


From Lean Production to the Sustainable Production System of the Future |
An innovation factory as a multi-stage learning factory
| Journal | Industry 4.0 Science |
| Issue | Volume 40, 2024, Edition 4, Pages 78-84 |
| Bibliography | Share | Cite | Download |
Abstract
Keywords
Article
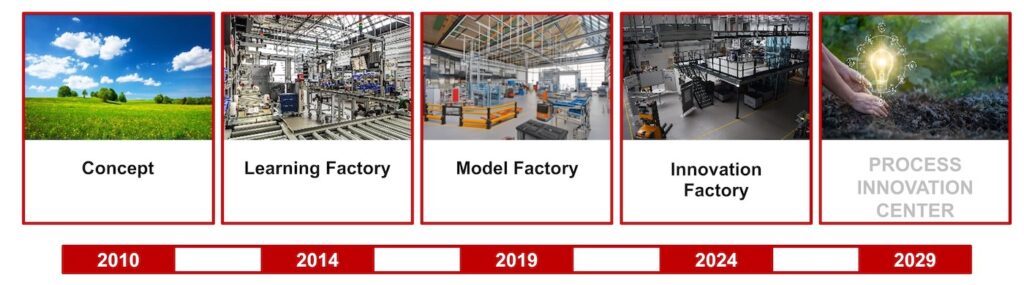
The development of the innovation factory took place in various stages, as shown in Figure 1.
As is typical for learning factories, the learning factory enables a practical and clear introduction and the possibility of experience-based learning, in this case in the fundamentals of lean production systems [1]. It creates the conditions for the consistent application of lean principles and the design of low-waste and efficient processes—usually with minimal technology use.
Building on this, the demonstration factory and in particular the innovation factory demonstrate technology-driven and sustainable solutions. This requires a broad overview of automation technologies such as autonomous mobile robots (AMR), automated guided vehicles (AGV), robotics, etc. The extensive equipment of the demonstration and innovation factory helps to understand new technologies and to transfer their application to one’s own problems.
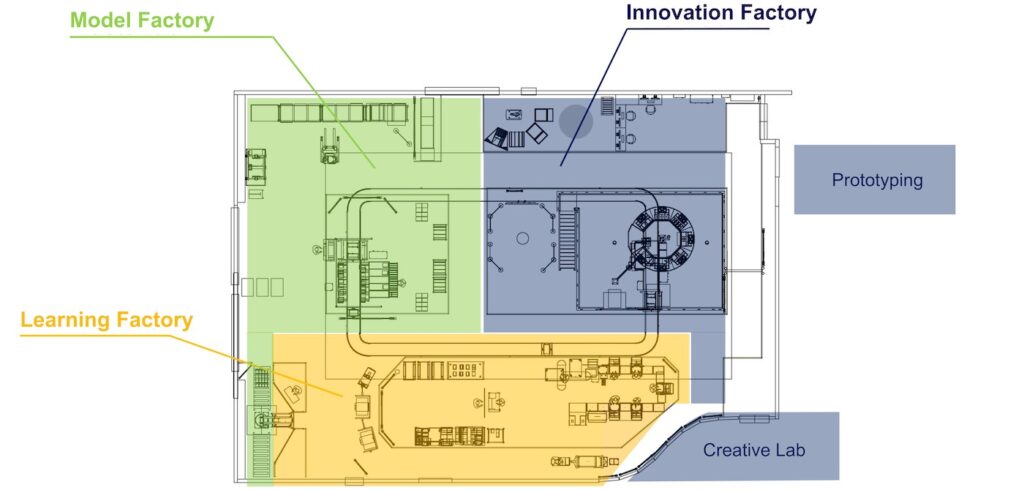
Simpler prototypes can also be created in prototyping. For more complex and extensive systems, various tools for visualization and simulation are available in the creative lab. Figure 2 shows the division of the factory layout and the parallel structure of the central evolutionary stages from learning factory to prototype factory to innovation factory. The supporting areas on the right-hand side are to be merged into the Process Innovation Center by 2029.
The individual stages of development towards an innovation factory are described below.
Lean Learning Factory
In order to teach the basics of lean thinking to both students and regional companies, a 180 m² “lean learning factory” was set up in 2010. The unique selling point at this time was the integration of five business games into the consistent concept of a fictitious example company, ‘Bayerische Bodenroller Werke (BBW) GmbH’. Today, the lean learning factory covers an area of 300 m² and covers the entire value chain—from incoming goods through two pre-assembly lines, a supermarket and three tugger trains to final assembly in the form of a U-cell.
Theoretically, 185,000 floor rollers per year can be produced in six variants in the training factory. In the corresponding simulation game, 10 employees simulate a shift in which floor rollers are actually assembled and dispatched according to the order program.
In one of the five simulation games mentioned, it’s possible to convert this part of the overall factory and rebuild it into a “workshop production”. This can then be operated by the training participants. A key figure and video analysis is carried out in order to clearly identify the disadvantages and wastage of workshop production. In the lean environment, this is known as ‘learning to see’.
After a theoretical part, the learning factory is then jointly converted into a flow production line with a U-cell. In this way, the advantages of this set-up can be ‘experienced’ and also measured with key figures.
The lean principles are made tangible in this first of the five business games using a practical example. Although the other business games deal with, for example, setup time optimization or lean leadership, they all share the consistent scenario of BBW GmbH. This means that, as is usual in lean production, sub-problems are not solved in isolation, but always in the context of an overall system [2]. This is particularly relevant here in the realistic use case of a medium-sized manufacturing company.
The aim is to show companies how they can significantly improve their processes and make them more stable with little technology and only through organizational and infrastructural measures. The idea of this “lean learning factory” is still to pick up companies that aren’t yet working efficiently enough from a process point of view where they stand. It’s clearly demonstrated to them that, from a lean point of view, the use of technology always requires a focus on processes and lean principles.
State-of-the-art demonstration factory
From 2014, the focus was on setting up a parallel “state-of-the-art demonstration factory” with the latest leancompatible technologies available on the market. The aim is to show companies how they can be supported by the use of technology after creating lean and stable lean processes in order to make them even more efficient. While demonstration factories often represent a more or less detached collection of technologies and individual solutions, the entire value creation process for a real product is mapped here. It extends the company scenario familiar from the learning factory from incoming goods to the workplace to include technical solutions.

(own illustration).
Building on this, it is then conveyed that this development step also still has weaknesses. Similar to “learning to see” in the classic lean context to uncover waste on the way from workshop production to the already very productive lean learning factory, which consistently corresponds to the state of the art in the economy, reference is made here, for example, to the large number of material interfaces of the U-cell, which must be served from the outside by the tugger train or similar.
In addition, value creation only takes place at a height of 0.9–1.6 m. Everything above and below this is “only there for heating”. The tugger train also requires a lot of space due to the routes. 25-45% of the factory area is taken up by logistics routes. [3] In this context, there is talk of “learning to see 2.0″. (Fig. 3; green arrows indicate the area of added value, red arrows the area of waste).
Innovation factory with Smart Multi-Layer Production
In view of the need to further develop existing production systems, the ‘PRocess INnovation CEnter (PR|IN|CE for short)’ project funded by the Bavarian Ministry of Science shifted the focus to the development of in-house innovations.
Based on the overarching principle of “Smart Multi-Layer Production with Vertical Material Flow (SML)”, nine invention disclosures have been submitted since 2020. These unique technical and methodological innovations make it possible to completely rethink logistics processes.
They are presented as a proof of concept in an innovation factory set up specifically for this purpose in parallel with the learning and demonstration factory (Fig. 4). First, the O-cell, which has already been transferred from the innovation factory to commercial utilization, will be discussed. It’s a central component of the SML. The O-cell is an ideal example of “radical rethinking” through “learning to see 2.0”. The usual U-cell shape is very difficult to automate due to the many interfaces to the outside. By inverting the arrangement, it is possible to use a fixed robot unit that works much more efficiently than an AMR, for example.
Due to the inverted arrangement, these areas are fully accessible to the central automation component. This means that the area below the workstation can be used for the complete or partial integration of upstream replenishment storage levels. This leads to a significant increase in overall area productivity and a reduction in internal transportation costs. In addition, the assembly system is able to react better to increased variance requirements. The additional storage capacity in conjunction with the central automation component enables order-related picking of component variants that can no longer be stored in the direct access area of the employee for space reasons [4].
The O-cell has already gone through all the innovation steps up to commercial use. It’s been licensed by a factory equipment supplier and the first commercial production plant was set up at a customer’s in 2023.
This approach of thinking of a system in different layers was subsequently transferred to the entire innovation factory [5]. “Smart Multi-Layer Production with vertical material flow” represents a new type of assembly factory. Although the separation of value creation and waste has often been pointed out in the literature, particularly in the case of lean production [6], implementation has mostly been limited to the separation of production stages such as prefabrication, finishing and warehousing. The innovation of SML is that the separation in this production system of levels is not based on the production stages, but on the function.
The aim is to reduce the required floor space of a production facility by 40-60%. This is to be achieved by differentiating and consistently separating areas into value-adding and non-value-adding areas.

Activities are rearranged in the three layers, hence the name “Multilayer” (Fig. 4).
Only value-adding activities are carried out in the “value added layer”. Non-value-adding or automated activities are moved down or up along the z-axis. The storage and handling of large load carriers (LLC) takes place in the “LLC layer” below the “value added layer”. The handling and storage of small load carriers (SLC), on the other hand, is moved up into the “SLC layer”.
The unique selling point of the innovation factory is that an “ecosystem” consisting of nine different invention disclosures along the logistics value chain and a corresponding company network have been established. The following section briefly explains why the SML in the innovation factory also represents a possible interpretation of the sustainable production system of the future.
The sustainable production system of the future
The typical problems of a medium-sized company, such as the lack of new space and the increasing shortage of staff, are representative of the key challenges that have emerged in recent years, such as the shortage of skilled workers and the increased demands on sustainability, which now affect the entire economy [7, 8]. In addition, there’s often an increasing number of variants and the need to enable growth. The production system of the innovation factory can address all of these problems:
Automated intralogistics
The automation of intralogistics is seen as a central aspect in the design of sustainable production systems [9]. The innovation factory pursues the goal of fully automating the internal logistics chain from goods receipt to the worker. The aim is to show companies innovative ways of automating logistics efficiently and effectively that deviate from conventional approaches.
In numerous practical projects and as part of our own automation efforts, we have come to realize that people often make the mistake of wanting to automate existing processes and structures, which are normally created for people, on a one-to-one basis. This must be questioned from a scientific point of view, as these processes optimized for humans are often extremely difficult to automate and should be completely rethought from the perspective of the strengths of the technology and the machines.
This requires a structured, scientific approach in the early project phases. By consistently separating man and machine, completely new possibilities for increasing resource productivity and the flexibility of material provision can be considered. The feedback from many companies supports this approach.
Sustainable production
Experience has shown that a successful increase in sustainability requires a multi-criteria approach [10]. Based on the assumption of limited means and resources for sustainability, the most effective measures must be selected for the areas of production and logistics. In addition to the broad-based approach, the following approach is being investigated in the innovation factory: Area productivity is a valid measure of sustainability and a suitable metric for influencing operational behavior with regard to sustainability goals and strategies [11]. A reduction in land consumption correlates strongly with an increase in sustainability.
The construction of the innovation factory not only increases resource productivity, but also significantly reduces land consumption (by 40–60% in initial practical studies). This approach therefore offers a unique opportunity to harmonize economic and ecological aspects.
Evolutionary development of production and logistics
The continuous further development from the processcentered learning factory to the demonstration factory with state-of-the-art technology solutions for intralogistics and finally to the innovation factory with innovations developed around the core elements of the O-cell and Smart Multi-Layer Production shows an evolutionary development of production and logistics based on the scenario of the floor roller production of a fictitious company.
The unique selling point lies not only in the implementation of a continuous scenario in various development stages with increasing use of technology and innovations, but also in the parallel structure of all development stages. This means that the evolutionary stages are clearly visible to visitors, and companies can start specifically where they are currently in the development process. The showcased demonstration and innovation factory represents all production systems, from workshop production to lean production and the sustainable production system of the future.
Bibliography
[1] Steffen, M.; Frye, S.; Deuse, J.: Vielfalt Lernfabrik In: Werkstattstechnik Online 103 (2013), pp. 233-239. DOI: doi. org/10.37544/1436-4980-2013-3-233.[2] Womack, J.P.; Jones, D. T.; Roos, D.: Die zweite Revolution in der Autoindustrie. Konsequenzen aus der weltweiten Studie des Massachusetts Institute of Technology. 7. Auflage, Frankfurt am Main 1992.
[3] Grundig, C.-G.: Fabrikplanung Planungssystematik – Methoden – Anwendungen. Munich 2012.
[4] Schneider, M.; Büttner, K.; Ettengruber, T.: Eine automatisierungsgerechte Anordnungsform von Montagesystemen. In: Zeitschrift für wirtschaftlichen Fabrikbetrieb Band 116 (2021) 1-2, pp. 25-28.
[5] Schneider, M.: Z-Production – Ein revolutionäres Produktionsparadigma. In: Zeitschrift für wirtschaftlichen Fabrikbetrieb (2022) 1-2, pp. 4-8.
[6] Hänggi, R.; Fimpel, A.; Siegenthaler, R.: LEAN Production– einfach und umfassend: Ein praxisorientierter Leitfaden zu schlanken Prozessen mit Bildern erklärt. Berlin Heidelberg 2021. DOI: doi. org/10.1007/978-3-662-62702-0.
[7] Harnoss, J.; Kugel, J.: Arbeitskräftemangel. Boston Consulting Group. 2022.
[8] Ahrend, K.: Geschäftsmodell Nachhaltigkeit: Ökologische und soziale Innovationen als unternehmerische Chance. In: Leal Filho, W. (ed): Aktuelle Ansätze zur Umsetzung der UNNachhaltigkeitsziele. Berlin 2019.
[9] Schneider, J.et al: Arbeitswelten der Logistik im Wandel: Automatisierungstechnik und Ergonomieunterstützung für eine innovative Arbeitsplatzgestaltung in der Intralogistik. In: Hermeier, B.; Heupel, T.; Fichtner-Rosada, S. (ed): Arbeitswelten der Zukunft: Wie die Digitalisierung unsere Arbeitsplätze und Arbeitsweisen verändert, pp. 51-66. DOI: doi.org/10.1007/978- 3-658-23397-6_4.
[10] Andes, L.: Methodensammlung zur Nachhaltigkeitsbewertung– Grundlagen, Indikatoren, Hilfsmittel. Karlsruhe Institut für Technologie. 2019.
[11] Schneider, M.; Müller, C.; Schnabel, S.: Flächenproduktivität– Die neue Kennzahl für Nachhaltigkeit? In: ZWF – Zeitschrift für wirtschaftlichen Fabrikbetrieb 118 (2023) 12, pp. 872-877.






