

Nachhaltigkeit in der industriellen Fertigung |
Ressourceneffiziente Kreislaufwirtschaft durch den Einsatz eines Pellet-3D-Druckers
| Zeitschrift | Industry 4.0 Science |
| Ausgabe | 40. Jahrgang, 2024, Ausgabe 1, Seite 14-21 |
| Open Access | https://doi.org/10.30844/I4SD.24.1.14 |
| Literatur | Teilen | Zitieren | Download |
Abstract
Keywords
Artikel
Die Fertigungstechnologie der additiven Fertigung zählt gemäß der DIN 8580 zu den Fertigungsverfahren des Urformens, hierbei wird der schichtweise Aufbau zur Gestaltung des Werkstücks genutzt [1]. Der Anwendungsfall der Verfahren reicht vom allgemeinen Maschinenbau [2] bis hin zu spezielleren Anwendungsbereichen in der Biotechnologie [3].
Zu den Möglichkeiten der additiven Fertigung mit Kunststoffen zählen unterschiedliche Herstellungsverfahren wie die Stereolithografie (SLA), das selektive Lasersintern (SLS), die Fused Filament Fabrication (FFF) oder die Fused Granular Fabrication (FGF). Alle Verfahren ermöglichen die Herstellung von Prototypen oder Bauteilen mit komplexen Strukturen, die über konventionelle Herstellungsverfahren nur aufwendig oder kostenintensiv gefertigt werden können [4].
Zur Herstellung komplexer Geometrien, insbesondere im FFF- oder FGF-Verfahren, werden oftmals Stützstrukturen benötigt, die nach dem Entfernen sortenspezifisch gesammelt werden können. Anfallende Abfälle in der additiven Fertigung setzen sich zu ca. 55 % aus fehlerhaften Drucken – wie zum Beispiel durch Ablösen von der Druckplatte oder Störungen während des Druckprozess – und zu ca. 45 % aus Stützstrukturen zusammen [5].
Eine weitere Quelle von Kunststoffabfällen sind Verpackungen aus dem Alltagsgebrauch oder der Industrie. 2021 stellte die herkömmliche Verpackung mit 31,2 % den größten Anteil der eingesetzten Kunststoffe dar [6]. In der Automobilindustrie bieten Einmalprodukte wie Transportkappen die Möglichkeit, größere Mengen einer bestimmten Kunststoffsorte zu sammeln. In den meisten Fällen können diese Abfälle gereinigt und sortenrein getrennt werden.
Die anfallenden Kunststoffabfälle bzw. Industrieabfälle gilt es möglichst ressourceneffizient aufzubereiten und für die additive Fertigung nutzbar zu machen.
Materialvorbereitung für den Kreislaufeinsatz
Die Druckabfälle oder Kunststoffreste werden in kaskadierten Schritten für die Kreislaufführung und den erneuten Einsatz in der additiven Fertigung vorbereitet. Abfälle aus dem 3D-Druck werden direkt nach dem Anfallen sortenrein gesammelt und zerkleinert.
Industrielle, saubere bzw. gereinigte Kunststoffe werden z. B. mit einer Sortiermaschine möglichst sortenrein getrennt. Eine Demonstrationsanlage zum Sortierprozess wurde im Innovationslabor Digitalisierung am Umwelt-Campus Birkenfeld aufgebaut [7]. Basierend auf einem Kamerasystem und der entsprechenden Bildauswertung erfolgt eine effiziente Sortierung, indem unterschiedliche Fraktionen auf einem Förderband nach Form und Farbe sortiert werden. Die entsprechenden Kunststoffsorten können dem Sortierprozess einprogrammiert werden. Die Anlage im Makerspace dient insbesondere der Veranschaulichung der Prozesskette für Schüler und interessierte Besucher.
Im zweiten Aufbereitungsschritt werden die Kunststoffabfälle zerkleinert. Je nach Größe der Abfälle geschieht dies in einem mehrstufigen Verfahren. Eine Vorzerkleinerung kann dabei mechanisch oder händisch erfolgen. Zum Einsatz kommen etwa herkömmliche Werkzeuge wie eine Hand- oder Bandsäge. Die erforderliche Endfeinheit erfolgt z. B. mithilfe einer Schneidmühle. In einem Zerkleinerungsprozess werden die Abfälle zu sogenannten Flakes zerschnitten.
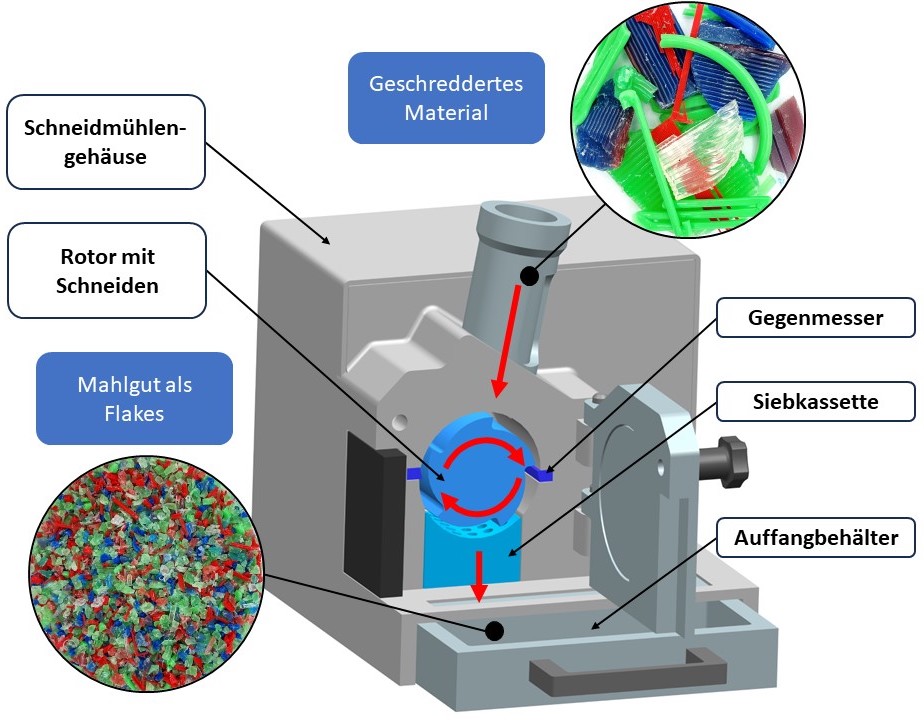
Der sich in der Schneidmühle befindliche Rotor mit angeschliffenen Schneiden zerkleinert die eingeworfenen Partikel an den montierten Gegenmessern im Schneidraum. Aufgrund der eingesetzten Kassette mit ausgewählter Maschenweite gelangen nur Partikel in den Auffangbehälter, die diese Maschenweite unterschreiten. Die größeren Partikel verbleiben so lange im Schneidraum, bis sich die gewünschte Größe durch den wiederholenden Zerkleinerungsvorgang einstellt (Bild 1).
Aus Vorversuchen ergab sich für Kleinmengen bis ca. 3 kg/h eine optimale Korngröße von 2,5-3,5 mm für den weiteren Extrusionsprozess. Dies entspricht in etwa der Größe von Standardneumaterialien für die Filamenterzeugung. Ein nachgeschalteter Siebprozess mit einem handelsüblichen Siebturm trennt die optimale Korngröße des Rezyklates von kleineren und größeren Fraktionen.
Vor der weiteren Verarbeitung werden die gewünschten Mischungen von Rezyklat unterschiedlicher Korngrößen und neuem Granulat hergestellt.
Filamentherstellung aus dem Rezyklat
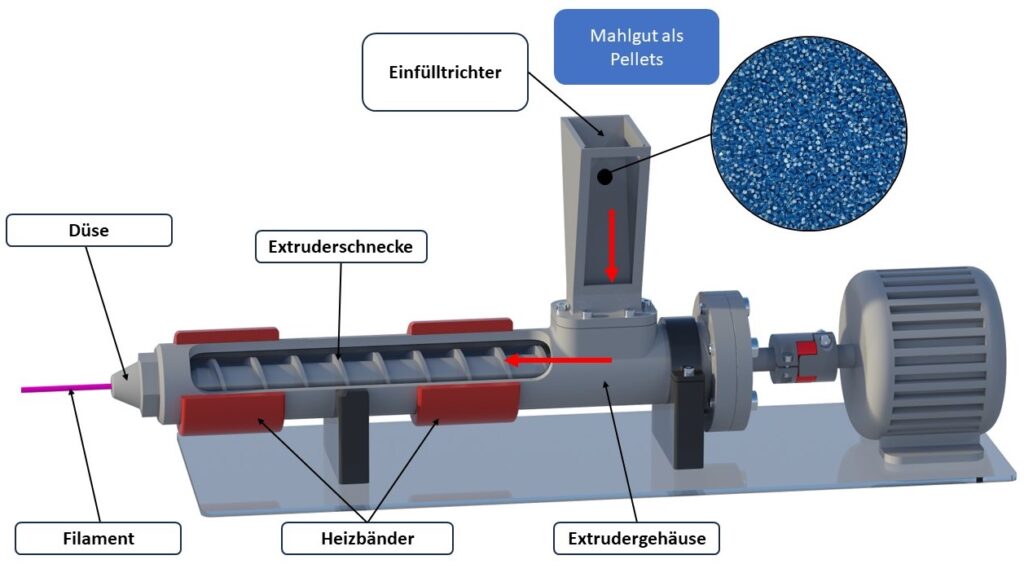
Eine bereits vielfach untersuchte Möglichkeit zur Kreislaufführung von Kunststoffen für die additive Fertigung ist die Filamenterzeugung. Als Filament wird der auf einer Rolle aufgewickelte Kunststofffaden bezeichnet, der zum FFF-Druck eingesetzt wird. Dieser Prozess ermöglicht die Kreislaufführung verschiedener Kunststoffabfälle für den filamentbasierten 3D-Druck, nach der zuvor beschriebenen Materialaufbereitung. Die eingesetzten Schneckenextruder schmelzen das Recyclingmaterial, meist mit Neugranulat gemischt, auf und durch den kontrollierten Austritt aus der Werkzeugdüse wird das Filament hergestellt (Bild 2) [8].
In Abhängigkeit der Anzahl der Recyclingzyklen und der beigemischten Menge von Neugranulat degeneriert das extrudierte Filament. Über Prüfverfahren und Materialuntersuchungen wie dem Zugversuch oder dem Kerbschlagbiegeversuch können Rückschlüsse auf die Degradation ermittelt werden. Die Degradation bei wertstofflichem Recycling wurde beispielsweise an Polyactide (PLA), einer im 3D-Druck häufig genutzten Kunststoffsorte [9], bzw. PETG untersucht [10].
Die Arbeit befasst sich mit dem mehrmaligen Wiederaufbereitungsprozess von Kunststoffabfällen aus dem Bereich der additiven Fertigung sowie dessen Auswirkung auf die mechanischen Eigenschaften nach der Wiederverwendung des Recyclingmaterials. Nach der Filamentherstellung und der Auswertung der Probekörper in den Materialuntersuchungen ist lediglich ein minimaler Rückgang der mechanischen Eigenschaften zu verzeichnen.
Kritisch bei der Filamenterzeugung ist eine Verunreinigung des Rezyklats mit Fremdpartikeln. Besitzen diese Partikel einen deutlich höheren Schmelzpunkt als das verarbeitete Material, kann es zu einer Verstopfung der Extruderdüse und einer zeitaufwändigen Reinigung kommen.
Eine ressourceneffizientere Möglichkeit der Kreislaufführung von Recyclingkunststoffen bietet – insbesondere durch den Entfall der Filamenterzeugung – der Einsatz in einem Pelletextruder.
Dieser Prozessschritt wird eingespart, indem die zerkleinerten Partikel direkt in einem 3D-Drucker aufgeschmolzen und verdruckt werden.
Im FFF-Verfahren haben sich die Filamentdurchmesser 1,75 mm bzw. 2,85 mm mit einer Werkzeugdüse des Durchmessers 0,4 mm etabliert. Der Einsatz eines Pelletextruder ermöglicht den Einsatz größerer Düsen von z. B. 3 mm oder 5 mm. Dadurch können im Vergleich zur Filamentherstellung größere Fremdpartikel mitextrudiert und die Wartungszeiten reduziert werden. Eine größere Düse ermöglicht ebenfalls einen größeren Massenstrom und schnellere Aufbauraten der Druckobjekte.
Bau eines 3D-Pellet-Druckers zur Verbesserung der Ressourceneffizienz
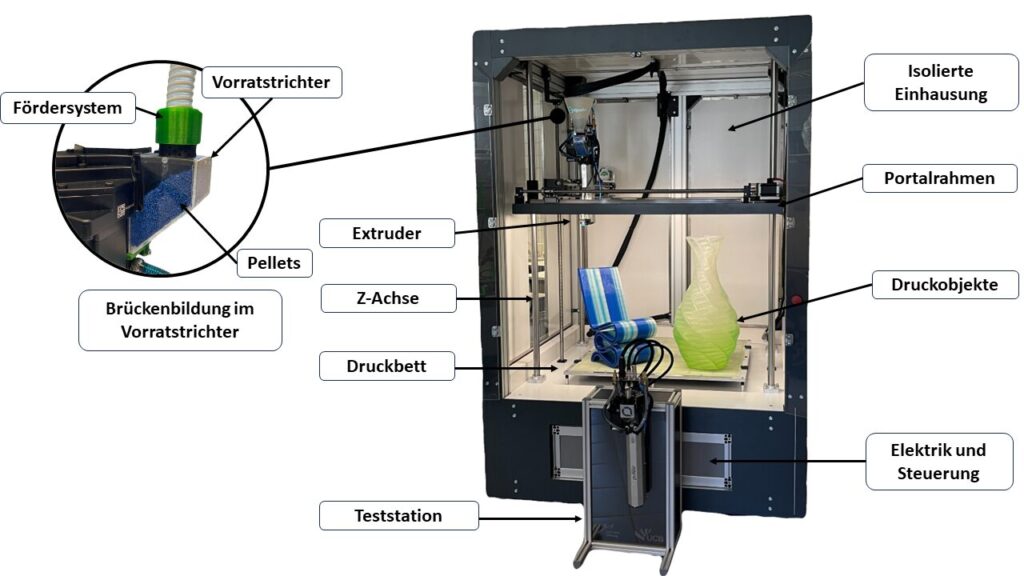
Basierend auf den Voruntersuchungen zur Kreislaufführung des verwendeten Kunststoffes wird ein Schneckenextruder in einem 3D-Drucker eingesetzt. In dem entwickelten 3D-Großraumdrucker wird ein Pelletextruder der Firma DyzeDesign eingesetzt (Bild 3). Unter der Verwendung drei individuell einstellbarer Heizzonen, generiert der Einscheckenextruder einen Massenfluss von bis zu 2,5 kg/h [11]. Mit der Maximaltemperatur von bis zu 500 °C ist die Verwendung von herkömmlichen Kunststoffen wie PLA bis hin zu technischen Kunststoffen möglich. Über die variablen Düsendurchmesser von 1, 3 und 5 mm kann der am Eigenbaudrucker konzipierte Bauraum von 800 mm x 800 mm x 800 mm genutzt werden. Schrittweise wurde der Drucker in den Bereichen Mechanik, Elektrik und Steuerung im Projekt Pellet-3D optimiert.
Der Aufbau des Geräts ist an einen kartesischen Drucker angelehnt. Die Verstellung in Z-Richtung erfolgt mittels eines Portals über Kugelumlaufspindeln.
Ein beheizbares Druckbett und die Einhausung des 3D-Druckers ermöglichen eine Temperaturregulierung des Bauraums. Die Kunststoffmischungen werden pneumatisch von einem außen liegenden Tank zum Extruder gefördert. Für Kleinversuche kann das Material über einen am Extruder befestigtem Trichter bevorratet werden. Erste Materialtests mit den gewünschten Mischungen sind mit einer separaten Test-/Einstellstation möglich (Bild 3).
Im unteren Teil des Druckers sind Elektrik und die nötigen Steuerungselemente untergebracht. Die Position des Druckbetts in einer Höhe von ca. 500 mm erleichtert es, die gedruckten, teils schweren Bauteile ergonomisch von der Druckoberfläche zu entfernen. Aufgrund des geschlossenen Bauraums und der unterschiedlich einsetzbaren Kunststoffe, besitzt das Spannbett mit Druckauflage spezielle konstruktive Eigenschaften. Die eingearbeiteten Langlöcher zur Befestigung des Aluminiumbetts auf dem Stahlrahmen ermöglichen ungleiche Längenausdehnungen bei Temperaturveränderung des Rahmens und des Druckbettes.
Über den Klemmmechanismus ist der schnelle Wechsel der Druckoberfläche ohne den Einsatz eines Vakuumspannbettes möglich. Der Wechsel der Druckmatten gewährleistet die nötige Druckbetthaftung für die zu verwendenden Kunststoffe und somit die Reduktion von Fehldrucken. Der im oberen Teil des Geräts befindliche Bauraum wird zur Bewegung des Extruders auf einem Portal geführt. So sorgt der Einsatz der Kugelumlaufspindeln auf den Bewegungseinrichtungen zu geringeren Reibungen und niedrigeren Energieverbräuchen.
Auf der Rückseite des Druckers ermöglichen die beiden Behältnisse die Bevorratung von zwei unterschiedlichen Materialien mit je 30 Litern Fassungsvolumen. Die Förderung erfolgt über eine druckluftbetriebene Venturidüse, eine elektrische Steuerungsbox und einen kapazitiven Füllstandssensor am Bevorratungstrichter des jeweiligen Extruders.
Bei einem Materialwechsel spielen insbesondere unter Fertigungssicht die Rüstzeiten eine große Rolle. Zum schnellen Wechsel kann ein zuvor materialspezifisch befüllter Extruder binnen weniger Minuten über die Schnellwechselmechanik ausgetauscht werden. Die Vorbefüllung oder Reinigung des Extruders erfolgt auf der Teststation. Diese bietet die Möglichkeit der zuvor genannten Aspekte und der Vorerprobung neuer Materialien. So werden Temperaturfelder, Extrusionsparameter und Durchflussmengen im Vorfeld angepasst. Die erstellten Materialprofile können über die benutzerfreundliche Weboberfläche unkompliziert zwischen Station und Drucker transferiert werden.
Einsatz von Rezyklat im Extrusionsprozess
In Anlehnung an den Rezyklateinsatz in der Spritzgussindustrie werden erste Tests mit Mischungen aus Rezyklat und Neumaterial durchgeführt. Als Materialien werden sortenreine PLA-Kunststoffabfälle aus dem Labor sowie Natureworks Ingeo 4043D Pellets verwendet. Im direkten Vergleich der Flakes mit frischen Granulaten wird ein deutlicher Unterschied in der Formgebung sichtbar. Während sich das Neumaterial meist in Linsen-, Kugel- oder Pelletform wiederfindet, handelt es sich bei dem Mahlgut um kantige Flakes.
Im Projekt Pellet-3D wurden die Förder- und Extrusionseigenschaften für verschiedene Korngrößenbereiche zwischen 1,0 mm bis 4,0 mm untersucht. Über geeignete Mischungen aus Mahlgut und Neumaterial werden das Fließverhalten der Proben ermittelt und die Ergebnisse mithilfe von Vergleichsobjekten dargestellt (Bild 4).
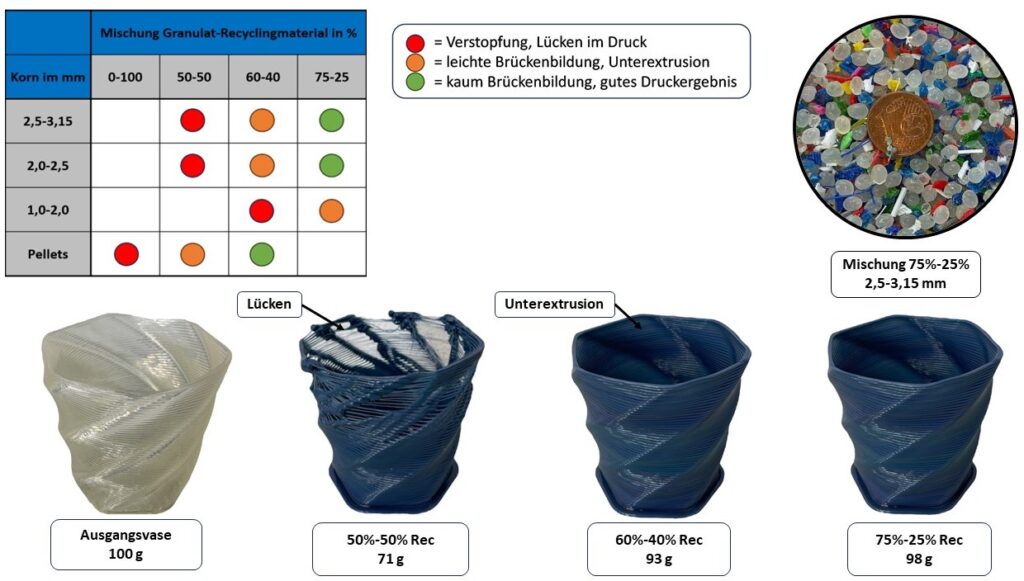
Je nach Recyclinganteil (Rec) der präparierten Mischungen kommt es zur Brückenbildung und damit zu einer ungleichmäßigen Materialzuführung im Einfüllstutzen (Bild 3, links). Der daraus resultierende wechselnde Füllgrad der Extruderschnecke hat Einfluss auf den aus der Düse austretenden Massenstrom. Ein unterschiedlicher – und durch Brückenbildung undefinierter – Massenstrom am Düsenaustritt verursacht ungleichmäßige Schichtaufbauten bis ggf. hin zu fehlerhaften Extrusionsabschnitten in der Bauteiloberfläche.
Die Testdrucke werden mit einer 3 mm Düse und einem Massenstrom von ca. 0,5 kg/h durchgeführt. Als Testobjekt werden Vasen mit einer Wandlinie und einem gedrehten Muster gedruckt. Eine Wandlinie erleichtert die Untersuchung eines unterschiedlichen Massenflusses. Dieser Effekt wird durch die gedrehte Struktur verstärkt. In den Vergleichsobjekten zeichnet sich die Problematik der Brückenbildung im Extruder durch eine Unterextrusion aus, wodurch Lücken in der Außenwand der Druckobjekte sichtbar werden (Bild 4, 50-50 Rec). Über das Gewicht der Vasen werden Rückschlüsse auf den Extrusionsprozess ermittelt (Bild 4, 60-40 Rec, 75-25 Rec). Je höher der Rezyklatanteil, desto geringer ist das entsprechende Vasengewicht.
Der aufgebaute Prozess ermöglicht es, Druckobjekte mit einem Recyclinganteil von bis zu 40 % ohne eine Bauteilbeeinträchtigung zu erzielen (Bild 4, Mischung Granulat-Recyclingmaterial). Ab einem Rezyklatanteil von 40 % kommt es zu ersten Unterextrusionen. Diese werden durch eine Wanddickenmessung und das Vasengewicht erkennbar.
Ab einem Rezyklatanteil von 50 % kommt es zu sichtbaren Oberflächenfehlern. Aufgrund ungleichmäßiger Materialzuführung und geringerem Füllgrad der Schnecke sinkt der Materialfluss. Verstärkt wird dieser Effekt durch den verbauten Anti-Oozing-Mechanismus im Extruder. Dieser verhindert das Nachlaufen von geschmolzenem Kunststoff. Ausgelöst wird das Anti-Oozing durch Extrusionspausen und die daraus resultierende Abnahme des Drucks an der Düse. Da es sich um einen mechanischen Mechanismus handelt, wird das Anti-Oozing ungewollt auch bei zu geringem Druck aufgrund des Füllgrads der Schnecke ausgelöst.
Der Prozessschritt der Filamenterzeugung aus Recyclingabfällen aus PLA bedarf laut Messungen im Labor für additive Fertigung 1,08 kWh / 1000 g Filament (bei 100 % Rezyklatanteil) [12]. Durch die Direktextrusion kann diese Energiemenge eingespart werden. Zudem reduzieren sich die Betriebskosten des Granulatdrucks durch die Rückführung von Rezyklaten. Durch die Verwendung des Extruders ist es möglich, Granulate, welche nicht als Filament erhältlich sind, zu nutzen und somit die Materialvielfalt zu steigern. Aufgrund dessen steigt die Vielfalt der zu recycelnden Industrieabfälle.
Aktuelle Arbeiten beschäftigen sich mit der geometrischen Anpassung des Vorratstrichters, um zuvor genannte Probleme durch die Brückenbildung zu minimieren. Neben den geometrischen Anpassungen soll der Einsatz spezieller Austragshilfen wie pneumatischer Klopfer oder mechanischer Rührwerke das Förderverhalten und die Materialzuführung verbessern. Zur näheren Untersuchung des Mahlguts verhelfen Schüttgutanalysen, die zur Bestimmung des Fließverhaltens oder zur Beschreibung und Vorhersage der Auslegung von förderspezifischen Einrichtungen dienen. Zudem können über das eingebaute Modul die Energieverbräuche erfasst und bewertet werden.
Dieser Beitrag entstand im Rahmen des Forschungsprojekts „Energie- und ressourceneffiziente additive Fertigung mit Recyclingkunststoffen – Pellet-3D“, das von der Carl-Zeiss-Stiftung im Förderprogramm CZS Prototypen mit 75 000 € gefördert wurde.
Literatur
[1] Berger, U.; Hartmann, A.; Schmid, D.: 3D-Druck – Fertigungsverfahren, 3. Auflage. Haan-Gruiten 2019, S. 10.[2] Te Heesen, H.; Wahl, M.; Messemer, J. u. a.: Heterogene Einsatzfelder der generativen Fertigung. In: Industrie 4.0 Management 36 (2020) 4, S. 25-29. DOI: 10.30844/I40M_20-1_S25-29.
[3] Scherer, K.; Soerjawinata, W.; Schaefer, S. u. a.: Influence of wettability and surface design on the adhesion of terrestrial cyanobacteria to additive manufactured biocarriers. In: Bioprocess and Biosystems Engineering 45 (2022), S. 931-941. DOI: 10.1007/s00449-022-02712-0.
[4] Gebhardt, A.; Kessler, J.; Schwarz, A.: Produktgestaltung für die Additive Fertigung. München 2019, S. 15.
[5] Song, R.; Telenko, C.: Material end energy loss due to human and machine error in commercial FDM printers. In: Journal of Cleaner Production 148 (2017), S. 895-904.
[6] Umweltbundesamt: Kunststoffabfälle vom 30.06.2023. URL: www.umweltbundesamt.de/daten/ressourcen-abfall/verwertung-entsorgung-ausgewaehlter-abfallarten/kunststoffabfaelle#kunststoffvielfalt, Abrufdatum 17.10.2023.
[7] Mattern, M.; Bast, S.; Scherer, K.; Gollmer, K.; Wahl, M.: Innovationslabor Digitalisierung – Produktentwicklung mittels Design Thinking im Makerspace. In: Industrie 4.0 Management 39 (2023), S.63-64. DOI: doi.org/10.30844/IM_23-6_61-65.
[8] Schneider, N.: Recycling von Polyactid zu Rohmaterial für die additive Fertigung (2023), S. 70-77.
[9] Bremer, M.; Schneider, N.; Wahl, M.: Untersuchungen zur Degradation bei wertstofflichem Recycling am Beispiel von PLA (2022). In: RTe Journal. DOI: doi.org/10.58134/fh-aachen-rte_2022_001.
[10] Bremer, M; Janoschek, L.; Kaschta, D.; Schneider, N.; Wahl, M.: Influence of plastic recycling-a feasibility study for additive manufacturing using glycol modified polyethylene terephthalate (PETGS). In: SN Applied Sciences 4 (2022) 5. DOI: 10.1007/s42452-022-05039-3.
[11] DyzeDesign Pulsar Pellet Extruder; URL: dyzedesign.com/pulsar-pellet-extruder/, Abrufdatum 31.10.2023.
[12] Davlumbaeva, A.: Circular Additive Manufacturing. Bachelorarbeit. Hochschule Trier 2023.
Ihre Downloads
Potenziale: Ressourceneffizienz






