

Sustainability in Industrial Manufacturing |
Resource-efficient circular economy through the use of a pellet 3D printer
| Journal | Industry 4.0 Science |
| Issue | Volume 40, 2024, Edition 1, Pages 14-21 |
| Bibliography | Share | Cite | Download |
Abstract
Keywords
Article
According to the German DIN 8580, the manufacturing technology of additive manufacturing is considered one of the casting manufacturing processes, as the layer-by-layer structure is used to shape the workpiece [1]. The applications of these processes range from general mechanical engineering [2] to more specialized applications in biotechnology [3].
The possibilities of additive manufacturing with plastics include various manufacturing processes such as stereolithography (SLA), selective laser sintering (SLS), fused filament fabrication (FFF) or fused granular fabrication (FGF). All of these processes enable the production of prototypes or components with complex structures that are difficult or costly to manufacture using conventional manufacturing processes [4].
The production of items with complex geometries, especially using FFF or FGF, often requires support structures that can be collected by type after their removal. Around 55% of the waste generated in additive manufacturing is made up of defective prints – for example, due to detachment from the printing plate or faults during the printing process – and around 45% results from support structures [5].
Another source of plastic waste is packaging from everyday or industrial use. In 2021, conventional packaging accounted for the largest proportion of plastic consumption, at 31.2% [6]. In the automotive industry, disposable products such as transport caps offer the opportunity to collect larger quantities of a particular type of plastic. In most cases, this type of waste can be cleaned and sorted by individual type.
Plastic waste and industrial waste need to be processed as resource-efficiently as possible and made usable for additive manufacturing.
Material preparation for circular use
Printing waste or leftover plastic are prepared in cascading steps for recycling and reuse in additive manufacturing. Waste from 3D printing is collected by type and shredded immediately after it is generated.
Industrial, clean or purified plastics are separated as accurately as possible, e.g. using a sorting machine. A demonstration of the sorting process was set up in the Innovation Lab for Digitalisation at the Environmental Campus Birkenfeld [7]. Based on a camera system and the corresponding image evaluation, efficient sorting is carried out by sorting different groups of items on a conveyor belt according to shape and color. The relevant plastic types can be programmed for the sorting process. The system in the Makerspace is used in particular to illustrate the chain of processes involved for students and interested visitors.
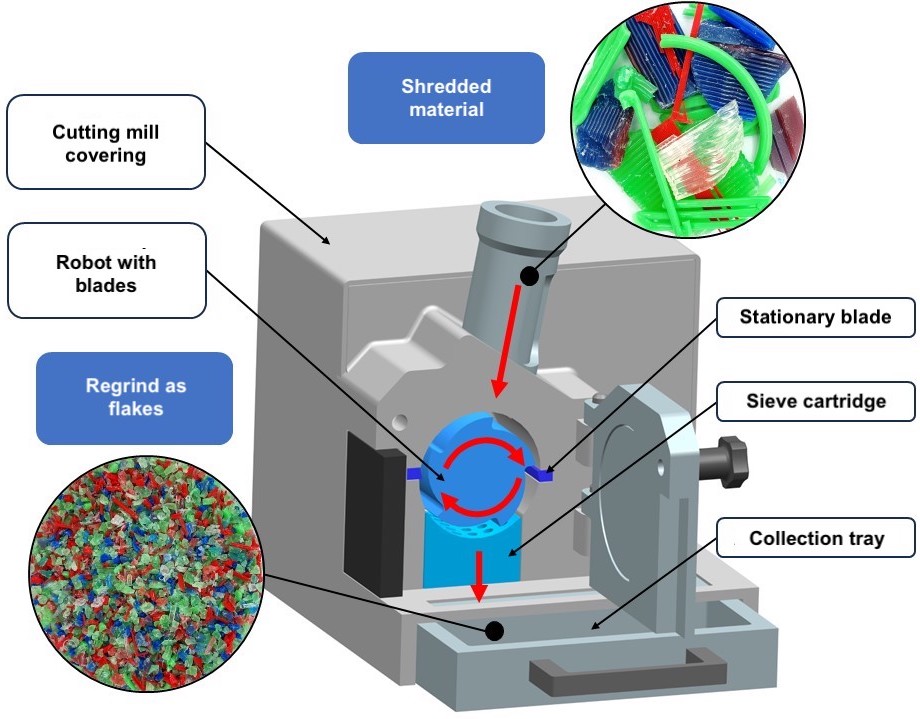
In the second processing step, the plastic waste is shredded. Depending on the size of the items, this takes place in a multi-stage process. Pre-shredding can be carried out mechanically or manually. Conventional tools such as a hand saw or band saw are used. The required fineness is achieved using a granulator, for example, as a final step. In the shredding process, the waste is then shredded into flakes. The rotor in the granulator has sharpened cutting edges which shred the particles thrown in against the stationary blades mounted in the cutting chamber. Due to the selected mesh size of the cartridge used, only particles that are smaller than this mesh size reach the collection tray. The larger particles remain in the cutting chamber until the desired size is achieved by the repetitive shredding process (Fig. 1).
Preliminary tests have shown that a particle size of 2.5-3.5 mm is optimal for the subsequent extrusion process of small quantities of up to approx. 3 kg/h. This corresponds approximately to the size of standard new materials in filament production. A downstream screening process with a commercially available sieve tower separates the optimally sized particles from smaller and larger elements of the recyclate.
Before further processing, the desired mixtures of recyclate composed of different particle sizes and new granulate are produced.
Filament production from recyclate
Filament production is an option for recycling plastics for additive manufacturing that has already been investigated many times. Filament is the name given to the plastic thread wound onto a roll that is used for FFF printing. This process enables the recycling of various plastic waste for filament-based 3D printing after the material is prepared as described above. Screw extruders are used to melt the recycled material, which is usually mixed with new granulate, and the filament is produced through a controlled outlet from the tool nozzle (Fig. 2) [8].
The extruded filament degrades depending on the number of recycling cycles and the amount of new granulate added. Test methods and material tests such as the tensile test or the Charpy impact test can be used to draw conclusions about the degradation. For example, degradation during material recycling was investigated using polyactide (PLA), a type of plastic frequently used in 3D printing [9], and PETG [10]. The work deals with the repeated recycling process of plastic waste from the field of additive manufacturing and its effect on the mechanical properties after reuse of the recycled material. After the filament production and the evaluation of the test specimens in the material tests, only a minimal decrease in the mechanical properties was observed.
Contamination of the recyclate with foreign particles is a critical issue in filament production. If these particles have a significantly higher melting point than the processed material, the extruder nozzle may become blocked, resulting in time-consuming cleaning.
The use of recycled plastics in a pellet extruder offers a more resource-efficient option for recycling – particularly as filament production is no longer required.
This process step is eliminated by melting and printing the crushed particles directly in a 3D printer.
Filament diameters of 1.75 mm and 2.85 mm in combination with a tool nozzle diameter of 0.4 mm have become established for the FFF process. The use of a pellet extruder enables the use of larger nozzles, e.g. 3 mm or 5 mm. Compared to filament production, use of the extruder allows larger foreign particles to be co-extruded and maintenance times to be reduced. A larger nozzle also enables a greater mass flow and a faster building rate for the printed objects.
Building a 3D pellet printer to improve resource efficiency
Based on the preliminary investigations into the recycling of the plastic used, a screw extruder is used in a 3D printer. A pellet extruder from DyzeDesign is used in the large-capacity 3D printer that has been developed (Figure 3). Using three individually adjustable heating zones, the single-screw extruder generates a mass flow of up to 2.5 kg/h [11]. With a maximum temperature of up to 500 °C, the use of conventional plastics such as PLA through to engineering plastics is possible. The variable nozzle diameters of 1, 3 and 5 mm allow for the use of the planned build chamber of 800 mm x 800 mm x 800 mm designed for the in-house printer. A series of steps were taken to optimize the mechanics, electrics and control of the printer in the Pellet-3D project.
The design of the device is based on a Cartesian printer. Adjustment in the Z direction is carried out by means of a gantry via ball screws.
A heatable print bed and the 3D printer enclosure allow the temperature of the build chamber to be regulated. The plastic mixtures are pneumatically conveyed from an external tank to the extruder. For small-scale tests, the material can be stored in a hopper attached to the extruder. Initial material tests with the desired mixtures are possible with a separate test/adjustment station (Fig. 3).

The lower part of the printer houses the electrics and the necessary control elements. The position of the printing bed at a height of approx. 500 mm makes it easier to ergonomically remove the occasionally heavy printed components from the printing surface. Due to the closed installation space and the different plastics that can be used, the clamping bed with print support has special design features. The integrated slotted holes for fastening the aluminum bed to the steel frame allow for uneven linear expansion when the temperature of the frame and the print bed changes.
The clamping mechanism allows the printing surface to be changed quickly without the use of a vacuum clamping bed. Changing the printing mats ensures the necessary print bed adhesion for the plastics to be used and thus reduces misprints. The building chamber in the upper part of the device is guided on a gantry in order to move the extruder. The use of recirculating ball screws on the movement devices ensures less friction and lower energy consumption.
At the rear of the printer, the two containers, each with a capacity of 30 liters, enable the storage of two different materials. The material is conveyed via a compressed air-driven Venturi nozzle, an electrical control box and a capacitive fill level sensor on the storage hopper of the respective extruder.
When changing materials, set-up times play a particularly important role from a manufacturing perspective. For a quick changeover, an extruder previously filled with a specific material can be replaced within a few minutes using the quick-change mechanism. The extruder is pre-filled or cleaned at the test station. This offers the possibility of the aforementioned aspects and the pre-testing of new materials. Temperature fields, extrusion parameters and flow rates are adjusted in advance. The material profiles created can be easily transferred between the station and the printer via the user-friendly web interface.
Use of recyclate in the extrusion process
Based on the use of recyclate in the injection molding industry, initial tests are being carried out with mixtures of recyclate and virgin material. The materials used are unmixed PLA plastic waste from the laboratory and Natureworks Ingeo 4043D pellets. A direct comparison of the flakes with fresh pellets reveals a clear difference in shape. While virgin material is usually found in lentil, ball or pellet form, the regrind is angular flakes.

In the Pellet-3D project, the conveying and extrusion properties were investigated for various particle size ranges between 1.0 mm and 4.0 mm. The flow behavior of the samples is determined using suitable mixtures of regrind and virgin material and the results are presented with the aid of comparative objects (Fig. 4).
Depending on the recycled content (Rec) of the prepared mixtures, bridging occurs, resulting in an uneven material feed in the feed nozzle (Fig. 3, left). The resulting change in the filling level of the screw extruder influences the mass flow exiting the nozzle. A different – and undefined due to bridging – mass flow at the nozzle outlet causes uneven layer build-ups and can lead to faulty extrusion sections on the component’s surface.
The test prints are carried out with a 3 mm nozzle and a mass flow rate of approx. 0.5 kg/h. Vases with a wall line and a twisted pattern are printed as test objects. A wall line facilitates the investigation of a different mass flow. This effect is enhanced by the twisted structure. In the comparison objects, the problem of bridging in the extruder is characterized by under-extrusion, which makes gaps in the outer wall of the printed objects visible (Fig. 4, 50-50 Rec). The weight of the vases is used to draw conclusions about the extrusion process (Fig. 4, 60-40 Rec, 75-25 Rec). The higher the proportion of recycled material, the lower the corresponding vase weight.
The structured process makes it possible to achieve printed objects with a recycled content of up to 40 % without impairing the component (Fig. 4, mixture of granulate and recycled material).
Once the recyclate content surpasses 40%, the first under-extrusions occur. These can be detected by measuring the wall thickness and the weight of the vase. Visible surface defects occur once recyclate content reaches 50%. The material flow decreases due to uneven material feed and a lower filling level of the screw. This effect is exacerbated by the anti-oozing mechanism installed in the extruder. This prevents molten plastic from running off. Anti-oozing is triggered by pauses in extrusion and the resulting decrease in pressure at the nozzle. As this is a mechanical mechanism, the anti-oozing is triggered unintentionally even if the pressure is too low due to the filling level of the screw.

The process step of filament production from recycled PLA waste requires 1.08 kWh / 1000 g filament (at 100% recycled content) according to measurements in the additive manufacturing laboratory [12]. Direct extrusion can save this amount of energy. In addition, the operating costs of pellet printing are reduced due to the recirculation of recyclate. By using the extruder, it is possible to use granulates that are not available as filament and thus increase the variety of materials. As a result, the variety of industrial waste to be recycled increases.
Current work is focusing on the geometric adaptation of the feed hopper in order to minimize the aforementioned problems caused by bridging. In addition to geometric adjustments, the use of special discharge aids such as pneumatic knockers or mechanical agitators should improve the conveying behavior and material feed. Bulk material analyses, which are used to determine flow behavior or to describe and predict the design of conveyor-specific equipment, can help to examine the ground material more closely. The built-in module can also be used to record and evaluate energy consumption levels.
This article was created as part of the research project “Energy- and resource-efficient additive manufacturing with recycled plastics – Pellet-3D”, which was funded with €75,000 from the the CZS Prototypes funding program at the Carl Zeiss Foundation.
Bibliography
[1] Berger, U.; Hartmann, A.; Schmid, D.: 3D-Druck – Fertigungsverfahren, 3. Auflage. Haan-Gruiten 2019, S. 10.[2] Te Heesen, H.; Wahl, M.; Messemer, J. u. a.: Heterogene Einsatzfelder der generativen Fertigung. In: Industrie 4.0 Management 36 (2020) 4, S. 25-29. DOI: 10.30844/I40M_20-1_S25-29.
[3] Scherer, K.; Soerjawinata, W.; Schaefer, S. u. a.: Influence of wettability and surface design on the adhesion of terrestrial cyanobacteria to additive manufactured biocarriers. In: Bioprocess and Biosystems Engineering 45 (2022), S. 931-941. DOI: 10.1007/s00449-022-02712-0.
[4] Gebhardt, A.; Kessler, J.; Schwarz, A.: Produktgestaltung für die Additive Fertigung. München 2019, S. 15.
[5] Song, R.; Telenko, C.: Material end energy loss due to human and machine error in commercial FDM printers. In: Journal of Cleaner Production 148 (2017), S. 895-904.
[6] Umweltbundesamt: Kunststoffabfälle vom 30.06.2023. URL: www.umweltbundesamt.de/daten/ressourcen-abfall/verwertung-entsorgung-ausgewaehlter-abfallarten/kunststoffabfaelle#kunststoffvielfalt, Abrufdatum 17.10.2023.
[7] Mattern, M.; Bast, S.; Scherer, K.; Gollmer, K.; Wahl, M.: Innovationslabor Digitalisierung – Produktentwicklung mittels Design Thinking im Makerspace. In: Industrie 4.0 Management 39 (2023), S.63-64. DOI: doi.org/10.30844/IM_23-6_61-65.
[8] Schneider, N.: Recycling von Polyactid zu Rohmaterial für die additive Fertigung (2023), S. 70-77.
[9] Bremer, M.; Schneider, N.; Wahl, M.: Untersuchungen zur Degradation bei wertstofflichem Recycling am Beispiel von PLA (2022). In: RTe Journal. DOI: doi.org/10.58134/fh-aachen-rte_2022_001.
[10] Bremer, M; Janoschek, L.; Kaschta, D.; Schneider, N.; Wahl, M.: Influence of plastic recycling-a feasibility study for additive manufacturing using glycol modified polyethylene terephthalate (PETGS). In: SN Applied Sciences 4 (2022) 5. DOI: 10.1007/s42452-022-05039-3.
[11] DyzeDesign Pulsar Pellet Extruder; URL: dyzedesign.com/pulsar-pellet-extruder/, Abrufdatum 31.10.2023.
[12] Davlumbaeva, A.: Circular Additive Manufacturing. Bachelorarbeit. Hochschule Trier 2023.
Your downloads
Potentials: Resource Efficiency






