


Remanufacturing in the Learning Factory |
An integrative platform for the circular economy
| Journal | Industry 4.0 Science |
| Issue | Volume 40, 2024, Edition 4, Pages 85-89 |
| Bibliography | Share | Cite | Download |
Abstract
Keywords
Article
Remanufacturing closes product loops and enables the reuse of used products at the end of their use phase while retaining or restoring the product shape and the associated product properties [2, 3]. This clearly distinguishes remanufacturing from material recycling, which ends with the recovery of materials [3]. In contrast to the repair of defective products, remanufacturing is an industrial process in which the remanufactured product is brought to at least the quality level of a new product with a full warranty and a new product life cycle is made possible [1, 4, 5].
Remanufacturing therefore enables products and their components to be reused and has ecological, economic and social benefits [1]. On the one hand, material consumption and the environmental impact are significantly reduced. Studies show that remanufacturing can result in a resource requirement of only 10% compared to the production of new parts [5, 6]. For example, remanufacturing starters for cars saves around 88% of the material and 55% of the energy [6]. On the other hand, costs can be reduced by retaining the product shape and reducing the amount of material used. The prices for remanufactured products are therefore up to 60 % lower than those of equivalent new products [7].
Remanufacturing differs significantly from the production of new parts at both the process and planning level. Remanufacturing is characterized by a high degree of uncertainty, e.g. regarding the condition, quantity and timing of the return of used products due to different usage patterns and environmental influences [8]. Innovative approaches from the fields of Industry 4.0, artificial intelligence and automation must therefore be adapted to the circumstances of remanufacturing. For these specific requirements and competence profiles of employees, a separate learning concept is required, which is implemented in the RemanLab.
Aims of the RemanLab
The RemanLab is developed and operated by the Project Group Process Innovation of the Fraunhofer Institute for Manufacturing Engineering and Automation IPA in cooperation with the Chair of Manufacturing and Remanufacturing Technology at the University of Bayreuth. The overarching goal of this competence center for remanufacturing is applied research into the development of sustainable and future-oriented remanufacturing. This goal can be summarized in three key areas of the RemanLab:
- Knowledge transfer: Imparting the necessary knowledge about individual process steps in remanufacturing and the associated challenges.
- Best practices: Investigation of suitable digitalization and automation approaches along the process chain to increase efficiency.
- Product evaluation: Analysis and evaluation of products with regard to the technical feasibility of remanufacturing as well as development of the corresponding process chain and the business models based on it.
Use case: Electric bicycle motors
The remanufacturing process chain is illustrated using the example of electric bicycle motors. As this is a product from everyday life, a better relationship will be established in contrast to pure demonstration objects or installed components from the automotive industry, for example. In addition, the motors contain both classic wear parts and electronic components, like a circuit board or other components that can be manufactured using additive manufacturing processes.
This makes it possible to
analyze and evaluate different concepts and
manufacturing processes. The disassembly of the
products is generally non-destructive and therefore allows
repeated use.
Disassembly and handling can be carried out by a single person due to the size and weight of the motors.
Furthermore, the number and variety of components and parts of an electric bicycle motor allows the investigation of different production planning and control concepts. Due to the diversity of variants on the market, it is possible to map the challenges and complexity of remanufacturing in the same way as for the classification of product variants as part of the incoming inspection.
Remanufacturing process chain for electric bicycle motors
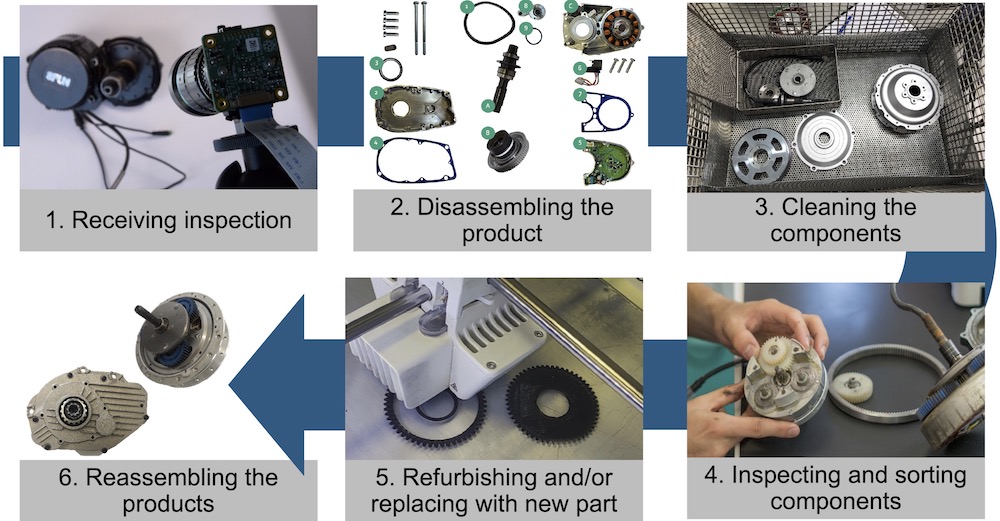
According to Steinhilper, the remanufacturing process chain consists of five successive process steps [5]: disassembly of the products, cleaning of the components, testing and sorting components, reconditioning of the components and/or replacement with new parts and reassembly of the products. These process steps are embedded in quality inspections, whereby all remanufactured products are generally subject to a final inspection. Depending on the industry and product, the sequence and number of process steps varies in practice.
In the case of mechatronic products, for example, an entrance diagnosis is carried out as the sixth upstream process step [9]. In the RemanLab, the process chain for remanufacturing electric bicycle motors begins with the delivered unsorted products and ends with the final inspection of the remanufactured product. Figure 1 shows the process chain. The process steps of remanufacturing electric bicycle motors and their implementation in the RemanLab are described below.
The entrance diagnosis aims to classify the used products, which are usually delivered in unsorted batches in industrial practice, with regard to their variant and type. In addition, an initial visual inspection is carried out to assess the condition of the product and the possibility of remanufacturing. Unsuitable products, e.g. damaged ones, are already sorted out in this process step. The entrance diagnosis of the used products is therefore the first of the three most important inspection steps in the remanufacturing process chain, alongside the testing and sorting of the components and the final inspection of the remanufactured product [10].
In RemanLab, the entrance diagnosis for classifying electric bicycle motors, which is usually carried out manually in industrial practice, is supported by a deep learning approach. Based on an image data set of 1200 images each, it’s possible to differentiate between four difficult to distinguish product variants. With the developed approach, the considered motor variants are assigned to the respective class under laboratory conditions with a probability of 98% after 10 epochs.
In practice, the disassembly process in remanufacturing is characterized by a low degree of automation, small batch sizes and a high number of variants. In the RemanLab, electric bicycle motors are disassembled as non-destructively as possible at a dedicated workstation. As the disassembly sequence can change depending on the product variant, the necessary tools and information must be provided, especially for inexperienced employees.

In practice, employees are currently mostly supported by static instructions and descriptions, which are often ambiguous and therefore lead to errors. In the RemanLab, the disassembly workstation is equipped with augmented reality glasses that systematically guide the employee through the disassembly process using visual instructions. [11]
The components are cleaned to remove contaminants such as rust and grease. For this purpose, the RemanLab is equipped with a manual high-pressure cleaning cabin to remove coarse dirt and an automatic parts cleaning system. A blasting cabin is also used to remove paint from the housing, for example. In an external process step, the housings of the electric bicycle motors are repainted, which not only restores them to as-new condition technically, but also visually, as the housing of used motors usually shows signs of wear, e.g. in the form of scratches. Once the components have been cleaned, they’re tested and sorted. For this purpose, the components are divided into three groups: Directly reusable, reusable after reconditioning and non-reusable. Suitable components that do not need to be reconditioned can be reused directly.
If reconditioning is needed, the components are for example reworked on a machining center. Low-value wear parts such as screws or seals are generally replaced with new parts without further inspection. In addition to smaller wear parts, the bearings of the electric bicycle motors are also replaced with new parts without further inspection. A particular challenge with electric bicycle motors is the wide range of variants of the gears used, which result from different dimensions and geometries.
As it isn’t always possible to procure these gears, for example because manufacturers are no longer active on the market or don’t offer these components for sale, additive manufacturing is used to reproduce the gears. The direct production of a physical component from a 3D CAD file makes it possible to produce components as required and to store the data digitally instead of spare parts [12]. Accordingly, additive manufacturing is particularly suitable as a supplement to conventional remanufacturing for small quantities and a high number of variants.
The reassembly of the electric bicycle motors from the used, refurbished, new and additively manufactured parts and components takes place in the RemanLab at a separate workstation. This is equipped with the LeanDA plug & play process optimization set developed at Fraunhofer IPA, which can automatically detect and evaluate assembly processes using wireless sensor packages attached to the workstation.
The manual assembly process is thus supplemented by an AI-supported process analysis with onboard data evaluation of, for example, acceleration and distance data. This enables near-real-time process monitoring using dashboards and standardized data interfaces and the detection of waste and process time fluctuations even over longer periods of time without costly time studies [13, 14]. In future, the electric bicycle motors will be tested on a test bench that is currently under development. Figure 2 shows a visualization of the RemanLab.
An integrative platform for the circular economy
The RemanLab, the learning factory for remanufacturing, demonstrates the remanufacturing process chain using the example of electric bicycle motors. RemanLab’s aims include the transfer of knowledge, the demonstration of best practice approaches and the analysis and evaluation of products for their suitability for remanufacturing. To this end, the challenges and complexity of the individual process steps and the entire process chain are demonstrated in a realistic production environment. The RemanLab serves as a platform for researching the adaptation and integration of Industry 4.0, AI and automation approaches and conducting feasibility studies. The aim is to identify and test potential and process improvements. The offer is explicitly aimed at companies that want to evaluate the technical feasibility of remanufacturing for their products.
In future projects, the RemanLab will be successively expanded to include further use cases and demonstrators. The existing infrastructure is already being used in the research project “Disassembly automation in the remanufacturing process of small electrical appliances (DESIRE4ELECTRONICS)” for disassembly tests on lawnmower and vacuum cleaner robots and laptops. A demonstrator in the testing and sorting process step is also being developed in this project. With the help of suitable AI models, the aim is to enable efficient classification of components as a basis for automation. By integrating the learning factory into university teaching and offering training for employees of manufacturing companies, the remanufacturing process chain will be made tangible, thereby contributing to the circular economy.
Bibliography
[1] DIN Deutsches Institut für Normung e. V.: Remanufacturing (Reman) – Qualitätsklassifizierung für zirkuläre Prozesse (2023) 91472. Berlin.[2] VDI Verein Deutscher Ingenieure e. V.: Recyclingorientierte Produktentwicklung (2002) 2243. Berlin.
[3] Westkämper, E.; Warnecke, H.-J.: Einführung in die Fertigungstechnik, 8th edition. Wiesbaden 2010.
[4] BSI British Standards Institution: Design for manufacture, assembly, disassembly and end-of-life processing (MADE). Part 220: The process of remanufacture – Specification (2010) BS 8887-220. London.
[5] Steinhilper, R.: Produktrecycling. Vielfachnutzen durch Mehrfachnutzung Stuttgart 1999.
[6] Köhler, D. C. F.: Regenerative Supply Chains. Regenerative value chains. Dissertation. Aachen 2011.
[7] Lange, U.: Ressourceneffizienz durch Remanufacturing – Industrielle Aufarbeitung von Altteilen. Berlin 2017.
[8] Lundmark, P.; Sundin, E.; Björkman, M.: Industrial Challenges within the Remanufacturing System. In: Rosén, B. G. (ed.): Proceedings of The International 3rd Swedish Production Symposium, 2009.
[9] Freiberger, S.: Prüf- und Diagnosetechnologien zur Refabrikation von mechatronischen Systemen aus Fahrzeugen. Dissertation. Aachen 2007.
[10] Errington, M.; Childe, S. J.: A business process model of inspection in remanufacturing. In: Journal of Remanufacturing 3 (2013) 1.
[11] Koller, J.; Kemp, D.; Döpper, F.: Supporting Disassembly in Remanufacturing with Augmented Reality. In: IEEE (Ed.): International Conference on Technology Management, Operations and Decisions (ICTMOD). Piscataway, New Jersey 2020.
[12] Koller, J.; Häfner, R.; Döpper, F.: Decentralized Spare Parts Production for the Aftermarket using Additive Manufacturing – A Literature Review. In: Procedia CIRP 107 (2022), pp. 894-901.
[13] Fraunhofer IPA: LeanDA – KI-gestützte Prozesstransparenz durch modulares Sensorsystem. URL: www.ipa.fraunhofer.de/ de/Kompetenzen/fabrikplanung-und-produktionsmanagement/ montageplanung/leanda—ki-gestuetzte-prozesstransparenzdurch-modulares-sensor.html, Accessed 08.02.2024.
[14] Kärcher, S.; Grabi, F.; Maier, J.; Cuk, E.; Bauernhansl, T.: Automatisierte Montageanalyse und -ablaufplanung/Automatic analysis and optimization of an assembly system. In: wt Werkstattstechnik online 110 (2020) 10, pp. 722-727.






