Neue Wege zur effektiven Fabrik. Wertschöpfung ohne Verschwendung durch den Einsatz von MES. In: PPS Management 3 (2004), pp. 17-19.[2] Gronau, N.: Der Einfluss von Cyber-Physical Systems auf die Gestaltung von Produktionssystemen. In: Industrie Management 3 (2015), pp. 16-20.
[3] Schenk, M. et al..: Augmented Reality. Ein neuer Ansatz für Assistenzsysteme in der Produktion. In: Industrie Management 2 (2010), pp. 33-36.
[4] Gronau, N.: Analytic Manufacturing. Die Industrie hinkt bei der Nutzung von Big Data hinterher. In: ERP Management 3 (2014), pp. 33-36.
[5] Reinhart, G.; Graßl, M.: Energieflexible Fabriken. Maßnahmen zur Steuerung des Energiebedarfs von Fabriken. URL: publica.fraunhofer.de/documents/N-246969.html, accessed April 12, 2019.
[6] Gronau, N.: Stammdatenstrategie in Unternehmensverbünden, ERP Management 4/2016, pp. 19-21.
[7] Gronau, N. (Hrsg.): Industrial Internet of Things in der Arbeits- und Betriebsorganisation. Berlin 2017.
[8] Lass, S., Kotarski, D.: IT-Sicherheit als besondere Herausforderung von Industrie 4.0. In: Kersten, W.; Koller, H.; Lödding, H.: Industrie 4.0: wie intelligente Vernetzung und kognitive Systeme unsere Arbeit verändern. Berlin 2014, pp. 397-419.
Your downloads
Potentials: Innovation
Solutions: Production Control Production Planning