

Industrial Transformation via a Machining Learning Factory |
A learning module to foster competencies for a sustainability-driven transformation
| Journal | Industry 4.0 Science |
| Issue | Volume 42, Edition 2, Pages 38-47 |
| Open Access | https://doi.org/10.30844/I4SE.26.2.38 |
| Bibliography | Share | Cite | Download |
Abstract
Keywords
Article
By 2025, seven of the nine so-called planetary boundaries have already been exceeded [1]. One of these refers to climate change. In order to still meet the 1.5-degree target of the Paris Climate Agreement [2], immediate steps to reduce greenhouse gas (GHG) emissions in all sectors, including industry, are necessary [3]. This requires a strategic approach by industrial companies, often involving a complex combination of technical measures.
Small and medium-sized enterprises (SMEs) tend to lack the specific competencies required for such a transformation [4]. One way of imparting such competencies is through learning modules in so-called learning factories, which replicate a real production environment for the purpose of action-oriented teaching [5]. Hands-on training in the learning factory offers more than the primarily theoretical knowledge imparted by traditional teaching formats, such as lectures.
The Technical University of Darmstadt has a metalworking facility called ETA Factory (Energy Technologies and Applications in production), specialized in energy efficiency [6]. Previous publications have used the ETA Factory to develop a climate strategy made up of a portfolio of learning modules for climate-neutral production [7–8]. This article expands on these approaches, demonstrating how a learning factory can be used to foster the competencies required to create a specific transformation plan.
A representative process for the development of transformation concepts was defined by the authors using existing literature such as [9] and [10]. The process includes GHG accounting, setting targets, identifying emission reduction potentials, developing measures and evaluating measures. This consolidated process was then used as a basis to develop a learning module. The learning module reflects the aforementioned steps and aids the selection of appropriate technical measures, accounting for different evaluation criteria and targets within an industrial company’s organizational structure. This article describes the module’s development within the existing learning factory infrastructure.
Methodology: A structured approach to facilitate active processing
According to Tisch et al. [11], the design of a learning module must take into account both didactical and socio-technical infrastructure. Didactical infrastructure highlights the setting of the learning module, while socio-technical infrastructure includes the physical composition of the learning factory.
The learning module reflects Bloom’s taxonomy of competency levels [12]. It is structured so that participants first retrieve relevant theoretical knowledge about climate neutrality by recalling information previously learned in work or education. This forms the basis for the next step, in which they understand the meaning and relevance of climate neutrality by connecting new and pre-existing knowledge. In the following step, participants actively apply their knowledge in order to develop concrete measures for transformation towards GHG neutrality. This promotes practical understanding and the ability to apply theoretical knowledge to real situations.
Building on this, participants continuously analyze the measures they have developed and refine their solutions through group exchange and guided discussion. This structured approach ensures that learners not only absorb knowledge but also actively process, reflect on, and apply it creatively [13].
Socio-technical infrastructure
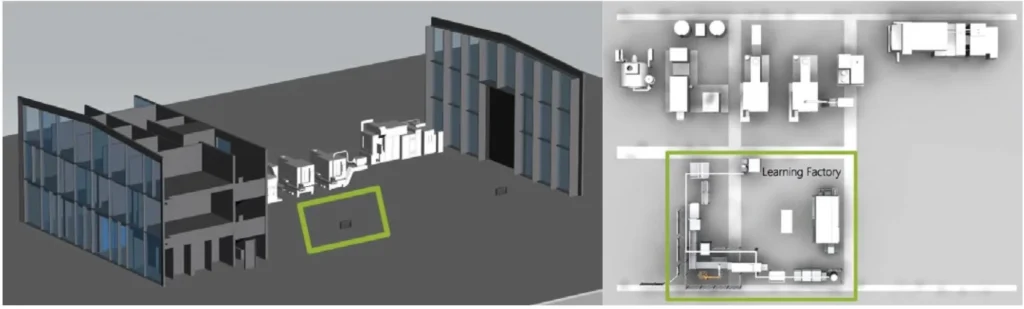
The ETA Factory consists of multiple areas connected via thermal networks: the basement, which houses the energy supply infrastructure, the production hall on the first floor, which houses a real production line and the learning factory environment, and offices on the first, second, and third floors. The layout, minus the basement, is visualized in Figure 1. The learning factory environment accounts for approximately 10% of the area of the ETA Factory.
To make the learning module as realistic to an industrial environment as possible, actual thermal and electrical performance data from the research offices and production hall of the ETA Factory are used in the module, displayed in dashboards prepared in advance. Thermal and electrical load profiles of the research offices are allocated to the learning factory environment; the goal of addressing this system extension is the inclusion of emission-inducing activities of employees that extend beyond activities conducted within the immediate learning factory, such as scope 3 activities.
For simplification, it is assumed that the supply technology of the ETA Factory consists solely of a combined heat and power plant and a compression chiller and that additional required electricity is obtained from the public grid. Thermal and electrical storage systems used in parts of the ETA Factory outside the learning factory are not considered for the module.
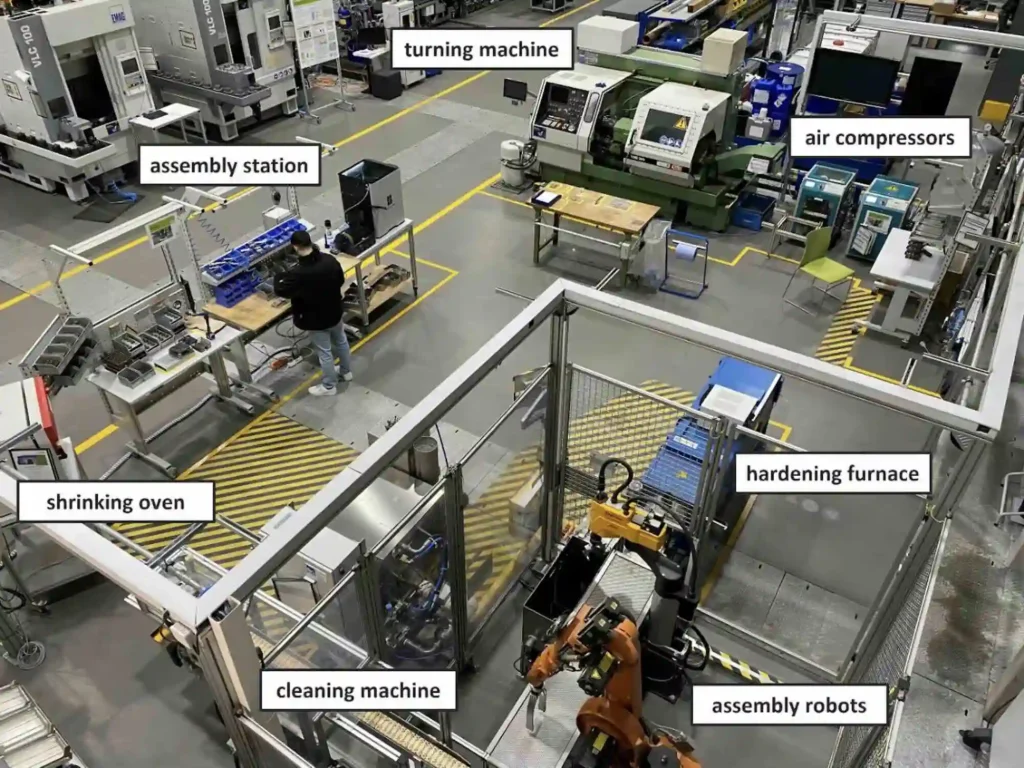
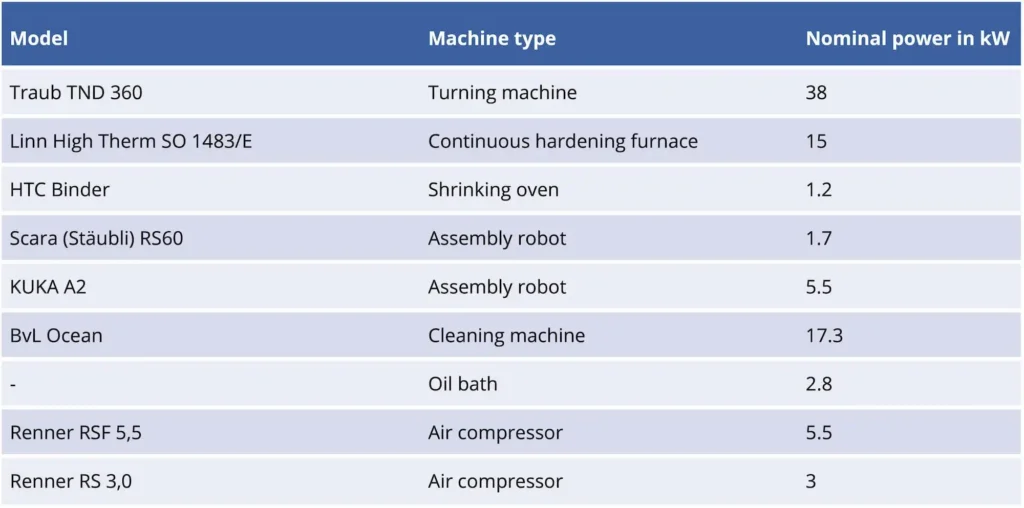
While the production hall consists of two production lines, only the line within the learning factory (Fig. 2) is used to develop the module. The total thermal energy demand of the learning factory (space heating and machine heating/cooling) is assumed to amount to 10% of the total energy demand of the production hall. For electrical energy consumption, data from the following machines is scaled up to project usage on 260 operating days per year during one-shift operations (8 hours per day):
Learning module
The methodology described above is used to develop a learning module for industrial transformation, considering the competencies required for action-oriented learning, addressing all levels of Bloom’s taxonomy and taking into account the infrastructural conditions of the learning factory.
Learning module scenario
As part of the learning module, participants are asked to develop a transformation strategy for the learning factory. To ground the module in an industrial context, the transformation is built around a funding program for energy and resource efficiency, launched in November 2021 by the German Federal Office for Economic Affairs and Export Control (BAFA). Module 5 of this program provides funding for transformation plans, the aim of which is to support companies in taking concrete, achievable steps towards GHG neutrality. Transformation plans must include the following aspects [14]:
- State analysis: An analysis of the current state of one or more company locations. This includes the preparation of a GHG balance sheet.
- Target definition (2045): A mandatory commitment to GHG neutrality by 2045.
- Target definition (10-year): The setting of concrete goals for reducing GHG emissions within ten years for all locations included in the state analysis. The minimum reduction target is 40% compared to the year of the state analysis.
- Action plan: The identification and conceptualization of measures to achieve the 10-year target.
- Strategic anchoring: A presentation of how climate targets will be systematically anchored in and pursued as part of company goals.
Requirements for learning content
The design of learning content for sustainable transformation in manufacturing requires a careful balance between didactic structure, technical depth, and practical relevance. In a learning factory environment, the process should enable participants to design and systematically assess pathways towards climate neutrality. Following the transformation framework suggested by Seyfried et al. [10], Kosow and Gaßner [9], and BAFA Module 5 [14], the learning content reflects the sequential transformation steps: GHG accounting, definition of objectives, analysis of emission reduction potentials, development and evaluation of measures.
GHG accounting provides the analytical foundation of the learning process. Participants must develop competencies at collecting and interpreting energy and material data, distinguishing between different emission scopes, and calculating CO₂ equivalents (CO₂e) based on standardized emission factors. As highlighted by Büttner [15] and Rahnama Mobarakeh and Kienberger [16], this step improves the understanding of production systems and helps participants identify emission hotspots within the manufacturing process.
Defining objectives introduces a strategic perspective. Participants are expected to formulate realistic and measurable sustainability goals that fit into the company’s overall climate strategy. This strengthens the connection between technical analysis and managerial decision-making, supporting long-term and strategy-oriented thinking.
The analysis of emission reduction potentials represents the diagnostic phase of the learning process. Participants investigate energy consumption patterns, identify inefficiencies and group potential causes into technical, procedural, and human factors. This comprehensive approach enables the identification of context-specific solutions and deepens system-level understanding of production processes.
Building on this, the development of measures focuses on transferring analytical insights into practical action. The learning content should introduce methods for designing and comparing measures across transformation areas. Exercises can combine technical, economic, and ecological aspects to encourage interdisciplinary learning.
Finally, an evaluation phase must consolidate the acquired knowledge. Participants apply different assessment methods to evaluate transformation options. This promotes the ability to balance trade-offs and to make informed decisions in complex transformation contexts.
Overall, the learning content must combine theoretical understanding with hands-on experience to ensure effective competency development. By working directly with real production systems, participants can connect theory and practice, reflect on technological and organizational changes and transfer the acquired knowledge to their own industrial settings.
Learning module contents for the learning factory in the ETA Factory
The target group for this learning module includes industry representatives from all hierarchical levels. The module demonstrates the necessity of connecting the operational, tactical, and strategic levels for successful industrial transformation. Preexisting competencies are utilized regardless of the participant’s position at the company.
While students are not the primary target group, they can nonetheless participate in this learning module to apply concepts from their studies to an industrial environment and deepen their understanding of practical use cases. Fields of study relevant to this module are mostly anchored in engineering sciences, particularly mechanical, electrical, process, data, and sustainable engineering.
The learning module begins with an introduction, utilizes the learning factory environment in four consecutive, interactive phases and ends with a conclusion and evaluation (Fig. 4). In the introduction, the goal and framework of the learning module are explained to participants, who are also given a tour of the ETA Factory to familiarize them with the environment and infrastructure. The conclusion summarizes the learning content and gives participants the opportunity to express feedback for future improvements. As the four interactive phases represent the primary learning content of the learning module, this section will describe each of the phases in greater detail.
All four phases require repeated interactions with the learning factory. A minimum of two supervisors must be present; they will take on the role of factory employees, from whom participants must gather the missing information necessary to conclude their tasks. This step reconstructs industrial processes in which key figures hold important information due to either intentional gatekeeping of knowledge or a lack of accessible documentation.
Furthermore, participants are required to interact with the digital ICT (information and communication) of the factory, expanding their learning beyond just the physical production infrastructure. In the following sections, the interactive phases are described further.
Phase 1: Data collection and CO2equivalents accounting
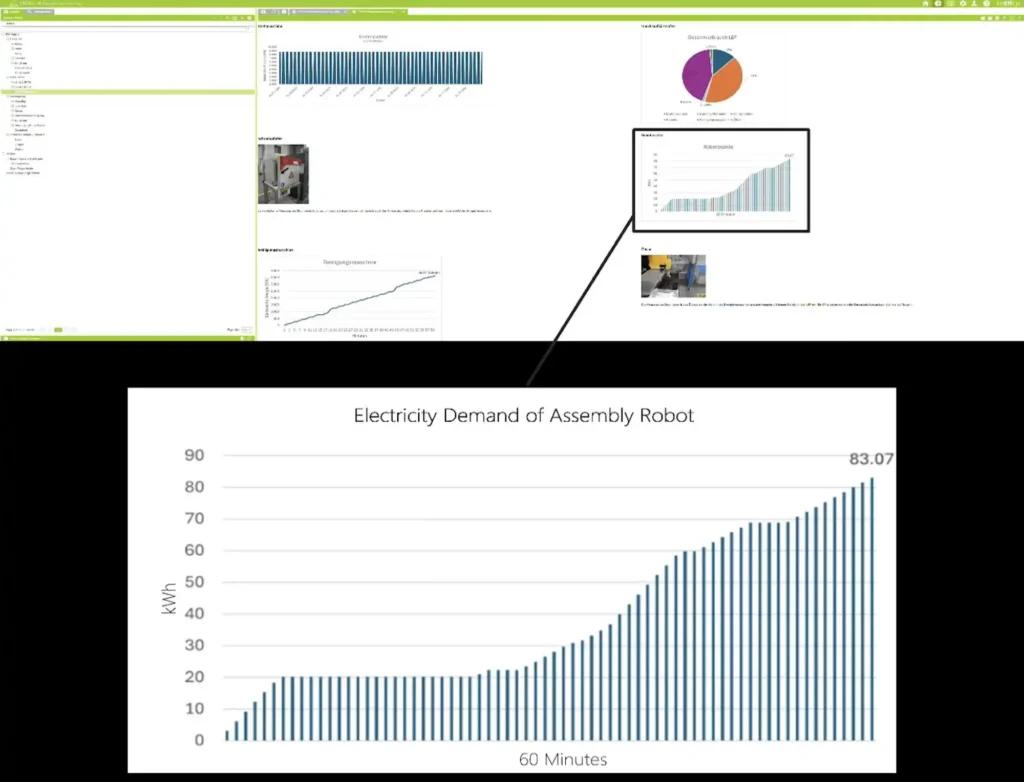
Setup for this phase includes the preparation of type plates and energy requirement data for production machines and energy systems. An energy management system provides access to Internet-of-Things (IoT) dashboards, which include supplementary energy data relevant to the tasks. An example of these can be seen in Figure 5. This data is based on real production data from the machines and factory building, recorded in the IoT platform EnEffCo. The dashboards are also provided via access to EnEffCo.
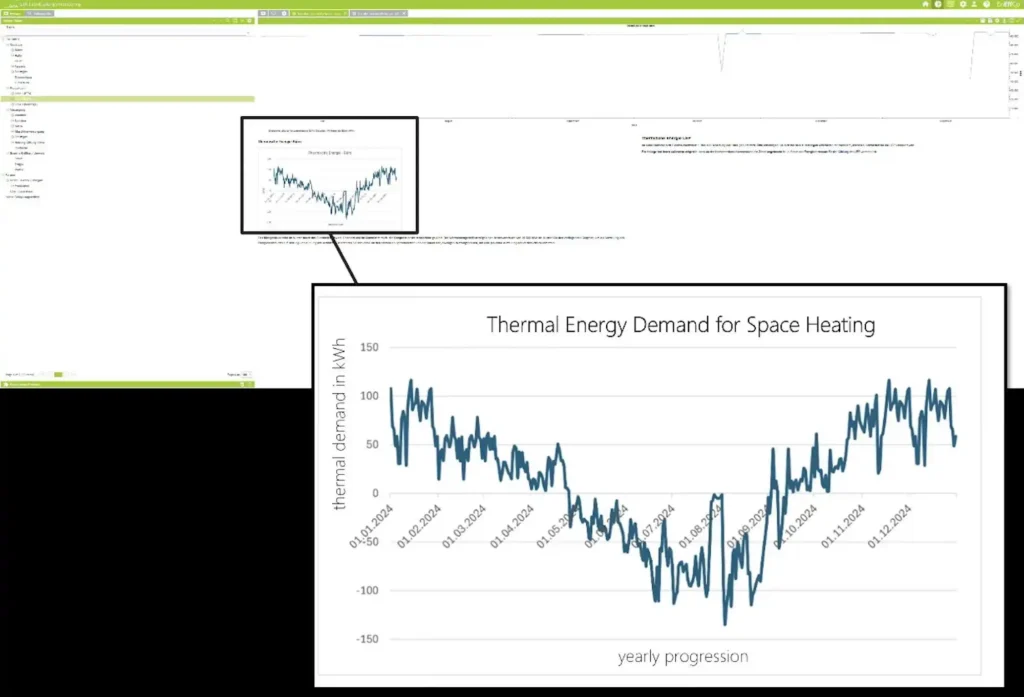
In the first phase, participants are introduced to the learning factory environment. They then collect factory data pertaining to energy usage, with the goal of quantifying energy-related carbon emissions. For this, participants are split into teams of a maximum of three people. Each team is required to interact with both the physical environment (machines and their nameplates, employees working in the environment) and the digital environment (dashboards in the energy management system). The teams investigate different processes in the learning factory environment.
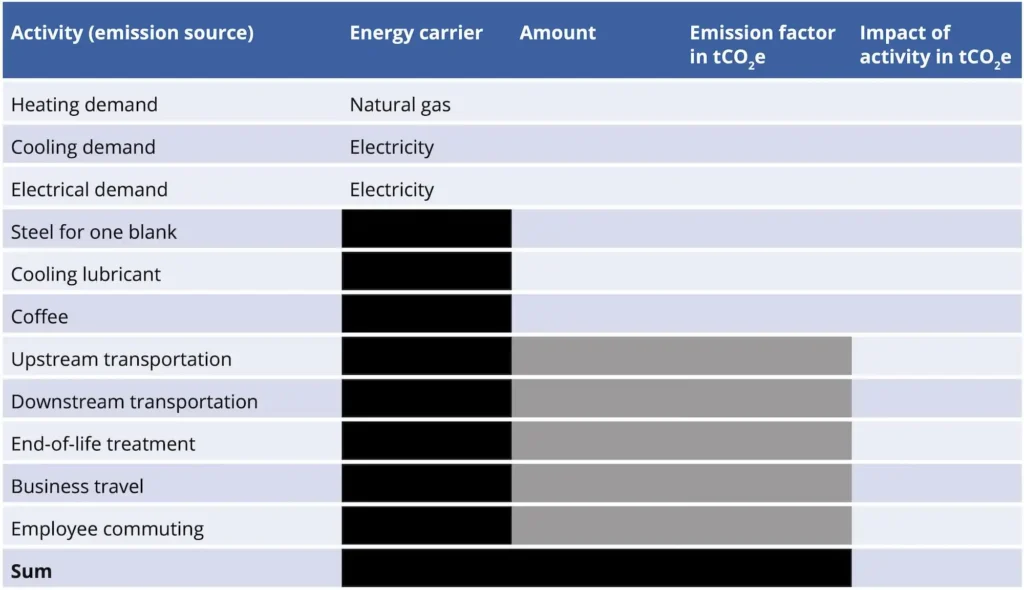
Once sufficient data has been collected, the teams are provided with emission factors and an example calculation that allows them to calculate the carbon footprint of their respective production processes. The emission factors are taken from the ecoQuery database (version 3.9.1, cutoff system model), where the direct usage of natural gas, electricity, and operating materials (e.g. steel) is expressed in CO2 equivalents. These values are then summed up to quantify the environmental impact of the entire learning factory, as can be seen in Figure 6.
In a final step, the teams calculate the impact of business trips based on different modes of travel. Peripheral activities of real factory environments are also highlighted as examples, including the impact of logistics, coffee consumption, and employee commuting, as well as different end-of-life treatments for waste products and consumer behavior in the use phase. This acts as an impulse for life cycle engineering and circular economy. It also acts as an insight into scope 3 emissions [17], specifically categories 1 (purchased goods and services), 4 (upstream transportation and distribution), 5 (waste generated in operations), 6 (business travel), 7 (employee commuting), 9 (downstream transportation and distribution), 11 (use of sold products), and 12 (end-of-life treatment of sold products).
Phase 2: Cause analysis
The setup for this phase includes a brief introduction to typical forms of energy waste. Before addressing specific causes of environmental impacts in the learning factory, participants work independently to derive general causes for high energy usage in production environments from their existing knowledge and experience. These considerations are then discussed as a group and classified as causes rooted either in technology, processes, or human behavior. In the next step, participants return to the production environment of the learning factory and investigate potential causes for energy inefficiency and/or high CO2 equivalent footprints.
Phase 3: Development of measures
This phase has participants individually work out strategies for increasing energy efficiency and decreasing the CO2 equivalent footprint of the learning factory production environment. The processes that they investigate include:
- Manufacturing systems: machine tools, cleaning machines, furnaces and other heat treatment systems, robot assembly systems, manual assembly systems, transport systems
- Energy systems: air compressors, steam generators, energy storage, renewable energy systems, fossil-based thermal supply systems
Following the SBTi net-zero standard, the measures must prioritize reduction and substitution over compensation or offsetting [18]. For manufacturing systems, fields of action include electrification, resource monitoring and management, digitalization, and recycling. For energy systems, they include fuel substitution and energy flexibility. Measures are all rooted in the immediate learning factory environment of the ETA Factory, but since factors like geographical location and sector are also considered here, the learning outcomes are transferable to other industrial branches or sites.
Participants also investigate ways of anchoring the reduction of anthropogenic impacts in their companies. Measures explored include concepts for commuting and mobility, sustainable event organization, and increasing awareness for energy efficiency among the workforce through training programs and incentive systems.
Phase 4: Evaluation of measures
In the final phase of the module, participants are separated into two teams. Each team is provided with a transformation plan for the learning factory as per the BAFA requirements, which they are to analyze and evaluate. The first concept demonstrates a use case for electrification and heat pump integration, the other for fuel substitution in combined heat and power plants. Each team acts as a different department within the company, applying differing criteria to the overall evaluation (e.g., net present value and internal rate of return on investments, energy efficiency, environmental footprint).
Lastly, the teams present their evaluated concepts to the other participants in a transformation pitch. This step allows participants to experience the importance of communication between departments. At the end of this phase, participants collectively decide on a weighting scheme to prioritize the transformation plans.
Successfully transferring knowledge about climate neutrality strategies
The learning module shows how learning factories can teach competencies in the development of both strategies and concrete plans for transformation towards greenhouse gas neutrality. It thus closes the gap between modules for the development of an overarching climate strategy and modules for selecting and implementing specific efficiency measures.
The effectiveness of the learning module has been tested by academic representatives from the fields of learning factories, resource efficiency, and climate-neutral production strategies. The experts participated in the learning module and provided critical feedback, which was then used to update the module.
As a next step, the module should be implemented publicly for industrial company representatives and feedback should be gathered via an evaluation form. The transferability of the learning module to other learning factories still requires further investigation, as the phases of the module remain specific to the infrastructure and data transparency of the ETA Factory.
The authors gratefully acknowledge the State of Hesse for its support granted under the LOEWE Transferprofessur Klimaneutrale Produktion.
Bibliography
[1] Stockholm Resilience Centre: Planetary boundaries. URL: https://www.stockholmresilience.org/research/planetary-boundaries.html.[2] Vereinte Nationen: Paris Agreement. Paris 2015.
[3] dena-Leitstudie Aufbruch Klimaneutralität. Berlin 2021.
[4] Seyfried, S.: Reifegradorientierte Gestaltung von Klimastrategien für kleine und mittlere Unternehmen der Fertigungsindustrie. Düren 2025.
[5] Abele, E.; Metternich, J.; Tisch, M.; Kreß, A.: Learning Factories. Featuring New Concepts, Guidelines, Worldwide Best-Practice Examples, Second edition. Cham 2024.
[6] Abele, E.; Bauerdick, C. J.; Strobel, N.; Panten, N.: ETA Learning Factory: A Holistic Concept for Teaching Energy Efficiency in Production. In: Procedia CIRP 54 (2016), pp. 83-88.
[7] Seyfried, S.; Nagel, L.; Weyand, A.; Weigold, M.: A Learning Factory as a Competence Centre for Climate-Neutral Production. In: Thiede, S.; Lutters, E. (eds.): Learning Factories of the Future. Cham 2024.
[8] Seyfried, S.; Weyand, A.; Webersinn, J.; Weigold, M.: Development of a competence-oriented training on climateneutral production for learning factories. In: SSRN Electronic Journal (2023).
[9] Kosow, H.; Gaßner, R.: Methods of future and scenario analysis. Overview, assessment, and selection criteria. Bonn 2008.
[10] Seyfried, S.; Weyand, A.; Kohne, T.; Weigold, M.: Process for Climate Strategy Development in Industrial Companies. In: Herberger, D.; Hübner, M.; Stich, V. (eds.): Proceedings of the Conference on Production Systems and Logistics: CPSL 2023 – 1. Hannover 2023.
[11] Tisch, M.; Hertle, C.; Abele, E.; Metternich, J.; Tenberg, R.: Learning factory design: a competency-oriented approach integrating three design levels. In: International Journal of Computer Integrated Manufacturing 29 (2016) 12, pp. 1355-75.
[12] Bloom, B. S.: Taxonomy of Educational Objectives. The Classification of Educational Goals. New York 1956.
[13] Anderson, L. W.; Kratwohl, D. R.: A taxonomy for learning, teaching, and assessing. A revision of Bloom’s taxonomy of educational objectives. New York 2001.
[14] Projektträger VDI/VDE Innovation + Technik GmbH: Bundesförderung für Energie- und Ressourceneffizienz in der Wirtschaft (EEW) – Transformationsplan – Anlage „Modul 5 – Transformationsplan“. Berlin 2025.
[15] Büttner, S. M.: How can climate neutrality be achieved for industry? A multi-perspective analysis 2023.
[16] Rahnama Mobarakeh, M.; Kienberger, T.: Climate neutrality strategies for energy-intensive industries: An Austrian case study. In: Cleaner Engineering and Technology 10 (2022), p. 100545.
[17] World Resources Institute; World Business Council for Sustainable Development: Technical Guidance for Calculating Scope 3 Emissions 2013.
[18] Science Based Targets Initiative: SBTi Corporate Net-Zero Standard 2024.
Your downloads
Potentials: Training
Solutions: Production Control Production Planning





