

 Die Risikoanalytik und -prognose bei Produktflotten im Feld
Die Risikoanalytik und -prognose bei Produktflotten im Feld 
Wandel in einer Lernfabrik für die zerspanende Fertigung |
Ein Lernmodul zur Kompetenzförderung für eine nachhaltigkeitsorientierte Transformation
| Zeitschrift | Industry 4.0 Science |
| Ausgabe | 42. Jahrgang, 2026, Ausgabe 2, Seite 38-47 |
| Open Access | https://doi.org/10.30844/I4SD.26.2.38 |
| Literatur | Teilen | Zitieren | Download |
Abstract
Keywords
Artikel
Bis 2025 sind bereits sieben der neun sogenannten planetarischen Grenzen überschritten [1]. Eine davon bezieht sich auf den Klimawandel. Um das 1,5-Grad-Ziel des Pariser Klimaabkommens [2] zu erreichen, sind sofortige Maßnahmen zur Reduzierung der Treibhausgasemissionen in allen Sektoren, einschließlich der Industrie, erforderlich [3]. Dies erfordert einen strategischen Ansatz von Industrieunternehmen, der oft eine komplexe Kombination technischer Maßnahmen beinhaltet.
Kleinen und mittleren Unternehmen (KMU) fehlen in der Regel die für eine solche Transformation erforderlichen spezifischen Kompetenzen [4]. Eine Möglichkeit, solche Kompetenzen zu vermitteln, sind Lernfabriken, die eine reale Produktionsumgebung zum Zweck des handlungsorientierten Unterrichts nachbilden [5]. Die praktische Ausbildung in der Lernfabrik bietet mehr als das vorwiegend theoretische Wissen, das durch traditionelle Lehrformate wie Vorlesungen vermittelt wird.
Die Technische Universität Darmstadt verfügt über eine Metallbearbeitungsanlage namens ETA-Fabrik (Energietechnologien und –anwendungen in der Produktion), die auf Energieeffizienz spezialisiert ist [6]. In früheren Veröffentlichungen wurde die ETA-Fabrik genutzt, um eine Klimastrategie zu entwickeln, die aus einem Portfolio von Lernmodulen für eine klimaneutrale Produktion besteht [7–8]. Dieser Artikel baut auf diesen Ansätzen auf und zeigt, wie eine Lernfabrik genutzt werden kann, um die Kompetenzen zu fördern, die für die Erstellung eines konkreten Transformationsplans erforderlich sind.
Ein repräsentativer Prozess für die Entwicklung von Transformationskonzepten wurde von den Autoren unter Verwendung vorhandener Literatur wie [9] und [10] definiert. Der Prozess umfasst die Treibhausgasbilanzierung, die Festlegung von Zielen, die Ermittlung von Emissionsminderungspotenzialen, die Entwicklung von Maßnahmen und die Bewertung von Maßnahmen. Dieser konsolidierte Prozess diente dann als Grundlage für die Entwicklung eines Lernmoduls, das die oben genannten Schritte widerspiegelt und bei der Auswahl geeigneter technischer Maßnahmen hilft – unter Berücksichtigung verschiedener Bewertungskriterien und Ziele innerhalb der Organisationsstruktur eines Industrieunternehmens. Dieser Artikel beschreibt die Entwicklung des Moduls innerhalb der bestehenden Lernfabrik-Infrastruktur.
Methodik: Ein strukturierter Ansatz zur Erleichterung der aktiven Verarbeitung
Laut Tisch et al. [11] muss bei der Gestaltung eines Lernmoduls sowohl die didaktische als auch die soziotechnische Infrastruktur berücksichtigt werden. Die didaktische Infrastruktur betont die Gestaltung des Lernmoduls, während die soziotechnische Infrastruktur die physische Zusammensetzung der Lernfabrik umfasst.
Das Lernmodul spiegelt Blooms Taxonomie der Kompetenzstufen wider [12]. Es ist so strukturiert, dass die Teilnehmer zunächst relevantes theoretisches Wissen über Klimaneutralität abrufen, indem sie sich an zuvor in der Arbeit oder Ausbildung erworbene Informationen erinnern. Dies bildet die Grundlage für den nächsten Schritt, in dem sie die Bedeutung und Relevanz der Klimaneutralität verstehen. Neues wird dabei mit bereits vorhandenem Wissen verknüpft. Im folgenden Schritt wenden die Teilnehmer ihr Wissen aktiv an, um konkrete Maßnahmen für den Wandel hin zur Treibhausgasneutralität zu entwickeln. Dies fördert das praktische Verständnis und die Fähigkeit, theoretisches Wissen auf reale Situationen anzuwenden.
Darauf aufbauend analysieren die Teilnehmer kontinuierlich die von ihnen entwickelten Maßnahmen und verfeinern ihre Lösungen durch Gruppenaustausch und geleitete Diskussionen. Dieser strukturierte Ansatz stellt sicher, dass die Lernenden Wissen nicht nur aufnehmen, sondern auch aktiv verarbeiten, reflektieren und kreativ anwenden [13].
Soziotechnische Infrastruktur
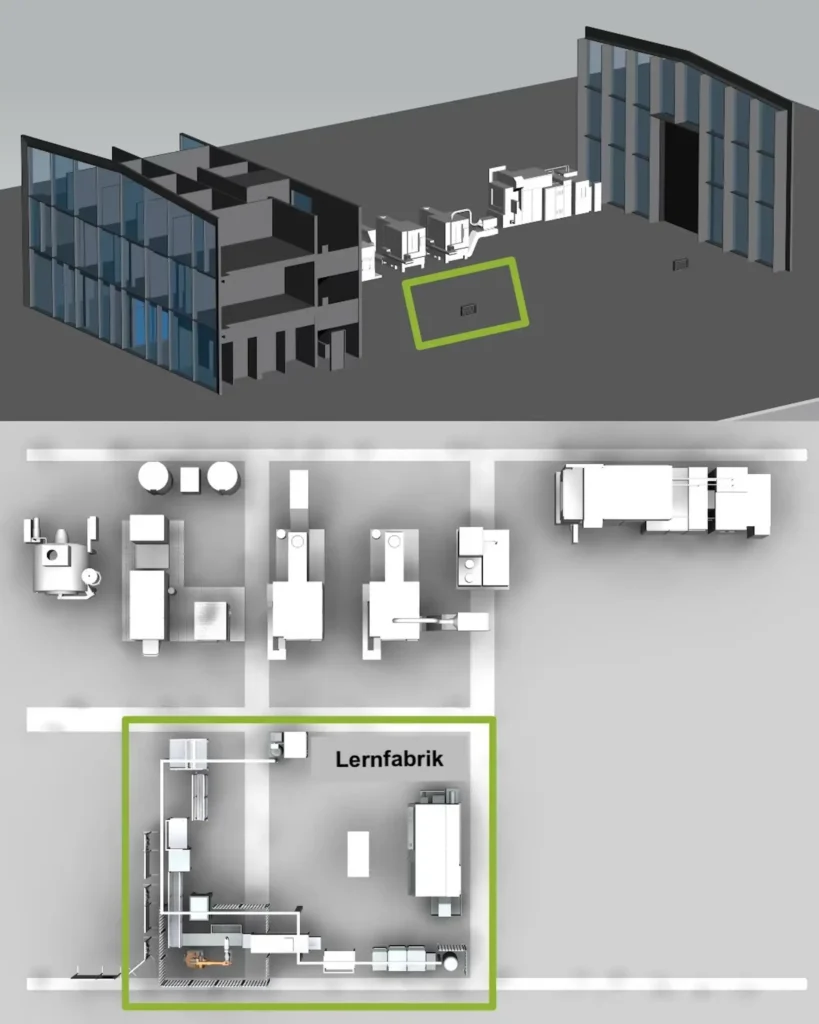
Die ETA-Fabrik besteht aus mehreren Bereichen, die über thermische Netzwerke miteinander verbunden sind: dem Keller, in dem sich die Energieversorgungsinfrastruktur befindet, der Produktionshalle im ersten Stock, in der sich eine echte Produktionslinie und die Lernfabrikumgebung befinden, sowie Büros im ersten, zweiten und dritten Stock. Der Grundriss ohne Keller ist in Bild 1 dargestellt. Die Lernfabrikumgebung macht etwa 10 % der Fläche der ETA-Fabrik aus.
Um das Lernmodul so realistisch wie möglich an eine industrielle Umgebung anzupassen, werden die tatsächlichen thermischen und elektrischen Leistungsdaten aus den Forschungsbüros und der Produktionshalle der ETA-Fabrik im Modul verwendet und in vorab erstellten Dashboards angezeigt. Die thermischen und elektrischen Lastprofile der Forschungsbüros werden der Lernfabrikumgebung zugeordnet. Das Ziel dieser Systemerweiterung ist die Einbeziehung emissionsverursachender Aktivitäten der Mitarbeiter, die über die Aktivitäten innerhalb der unmittelbaren Lernfabrik hinausgehen, wie etwa Scope-3-Aktivitäten. Zur Vereinfachung wird davon ausgegangen, dass die Versorgungstechnik der ETA-Fabrik ausschließlich aus einem Blockheizkraftwerk und einem Kompressionskühler besteht und dass zusätzlich benötigter Strom aus dem öffentlichen Netz bezogen wird. Thermische und elektrische Speichersysteme, die in Teilen der ETA-Fabrik außerhalb der Lernfabrik verwendet werden, sind in dem Modul nicht berücksichtigt.
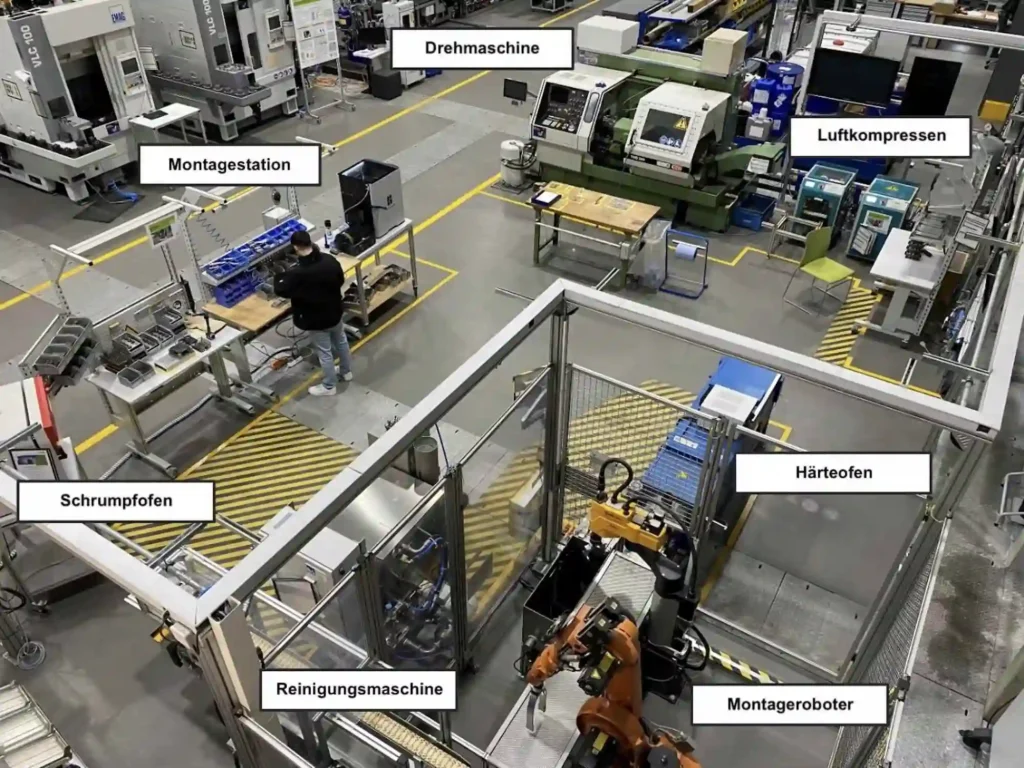
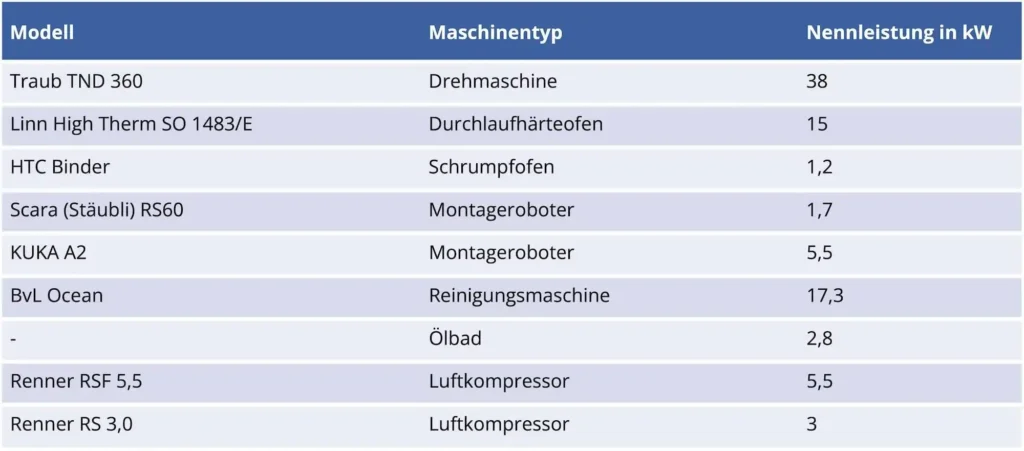
Die Produktionshalle besteht zwar aus zwei Produktionslinien, für die Entwicklung des Moduls wird jedoch nur die Linie innerhalb der Lernfabrik (Bild 2) verwendet. Der gesamte Wärmeenergiebedarf der Lernfabrik (Raumheizung und Maschinenheizung/-kühlung) wird mit 10 % des gesamten Energiebedarfs der Produktionshalle angenommen. Für den Stromverbrauch werden die Daten der in Bild 3 aufgeführten Maschinen hochgerechnet, um den Verbrauch bei 260 Betriebstagen pro Jahr im Einschichtbetrieb (8 Stunden pro Tag) zu ermitteln.
Lernmodul
Die oben beschriebene Methodik wird verwendet, um ein Lernmodul für die industrielle Transformation zu entwickeln, das die für handlungsorientiertes Lernen erforderlichen Kompetenzen berücksichtigt, alle Ebenen der Bloomschen Taxonomie abdeckt und die infrastrukturellen Bedingungen der Lernfabrik berücksichtigt.
Szenario des Lernmoduls
Im Rahmen des Lernmoduls werden die Teilnehmer gebeten, eine Transformationsstrategie für die Lernfabrik zu entwickeln. Um das Modul in einem industriellen Kontext zu verankern, basiert die Transformation auf einem Förderprogramm für Energie- und Ressourceneffizienz, das im November 2021 vom Bundesamt für Wirtschaft und Ausfuhrkontrolle (BAFA) ins Leben gerufen wurde. Modul 5 dieses Programms sieht Fördermittel für Transformationspläne vor, deren Ziel es ist, Unternehmen dabei zu unterstützen, konkrete und realisierbare Schritte in Richtung CO₂-Neutralität zu unternehmen. Transformationspläne müssen folgende Aspekte abdecken [14]:
- Zustandsanalyse: Eine Analyse des aktuellen Zustands eines oder mehrerer Unternehmensstandorte. Dazu gehört die Erstellung einer Treibhausgasbilanz.
- Zieldefinition (2045): Eine verbindliche Verpflichtung zur Treibhausgasneutralität bis 2045.
- Zieldefinition (10 Jahre): Die Festlegung konkreter Ziele zur Reduzierung der Treibhausgasemissionen innerhalb von zehn Jahren für alle in der Bestandsanalyse berücksichtigten Standorte. Das Mindestreduktionsziel beträgt 40 % gegenüber dem Jahr der Bestandsanalyse.
- Aktionsplan: Die Identifizierung und Konzeption von Maßnahmen zur Erreichung des 10-Jahres-Ziels.
- Strategische Verankerung: Eine Darstellung, wie Klimaziele systematisch in den Unternehmenszielen verankert und verfolgt werden.
Anforderungen an Lerninhalte
Die Gestaltung von Lerninhalten für eine nachhaltige Transformation in der Fertigung erfordert eine sorgfältige Abwägung zwischen didaktischer Struktur, technischer Tiefe und praktischer Relevanz. In einer Lernfabrikumgebung sollte der Prozess den Teilnehmern ermöglichen, Wege zur Klimaneutralität zu entwerfen und systematisch zu bewerten. In Anlehnung an das von Seyfried et al. [10], Kosow und Gaßner [9] sowie BAFA Modul 5 [14] vorgeschlagene Transformationsrahmenwerk spiegeln die Lerninhalte die sequenziellen Transformationsschritte wider: Treibhausgasbilanzierung, Definition von Zielen, Analyse von Emissionsminderungspotenzialen, Entwicklung und Bewertung von Maßnahmen.
Die Treibhausgasbilanzierung bildet die analytische Grundlage des Lernprozesses. Die Teilnehmer müssen Kompetenzen in der Erfassung und Interpretation von Energie- und Materialdaten, der Unterscheidung zwischen verschiedenen Emissionsbereichen und der Berechnung von CO₂-Äquivalenten (CO₂e) auf der Grundlage standardisierter Emissionsfaktoren entwickeln. Wie Büttner [15] und Rahnama Mobarakeh und Kienberger [16] hervorheben, verbessert dieser Schritt das Verständnis von Produktionssystemen und hilft den Teilnehmern, Emissions-Hotspots innerhalb des Fertigungsprozesses zu identifizieren.
Die Definition von Zielen führt eine strategische Perspektive ein. Von den Teilnehmern wird erwartet, dass sie realistische und messbare Nachhaltigkeitsziele formulieren, die in die Gesamtklimastrategie des Unternehmens passen. Dies stärkt die Verbindung zwischen technischer Analyse und unternehmerischer Entscheidungsfindung und unterstützt langfristiges und strategieorientiertes Denken.
Die Analyse des Emissionsminderungspotenzials stellt die diagnostische Phase des Lernprozesses dar. Die Teilnehmer untersuchen Energieverbrauchsmuster, identifizieren Ineffizienzen und gruppieren potenzielle Ursachen nach technischen, verfahrenstechnischen und menschlichen Faktoren. Dieser umfassende Ansatz ermöglicht die Identifizierung kontextspezifischer Lösungen und vertieft das Verständnis der Produktionsprozesse auf Systemebene.
Darauf aufbauend konzentriert sich die Entwicklung von Maßnahmen auf die Umsetzung analytischer Erkenntnisse in praktische Maßnahmen. Die Lerninhalte sollten Methoden zur Konzeption und zum Vergleich von Maßnahmen in verschiedenen Transformationsbereichen vorstellen. Übungen können technische, wirtschaftliche und ökologische Aspekte kombinieren, um interdisziplinäres Lernen zu fördern.
Schließlich muss eine Evaluierungsphase das erworbene Wissen festigen. Die Teilnehmer wenden verschiedene Bewertungsmethoden an, um Transformationsoptionen zu bewerten. Dies fördert die Fähigkeit, Kompromisse abzuwägen und fundierte Entscheidungen in komplexen Transformationskontexten zu treffen.
Insgesamt müssen die Lerninhalte theoretisches Verständnis mit praktischer Erfahrung verbinden, um eine effektive Kompetenzentwicklung zu gewährleisten. Durch die direkte Arbeit mit realen Produktionssystemen können die Teilnehmer Theorie und Praxis miteinander verbinden, technologische und organisatorische Veränderungen reflektieren und das erworbene Wissen auf ihre eigenen industriellen Umgebungen übertragen.
Inhalte des Lernmoduls für die Lernfabrik in der ETA-Fabrik
Die Zielgruppe für dieses Lernmodul umfasst Vertreter der Industrie aus allen Hierarchieebenen. Das Modul zeigt die Notwendigkeit auf, die operative, taktische und strategische Ebene für eine erfolgreiche industrielle Transformation miteinander zu verbinden. Vorhandene Kompetenzen werden unabhängig von der Position des Teilnehmers im Unternehmen genutzt.
Studierende sind zwar nicht die primäre Zielgruppe, können aber dennoch an diesem Lernmodul teilnehmen, um Konzepte aus ihrem Studium auf ein industrielles Umfeld anzuwenden und ihr Verständnis für praktische Anwendungsfälle zu vertiefen. Die für dieses Modul relevanten Studienbereiche sind überwiegend in den Ingenieurwissenschaften verankert, insbesondere in den Bereichen Maschinenbau, Elektrotechnik, Verfahrenstechnik, Daten- und Nachhaltigkeitsingenieurwesen.
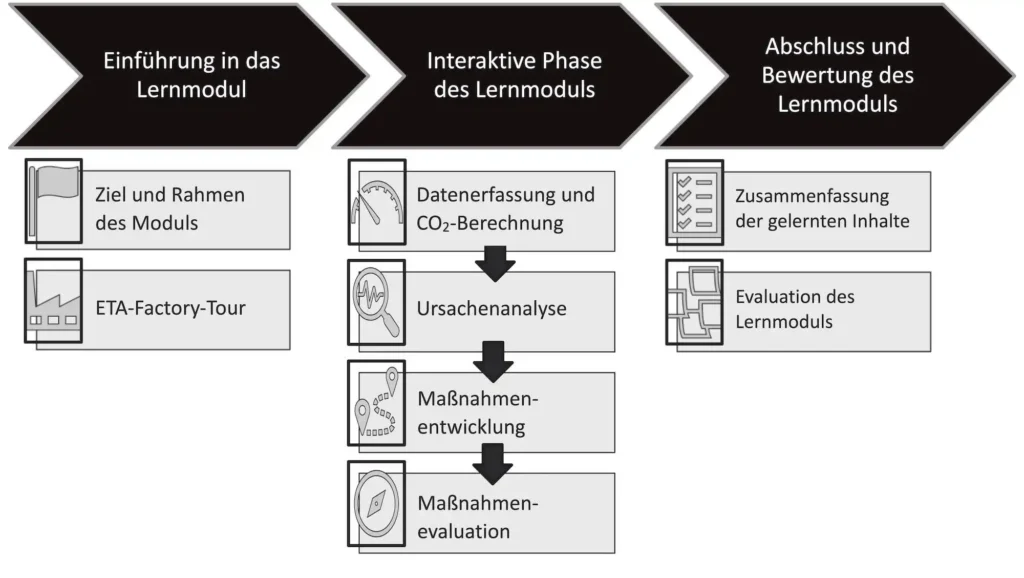
Das Lernmodul beginnt mit einer Einführung, nutzt die Lernfabrikumgebung in vier aufeinanderfolgenden, interaktiven Phasen und endet mit einer Zusammenfassung und Bewertung (Bild 4). In der Einführung werden den Teilnehmern das Ziel und der Rahmen des Lernmoduls erläutert. Außerdem erhalten sie eine Führung durch die ETA-Fabrik, um sich mit der Umgebung und der Infrastruktur vertraut zu machen. Die Zusammenfassung fasst die Lerninhalte zusammen und gibt den Teilnehmern die Möglichkeit, Feedback für zukünftige Verbesserungen zu geben. Da die vier interaktiven Phasen den Hauptlerninhalt des Lernmoduls darstellen, werden in diesem Abschnitt die einzelnen Phasen näher beschrieben.
Alle vier Phasen erfordern wiederholte Interaktionen mit der Lernfabrik. Es müssen mindestens zwei Betreuer anwesend sein, die die Rolle von Fabrikmitarbeitern übernehmen, von denen die Teilnehmer die fehlenden Informationen einholen müssen, um ihre Aufgaben zu erfüllen. Dieser Schritt rekonstruiert industrielle Prozesse, in denen Schlüsselpersonen wichtige Informationen besitzen, entweder aufgrund einer absichtlichen Zurückhaltung von Wissen oder aufgrund fehlender zugänglicher Dokumentation.
Darüber hinaus müssen die Teilnehmer mit der digitalen IKT (Informations- und Kommunikationstechnologie) der Fabrik interagieren und so ihr Lernen über die physische Produktionsinfrastruktur hinaus erweitern. In den folgenden Abschnitten werden die interaktiven Phasen näher beschrieben.
Phase 1: Datenerfassung und CO2-Äquivalenzberechnung
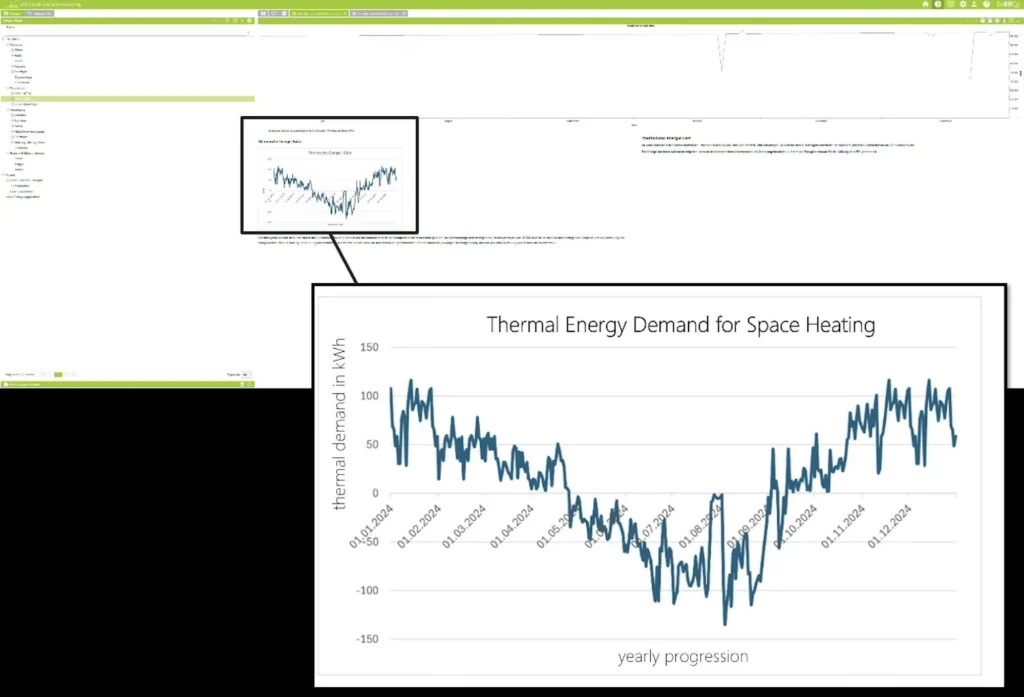
Die Vorbereitung für diese Phase umfasst die Erstellung von Typenschildern und Energiebedarfsdaten für Produktionsmaschinen und Energiesysteme. Ein Energiemanagementsystem bietet Zugriff auf Dashboards des Internets der Dinge (IoT), die zusätzliche, für die Aufgaben relevante Energiedaten enthalten. Ein Beispiel hierfür ist in Bild 5 zu sehen. Diese Daten basieren auf realen Produktionsdaten der Maschinen und des Fabrikgebäudes, die in der IoT-Plattform EnEffCo erfasst wurden. Die Dashboards werden ebenfalls über den Zugriff auf EnEffCo bereitgestellt.
In der ersten Phase werden die Teilnehmer in die Lernfabrikumgebung eingeführt. Anschließend sammeln sie Fabrikdaten zum Energieverbrauch mit dem Ziel, die energiebezogenen CO₂-Emissionen zu quantifizieren. Dazu werden die Teilnehmer in Teams von maximal drei Personen aufgeteilt. Jedes Team muss sowohl mit der physischen Umgebung (Maschinen und deren Typenschilder, in der Umgebung arbeitende Mitarbeiter) als auch mit der digitalen Umgebung (Dashboards im Energiemanagementsystem) interagieren. Die Teams untersuchen verschiedene Prozesse in der Lernfabrikumgebung.
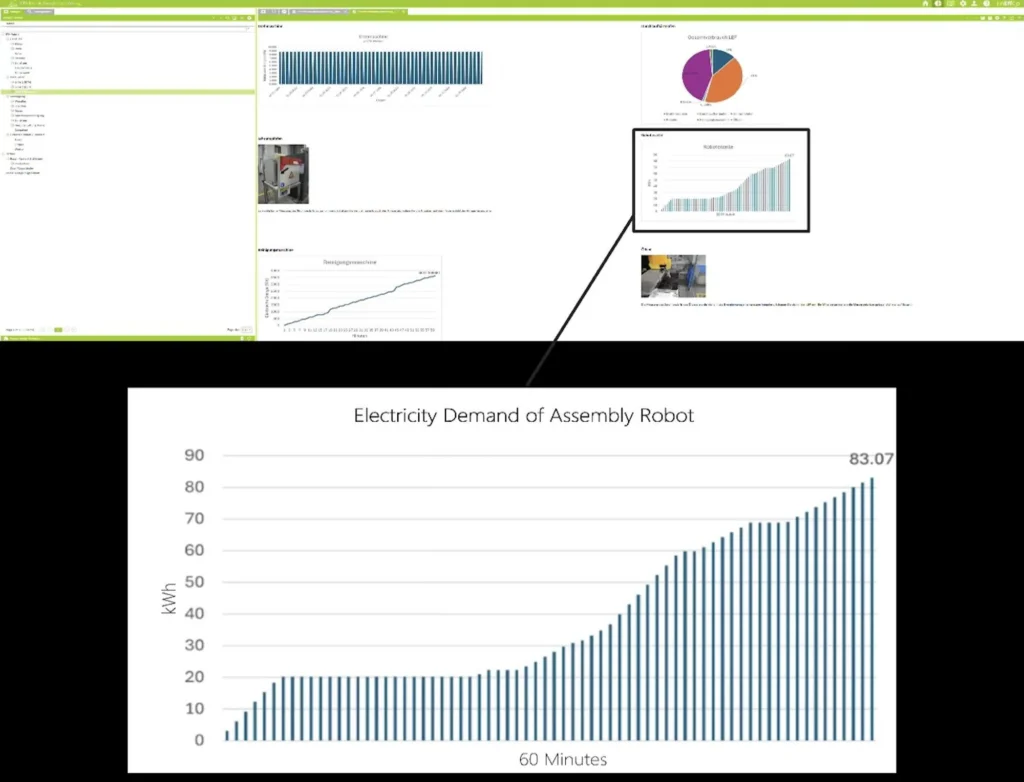
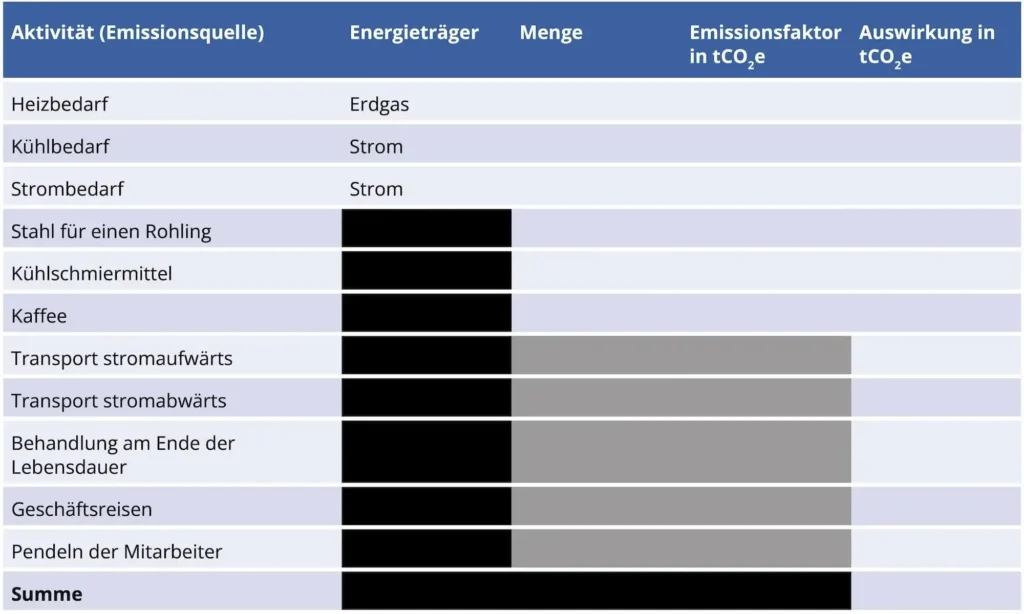
Sobald genügend Daten gesammelt wurden, erhalten die Teams Emissionsfaktoren und ein Berechnungsbeispiel, mit denen sie den CO₂‑Fußabdruck ihrer jeweiligen Produktionsprozesse berechnen können. Die Emissionsfaktoren stammen aus der ecoQuery-Datenbank (Version 3.9.1, Cutoff-Systemmodell), in der der direkte Verbrauch von Erdgas, Strom und Betriebsstoffen (z. B. Stahl) in CO₂-Äquivalenten angegeben ist. Diese Werte werden dann summiert, um die Umweltauswirkungen der gesamten Lernfabrik zu quantifizieren, wie in Bild 6 dargestellt.
In einem letzten Schritt berechnen die Teams die Auswirkungen von Geschäftsreisen auf der Grundlage verschiedener Verkehrsmittel. Als Beispiele werden auch periphere Aktivitäten realer Fabrikumgebungen hervorgehoben, darunter die Auswirkungen von Logistik, Kaffeekonsum und Pendeln der Mitarbeiter sowie verschiedene Entsorgungsmaßnahmen für Abfallprodukte und das Verbraucherverhalten in der Nutzungsphase. Dies dient als Impuls für das Lebenszyklus-Engineering und die Kreislaufwirtschaft. Es dient auch als Einblick in die Scope-3-Emissionen [17], insbesondere in die Kategorien 1 (gekaufte Waren und Dienstleistungen), 4 (vorgelagerter Transport und Vertrieb), 5 (im Betrieb anfallende Abfälle), 6 (Geschäftsreisen), 7 (Pendeln der Mitarbeiter), 9 (nachgelagerter Transport und Vertrieb), 11 (Nutzung verkaufter Produkte) und 12 (Entsorgung verkaufter Produkte).
Phase 2: Ursachenanalyse
Der Aufbau dieser Phase umfasst eine kurze Einführung in typische Formen von Energieverschwendung. Bevor die spezifischen Ursachen für Umweltauswirkungen in der Lernfabrik behandelt werden, arbeiten die Teilnehmer selbstständig daran, aus ihrem vorhandenen Wissen und ihren Erfahrungen allgemeine Ursachen für den hohen Energieverbrauch in Produktionsumgebungen abzuleiten. Diese Überlegungen werden dann in der Gruppe diskutiert und als Ursachen klassifiziert, die entweder in der Technologie, den Prozessen oder dem menschlichen Verhalten begründet sind. Im nächsten Schritt kehren die Teilnehmer in die Produktionsumgebung der Lernfabrik zurück und untersuchen mögliche Ursachen für Energieineffizienz und/oder hohe CO₂-Äquivalent-Fußabdrücke.
Phase 3: Entwicklung von Maßnahmen
In dieser Phase erarbeiten die Teilnehmer individuell Strategien zur Steigerung der Energieeffizienz und zur Verringerung des CO₂-Äquivalent-Fußabdrucks der Produktionsumgebung der Lernfabrik. Zu den untersuchten Prozessen gehören:
- Fertigungssysteme: Werkzeugmaschinen, Reinigungsmaschinen, Öfen und andere Wärmebehandlungssysteme, Roboter-Montagesysteme, manuelle Montagesysteme, Transportsysteme
- Energiesysteme: Luftkompressoren, Dampferzeuger, Energiespeicher, erneuerbare Energiesysteme, fossile Wärmeversorgungssysteme
Gemäß dem SBTi-Netto-Null-Standard müssen die Maßnahmen der Reduzierung und Substitution Vorrang vor Kompensation oder Ausgleich geben [18]. Für Fertigungssysteme umfassen die Handlungsfelder Elektrifizierung, Ressourcenüberwachung und -management, Digitalisierung und Recycling. Für Energiesysteme umfassen sie Brennstoffsubstitution und Energieflexibilität. Die Maßnahmen sind alle in der unmittelbaren Lernfabrikumgebung der ETA-Fabrik verankert, aber da hier auch Faktoren wie geografische Lage und Branche berücksichtigt werden, sind die Lernergebnisse auf andere Industriezweige oder Standorte übertragbar.
Die Teilnehmer untersuchen auch Möglichkeiten, die Reduzierung anthropogener Auswirkungen in ihren Unternehmen zu verankern. Zu den untersuchten Maßnahmen gehören Konzepte für Pendeln und Mobilität, nachhaltige Veranstaltungsorganisation und die Sensibilisierung der Belegschaft für Energieeffizienz durch Schulungsprogramme und Anreizsysteme.
Phase 4: Bewertung der Maßnahmen
In der letzten Phase des Moduls werden die Teilnehmer in zwei Teams aufgeteilt. Jedes Team erhält einen Transformationsplan für die Lernfabrik gemäß den BAFA-Anforderungen, den es analysieren und bewerten soll. Das erste Konzept zeigt einen Anwendungsfall für die Elektrifizierung und die Integration von Wärmepumpen, das andere für die Brennstoffsubstitution in Kraft-Wärme-Kopplungsanlagen. Jedes Team agiert als eine andere Abteilung innerhalb des Unternehmens und wendet unterschiedliche Kriterien für die Gesamtbewertung an (z. B. Barwert und interne Rendite der Investitionen, Energieeffizienz, ökologischer Fußabdruck).
Abschließend präsentieren die Teams ihre bewerteten Konzepte den anderen Teilnehmern in einem Transformations-Pitch. In diesem Schritt erfahren die Teilnehmer, wie wichtig die Kommunikation zwischen den Abteilungen ist. Am Ende dieser Phase legen die Teilnehmer gemeinsam ein Gewichtungsschema fest, um die Transformationspläne zu priorisieren.
Erfolgreicher Wissenstransfer zu Strategien für Klimaneutralität
Das Lernmodul zeigt, wie Lernfabriken Kompetenzen in der Entwicklung von Strategien und konkreten Plänen für die Transformation hin zur Treibhausgasneutralität vermitteln können. Damit schließt es die Lücke zwischen Modulen zur Entwicklung einer übergreifenden Klimastrategie und Modulen zur Auswahl und Umsetzung spezifischer Effizienzmaßnahmen.
Die Wirksamkeit des Lernmoduls wurde von Wissenschaftlern aus den Bereichen Lernfabriken, Ressourceneffizienz und klimaneutrale Produktionsstrategien getestet. Die Experten nahmen am Lernmodul teil und gaben kritisches Feedback, das anschließend zur Aktualisierung des Moduls verwendet wurde.
In einem nächsten Schritt soll das Modul öffentlich für Vertreter von Industrieunternehmen umgesetzt und Feedback über ein Bewertungsformular eingeholt werden. Die Übertragbarkeit des Lernmoduls auf andere Lernfabriken muss noch weiter untersucht werden, da die Phasen des Moduls spezifisch für die Infrastruktur und Datentransparenz der ETA-Fabrik sind.
Die Autoren danken dem Land Hessen für seine Unterstützung im Rahmen der LOEWE-Transferprofessur Klimaneutrale Produktion.
Literatur
[1] Stockholm Resilience Centre: Planetary boundaries. URL: https://www.stockholmresilience.org/research/planetary-boundaries.html.[2] Vereinte Nationen: Paris Agreement. Paris 2015.
[3] dena-Leitstudie Aufbruch Klimaneutralität. Berlin 2021.
[4] Seyfried, S.: Reifegradorientierte Gestaltung von Klimastrategien für kleine und mittlere Unternehmen der Fertigungsindustrie. Düren 2025.
[5] Abele, E.; Metternich, J.; Tisch, M.; Kreß, A.: Learning Factories. Featuring New Concepts, Guidelines, Worldwide Best-Practice Examples, Second edition. Cham 2024.
[6] Abele, E.; Bauerdick, C. J.; Strobel, N.; Panten, N.: ETA Learning Factory: A Holistic Concept for Teaching Energy Efficiency in Production. In: Procedia CIRP 54 (2016), S. 83–88.
[7] Seyfried, S.; Nagel, L.; Weyand, A.; Weigold, M.: A Learning Factory as a Competence Centre for Climate-Neutral Production. In: Thiede, S.; Lutters, E. (Hrsg): Learning Factories of the Future. Cham 2024.
[8] Seyfried, S.; Weyand, A.; Webersinn, J.; Weigold, M.: Development of a competence-oriented training on climateneutral production for learning factories. In: SSRN Electronic Journal (2023).
[9] Kosow, H.; Gaßner, R.: Methods of future and scenario analysis. Overview, assessment, and selection criteria. Bonn 2008.
[10] Seyfried, S.; Weyand, A.; Kohne, T.; Weigold, M.: Process for Climate Strategy Development in Industrial Companies. In: Herberger, D.; Hübner, M.; Stich, V. (Hrsg): Proceedings of the Conference on Production Systems and Logistics: CPSL 2023 – 1. Hannover 2023.
[11] Tisch, M.; Hertle, C.; Abele, E.; Metternich, J.; Tenberg, R.: Learning factory design: a competency-oriented approach integrating three design levels. In: International Journal of Computer Integrated Manufacturing 29 (2016) 12, S. 1355–1375.
[12] Bloom, B. S.: Taxonomy of Educational Objectives. The Classification of Educational Goals. New York 1956.
[13] Anderson, L. W.; Kratwohl, D. R.: A taxonomy for learning, teaching, and assessing. A revision of Bloom’s taxonomy of educational objectives. New York 2001.
[14] Projektträger VDI/VDE Innovation + Technik GmbH: Bundesförderung für Energie- und Ressourceneffizienz in der Wirtschaft (EEW) – Transformationsplan – Anlage „Modul 5 – Transformationsplan“. Berlin 2025.
[15] Büttner, S. M.: How can climate neutrality be achieved for industry? A multi-perspective analysis 2023.
[16] Rahnama Mobarakeh, M.; Kienberger, T.: Climate neutrality strategies for energy-intensive industries: An Austrian case study. In: Cleaner Engineering and Technology 10 (2022), S. 100545.
[17] World Resources Institute; World Business Council for Sustainable Development: Technical Guidance for Calculating Scope 3 Emissions 2013.
[18] Science Based Targets Initiative: SBTi Corporate Net-Zero Standard 2024.
Ihre Downloads
Potenziale: Qualifizierung
Lösungen: Produktionsplanung Produktionssteuerung





