

Analyzing Work Processes with Motion Capture Systems |
Solution and implementation principles
| Journal | Industry 4.0 Science |
| Issue | Volume 40, 2024, Edition 5, Pages 43-49 |
| Open Access | https://doi.org/10.30844/I4SE.24.5.42 |
| Bibliography | Share | Cite | Download |
Abstract
Keywords
Article
In manufacturing companies with a high level of manual labor, insufficient work processes can lead to a loss of productivity, for example due to unnecessary movements, or to musculoskeletal disorders due to excessive strain. This is confirmed by a study conducted by the Federal Institute for Occupational Safety and Health (BAuA) in 2022: musculoskeletal and connective disorders are responsible for 21.7% of days of incapacity to work in the manufacturing industry in Germany [1].
Analyzing work processes makes it possible to identify potential for improvement and derive measures for designing work processes. This task is traditionally carried out by industrial engineers. However, detailed analysis methods involve high efforts and can often only be carried out by trained personnel, as they are used for a specific application. Motion capture systems (mocap systems) offer the possibility of capturing and analyzing movements in order to assess their ergonomics and productivity. Previous approaches [2-5] primarily use motion data to automate established analysis methods.
But mocap systems have even greater potential than just automation: this article presents solution principles for the use of mocap systems based on the current state of research. The solution principles form a basis for the development of new methods. To use these methods, the article presents implementation principles for the development of digital assistance systems. In general, these assistance systems can take over both data evaluation and its visualization [6].
Analysis methods and motion capture systems
Work processes should be designed with economic and ergonomic aspects in mind [7]. Productivity analyses such as the Methods-Time Measurement (MTM) method or primary-secondary analyses can be used to design efficient and waste-free work processes [8, 9]. On the other hand, ergonomic analyses such as the RULA method can be used to assess and reduce stress at the workplace and thus design human-centered work processes.
Motion data is required to carry out these analyses. Mocap systems can be used to capture this data quickly and automatically [10]: they’re used to capture and record the movements of objects or people [11]. In motion capturing, a person is fitted with sensors or markers whose position and, in some technologies, orientation can also be tracked [12].
In industry, mocap systems are mainly used to protect the health of workers and improve their safety [11]. There are various motion capture techniques, such as optical, electromechanical, electromagnetic and acoustic systems [12]. The precise and high-resolution representation of motion sequences by mocap systems suggests that the methods for analyzing work processes should be automated.
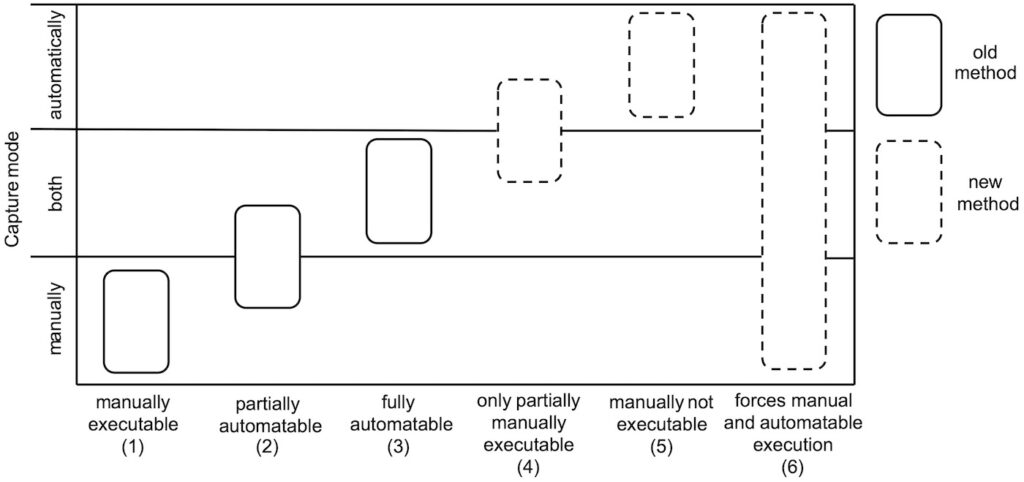
However, the existing analysis methods were developed at a time when high-performance mocap systems were consequently not widely available and they were designed for manual implementation (Fig. 1 (1)). Figure 1 compares the data recording options (differentiated according to manual and automatic recording) with the data requirements of the methods and derives six classes from this. Some analysis methods cannot be fully automated by mocap systems (classes 1, 2 and 6) because they require information that cannot be captured automatically or require subjective expert knowledge.
To address this problem, either the technology must be extended or the existing method must be adapted in such a way that the necessary data requirements are reduced. Another strategy is to use the new possibilities of mocap systems to develop new methods. This opens up previously unused potential, but can lead to the methods only being partially or no longer manually executable (Fig. 1 (4,5,6)). If methods require both manually recordable and exclusively automatically recordable input data, this forces the combination of automatic and manual data recording (Fig. 1 (6)).
Solution principles for motion capture based analysis methods
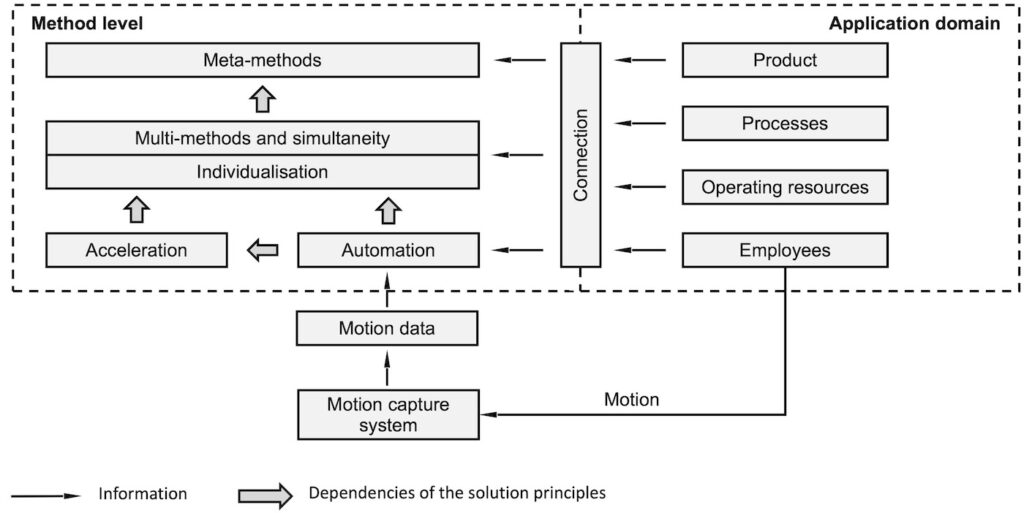
In this section, six solution principles for the use of mocap systems to analyze work processes and design workplaces are presented and illustrated using examples from the literature. Figure 2 shows the solution principles and their information basis.
Based on the REFA work system model, the right side of Figure 2 shows the system elements of the application domain, which provide an information basis for the solution principles [7]. The left side shows the method levels with the solution principles and their dependencies. The lower part of Figure 2 shows that it is necessary to capture human movements with a motion capture system in order to implement the six solution principles.
Automation
Mocap systems offer the technological possibility of automating existing solutions. This means that analyses can be carried out and evaluated more quickly and efficiently, reducing the time and effort involved. The results of the analyses are also reliable, as manual evaluation errors can be limited by automation. These advantages also apply to the other five solution principles, as they are based on the solution principle of automation.
There are many examples of assistance systems that automate existing solutions. For example, [2] has developed a productivity analysis methodology for manual workflows that uses an optical mocap system for motion capture. The aim of the methodology is to record actual times and determine planned times based on the MTM methodology in order to identify productivity potential on this basis [2]. In the field of ergonomics, mocap systems are primarily used to automate procedures for evaluating postures [3‒5].
Acceleration
Automation with mocap systems can accelerate analyses. By providing analysis results immediately, companies can quickly identify the causes of problems and derive and implement effective actions to design and improve workplaces and processes. For example, a manually implemented MTM-1 process requires a considerable amount of analysis due to its high level of detail.
It takes around 200 minutes to analyze a one-minute movement sequence using the basic MTM-1 method [13]. In contrast, the manual effort for the methodology developed by Benter is around 50 minutes in the worst case for a one-minute movement sequence, assuming a maximum duration of 30 minutes for positioning the optical mocap system and poor acquisition quality.
Furthermore, positioning is only required once, regardless of the duration of the recording [2]. In the field of ergonomics, there are applications in which the analysis results are available in real time. One approach is to compare the recorded movement data with the values defined in norms. This can provide information on incorrect postures, which can be used to directly adapt the workstation [14].
The solution principle of acceleration makes it possible to use methods in areas of application for which this was previously uneconomical and to carry out complex analyses quickly. It also opens up new areas of application for which manual analyses are too slow. An example of this is our research project CardboardTrack, where an electromechanical mocap system is used together with a digital assistance system to carry out analyses such as MTM methods in Cardboard Engineering (CE) and obtain results rapidly [6].
Multi-methods & simultaneity
The high recording and processing speed of the mocap systems allows several methods from different areas such as ergonomics and productivity to be used simultaneously. This makes it for example possible to determine the time required for a movement and at the same time assess the ergonomics of the posture. This differs significantly from the previous practice of applying different methods sequentially.
An isolated and sequential application of analysis methods from different areas also has the disadvantage that possible interactions between them are not recognized. The MTM-Human Work Design (HWD) modular process system is a method that enables productivity and ergonomics to be analyzed simultaneously. The high manual effort of the MTM-HWD method can be reduced by using human movement data. In a recent study a human simulation tool was used to generate movement data for the MTM-HWD analysis [15].
In the research project CardboardTrack, the solution principle of multi-methods and simultaneity is implemented by analyzing productivity and ergonomics using several methods and visualizing the results at different levels of detail [6].
Individualization
Individual body measurements and capabilities are important for ergonomic issues. A workplace should comply with ergonomic guidelines and take into account people’s individual body measurements and movement capabilities [9]. Mocap systems offer the opportunity to record the movement capabilities of employees quickly, precisely and with minimal effort. Even if procedures for assessing strain are automated and individualized, expert knowledge is often still required to interpret the results and derive actions.
With the help of an electromechanical mocap system, [16] has developed a method to link the individual abilities of employees with the requirements of the workstation. This allows them to analyze the strain on each individual employee. Based on the results, [16] defines actions depending on the type of stress and body region. As a result, the method can also be used by employees without specialized ergonomic knowledge [16]. Although there is a lack of insights into individual productivity analyses using MoCap systems, it would be possible to develop an individual MTM method, e.g. to determine target times for people with physical disabilities.
Connection to the application domain
In order to enable a broad application, methods are usually developed and documented without a specific connection to the application, e.g. both MTM standard time tables and ergonomic threshold values according to [17] are valid regardless of a specific work process. As mocap systems provide the data in digital form and these can be evaluated on computers, it makes sense to link analyses with existing domain-specific data, such as parts lists and work plans. This provides information such as the weight of the workpieces, which reduces the effort required to enter this data manually.
Another benefit of the link is the simplified reference to the application field. For example, a movement can be assigned to a workpiece or the assembly process may be visualized with the 3D model of the product. This enables structured documentation of the data so that it is available for other functions. In the research project CardboardTrack, the assembly processes are generated dynamically from the parts list of the product that is being assembled and connected with information about employees and operating resources as well as with movement data and analysis results [6].
Meta-methods
Meta-methods are based on the results of several methods in order to gain new insights. For example, this could be a guideline that recommends actions based on the results of multiple methods to enable systematic improvements. In the research project CardboardTrack, a meta-methodology is being developed that could be used to identify the areas with the greatest potential for optimization from the results of ergonomics and productivity analyses.
The solution principles can be used to develop new methods. The following section describes information technology principles for implementing the methods in digital assistance systems.
Implementation principles
The implementation principles are based on the principles of modern software architectures, e.g. [18, 20]. They apply to digital assistance systems in production and are also suitable for the integration of mocap systems. Figure 3 illustrates the principles of implementation and how they interact. By dividing the system into data, logic and presentation tiers, a decoupling of the system components is ensured. At the data tier, data consistency is achieved through standardized data storage, e.g. along the product life cycle.
Within the logic tier, the concept of microservices is used to develop and provide individual logic modules independently of each other. In [6], microservices are used to carry out productivity and ergonomics analyses. The assistance systems with the application-specific user interfaces are located on the presentation tier and implement the required modules on the logic tier.

Modularization
In software design, modularization involves the separation of concerns (SoC), meaning that each module should perform only a specific function. A module itself highly integrates interdependent aspects, resulting in high cohesion. In addition, it’s recommended that the dependencies between modules should be weak, resulting in low coupling. This implementation principle can help to standardize and reuse modules in different assistance systems.
Simplification of individual modules can improve comprehension, especially in collaborative development environments. A well-defined interface for communication between different modules is required. It allows a stable implementation of the modules in the assistance systems, even if the logic within the modules changes. This is especially advantageous in dynamic environments with adapting requirements during the development phase.
Furthermore, splitting the logic of the assistance systems into encapsulated modules reduces the maintenance effort and allows scalability where needed. An assistance system for ergonomics and productivity analyses can, for example, contain modules for: (1) the capturing of motion data, (2) the evaluation of ergonomics parameters from motion data, (3) the evaluation of productivity parameters from motion data, (4) the visualization of the assembly process using CAD or 3D models. A well-defined interface allows, for example, changing the type of motion capture without adapting the evaluation and visualization modules.
Data consistency
The objective of data consistency is to harmonize all data generated or consumed by modules or assistance systems throughout the product lifecycle. Horizontal integration allows data to be reused in downstream phases of the product lifecycle. Synergies can be exploited by allowing assistance systems to access content and data already created by upstream assistance systems.
This can reduce or even eliminate the need for case-specific content creation. To facilitate the referencing of data, it’s essential that all data is provided with a unique identifier. Furthermore, data consistency can open up the possibility of new services and functions that go beyond the existing data and modules.
Ecosystem of assistance systems
In many cases, an assistance system relies on input data and content to support the execution of activities, which must first be created. This content creation process can also be supported by upstream assistance systems. In addition to optimizing the workflow, the data and content can be adapted for later use. Thanks to the principle of data consistency described above, the data and content created in one assistance system can be used in downstream assistance systems without compatibility problems.
Through the interconnection of these assistance systems, an ecosystem of assistance systems can be achieved. For example, an ergonomics analysis could use the results of a time recording of movement sequences structured according to MTM logic. This idea is being pursued in the research project CardboardTrack to make targeted improvements to workplace and process design [6]. Other application examples from the institute are being developed primarily for the maritime industry. For example, an assembly assistance system implicitly records the assembly status of components and modules. This information is very helpful for the planning and execution of commissioning and the corresponding assistance systems [20].
User interface
The user interface is the main point of interaction between the user and the assistance system and should therefore be designed with a high level of acceptance in mind. The decoupling of the presentation, logic and data tiers, as described in [18], allows the development of application-specific assistance systems with relatively little effort. This allows a high degree of information integration from different modules within a single user interface and thus an optimized and use-case specific provision of information.
Furthermore, the implementation as responsive web applications allows the use of assistance systems independent of the devices and operating systems used. This helps to overcome barriers to the widespread use of assistance systems. The research project CardboardTrack employs a web-based digital assistance system to configure a motion capture system and perform subsequent ergonomics and productivity analyses [6].
This article has been created as part of the research project CardboardTrack, which is funded by the Federal Ministry for Economic Affairs and Climate Protection (Project No. 22591 N).
Bibliography
[1] BAuA: Volkswirtschaftliche Kosten durch Arbeitsunfähigkeit 2022. URL: www.baua.de/DE/Themen/Monitoring-Evaluation/Zahlen-Daten-Fakten/pdf/Kosten-2022.pdf?__blob=publicationFile&v=4, Accessed 06.10.2024.[2] Benter, M.: Analyse von Arbeitsabläufen mit 3D-Kameras, Dissertation, TU Hamburg IPMT. Hamburg 2018.
[3] Gudehus, M.: Entwicklung eines Verfahrens zur ergonomischen Bewertung von Montagetätigkeiten durch Motion-Capturing. Dissertation, Universität Kassel. Kassel 2009.
[4] Nowara, R. et al: Testing the Level of Agreement Between Two Methodological Approaches of the Rapid Upper Limb Assessment (RULA) for Occupational Health Practice-An Exemplary Application in the Field of Dentistry. In: Bioengineering 10 (4), 2023.
[5] García-Luna, M. A. et al: Transparency as a Means to Analyse the Impact of Inertial Sensors on Users During the Occupational Ergonomic Assessment: A Systematic Review. In: Sensors 24 (1), 2024.
[6] Pöttker, S.; Lödding, H.: Digital Assembly Design with a Motion Capture System: 57th CIRP Conference on Manufacturing Systems 2024. In publication.
[7] REFA: Arbeitsorganisation erfolgreicher Unternehmen: Wandel in der Arbeitswelt. Munich 2016.
[8] Bokranz, R.; Landau, K.: Handbuch Industrial Engineering: Produktivitätsmanagement mit MTM. Band 1: Konzept. Stuttgart 2012.
[9] Lotter, B.: Montage in der industriellen Produktion. Berlin, Heidelberg 2012.
[10] Bullinger-Hoffmann, A. C.; Mühlstedt, J.: Homo Sapiens Digitalis: Virtuelle Ergonomie und digitale Menschmodelle. Berlin, Heidelberg 2016.
[11] Menolotto, M. et al: Motion Capture Technology in Industrial Applications: A Systematic Review. In: Sensors 20 (19), 2020.
[12] Jackèl, D.; Neunreither, S.; Wagner,F.: Methoden der Computeranimation. Berlin, Heidelberg 2006.
[13] Hodic, L.: Entwicklung der Zeitdaten-Backend-Methode für die mathematische Verarbeitung betrieblicher Prozessdaten zu Planzeiten. Dissertation, TU Chemnitz IBF, Chemnitz 2005.
[14] Scalefit: Mit Biomechanik zu gesunder Arbeit: Ergonomie ist messbar. In: ASU: Zeitschrift für medizinische Prävention 53 (7), 2018.
[15] Kuhlang, P.; Benter, M.; Neumann, M.: Bridging the Gap Between Digital Human Simulation to Standard Performance with Human Work Design. In: Smart, Sustainable Manufacturing in an Ever Changing World. 2023.
[16] Brosche, J.: Nutzung von Motion-Capture-Technologien zur individuellen Ergonomieanalyse in der Produktion. Dissertation, TU Hamburg IPMT. Hamburg 2023.
[17] International Organization for Standardization (ISO): ISO 11226:2000-12. Ergonomics: Evaluation of Static Working Postures. 2000.
[18] Fowler, M.: Patterns of Enterprise Application Architecture. Boston 2003.
[19] Richards, M.; Ford, N.: Fundamentals of Software Architecture: An Engineering Approach. 2020.
[20] Jansen, T. M. et al: Streamlining the Execution of Maritime Commissioning with a Digital Assistance System. In: Advances in Production Management Systems (APMS): Production Management Systems for Responsible Manufacturing, Service, and Logistics Future. Cham 2023.
Your downloads
Solutions: Production Planning





