Decentralized Tact Time Control in Assembly |
Simplifying robust control of assembly lines via the I4.0 box
| Journal | Industry 4.0 Science |
| Issue | Volume 39, 2023, Edition 1, Pages 34-40 |
| Open Access | https://doi.org/10.30844/I4SE.23.1.34 |
| Bibliography | Share | Cite | Download |
Abstract
Keywords
Article
Centrally coordinated systems employ dedicated individual systems that handle all aspects of information processing in one place. Such a system receives all process-related data, processes it, initiates implementation and monitors the execution of the results. The use of this central approach results in monolithic systems that are difficult to manage in practice or leads to insufficient inclusion of local details in decision-making processes [1].
The decentralized design pattern encapsulates activities with the help of decentralized units [2]. Decentralized and heterarchical planning and control approaches are closely linked to self-control and autonomy [3]. Intelligent system elements shift information processing and decision-making to local units, which firstly act as autonomous systems and secondly interact collaboratively. The manufacturing elements in use must detect events and implement control loops that depend on defined objectives.
Through the intrinsic problem segmentation they bring about, decentralized concepts help to master the increasing complexity that results from the dynamics of requirements and environmental conditions [4]. Decisions are no longer made exclusively in the higher levels of the hierarchy, but can be made decentrally, i.e. directly at the place where they are to be implemented. This can reduce communication needs and dependencies and make the entire system self-controlled and thus able to function independently of a few monolithic elements.

The implementation of decentralized manufacturing control requires the use of technologies that allow for the autonomy of individual system elements, i.e. to implement local-level information intake, as well as to make and carry out decisions. Cyber-physical systems (CPS) are such a concept, and can be used to equip manufacturing elements (machines, tools, workpieces or workpiece carriers, logistics equipment and aggregated entities such as plants or factories) with appropriate capabilities.
CPS [5] are an essential component of Industry 4.0. They are systems with integrated software that comprises sensors, actuators and local information processing capabilities. They use data and services available worldwide and are connected to each other in global networks using communication devices [6].
As part of Smart Factory, the intelligent products and intelligent resources of CPS will dominate future manufacturing and logistics scenarios [7] and produce decentralized, responsive, context-adaptive manufacturing controls that increasingly use decentralized sensor information. This theoretical concept is suitably implementable and ready for operationalization. The solution presented here uses CPS within the technical design of an assembly line. The result is a robust and flexible solution that combines the advantages of the decentralized approach with the existing central systems.
Implementation of CPS
The I4.0 box from the Industry 4.0 Research and Application Center equips existing manufacturing elements with the necessary capabilities to act as a CPS [8]. To this end, it combines an inexpensive microcontroller with an interface for standard industry signals including a fieldbus connection. In addition, the operating system utilizes a three-layer software architecture, which combines both typical automation programming technology and the use of higher-level programming languages (e.g. Python), supplemented with visualization using web technologies.
The I4.0 box was created as part of the development of the hybrid simulation environment of the Center for Industry 4.0 Potsdam and has already proven itself suitable for the control of a versatile transport system. Figure 1 shows the current I4.0 box. In the following application case, the I4.0 box is as the essential component that enables the assembly stations to operate digitally.
Assembly line use case
This use case revolves around the manufacturing process for a high-variation lightweight vehicle with customer-requested customization options. The focus is on assembly, as this is the essential part of the manufacturing process. Methodologically, the procedure is based on the process model for system analysis. Recording and analyzing the current situation reveals the potential for the subsequent solution concept to address.

This includes suggestions for implementation, which take up decentralized design principles and operationalize them advantageously using the I4.0 box.
The previous assembly stations follow the workshop-like organization shown in Figure 2 and each consist of a demarcated work area with a selection of assembly tools. The worker’s workflow begins by selecting a paper work order. The worker then looks for the associated frame, which is located on a mobile assembly support carrier.
The frame itself made available by the pre-assembly team within a collection area. The worker then picks the required assemblies and parts from the material warehouse, which fit into a box on the carrier. After returning to his workplace, the worker proceeds with the assembly. After completing his assembly order, the worker submits the assembly support carrier for final inspection.
Potential for improvement arises from the lengthy and error-prone per-order part selection step, as well as the non-deterministic selection of the sequence of assembly steps by the worker, which leads to unnecessary downtime and problems during assembly due to incorrect part selection. Further potential for improvement lies in the lack of transparency during manufacturing, which makes further planning and control of all manufacturing processes more difficult and leads to a lack of ability to provide information about the progress made on the order.

The solution concept begins with organizational measures. The next challenge is the appropriate technical implementation. With the help of decentralized approaches and the I4.0 box, an implementation requiring adequate effort is achieved.
Organizational measures
The first step was to change the shop-floor manufacturing concept to a multi-line organization. The current implementation, which is the complete assembly of a lightweight vehicle at one station, will in the future be distributed sequentially across several work stations per line, as shown in Figure 3.
To avoid the lengthy and sometimes error-prone part picking, each workstation (now cycle station) receives a parts magazine with trays for the most common components and assemblies. The content is determined dynamically with regard to the future planned parts lists or orders. A minimum cycle time per line is determined based on the available parts per cycle station and planned parts lists per line. During manufacturing, order pickers fill the trays at the locations in accordance with the advanced planning. Additional components and special parts are delivered to the stations in the assembly carrier box and filled by the order picker based on the order.
The parts magazine visualizes the selection and sequence for the worker using an interactive pick-by-light process depending on the current order. The mobile assembly carrier is linked to the work order and can be detected at the assembly stations via AutoID. The display of the remaining time with an acoustic change signal and the recording of the assembly times per cycle are also part of the cycle stations.
To this end, each station is equipped with a display. Assigning an order to a line based on parts availability and a suitable cycle time ensures that the partial orders can be processed at the stations within the cycle time without delay and that line synchronization is guaranteed. In addition, the recorded data and quantities are used to determine the order status and as a data source for an Andon board.
Technical realization
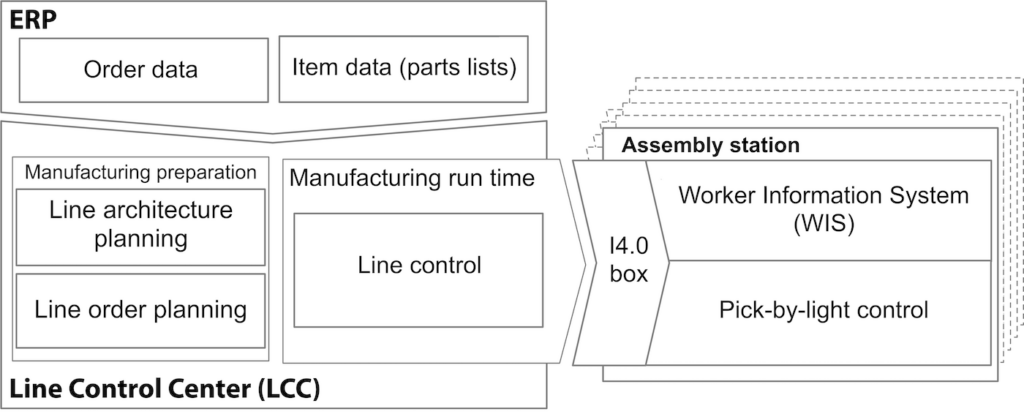
The tasks of the system to be implemented result from the measures. These tasks include information visualization and data acquisition as well as intelligent line and cycle optimization and filling of the parts magazines. There are dependencies between these tasks that increase complexity. Therefore, within the implementation there is a basic segmentation into the subsystems Worker Information System (WIS) and Line Control Center (LCC), as shown in Figure 4.
The WIS realizes the pick-by-light process for the parts magazine, provides information visualization and regulates the user interaction. The implementation leverages the advantages of decentralized concepts. The LCC implements the cross-workplace planning algorithms and provides a connection to the ERP system, both which are available as services to the decentralized nodes.
The functions of the WIS are implemented decentrally at the respective station.
To this end, each station is cost-effectively expanded into a CPS using the I4.0 box. This creates an intelligent node for each workstation, which—in accordance with the CPS concept—takes over the connection and control of all sensors and actuators of the workstation and implements data communication.
The parts magazine’s pick-by-light system offers two optical signals and an acknowledgment button for each tray shelf. Tablets are used for visualization (times, instructions, additional information, etc.), and are powered by the I4.0 box.
The assembly support carrier is identified using an RFID tag. The adapted arrangement of the RFID receiving component enables the entry and exit of the carrier to be recognized at the station and also allows for the assignment of the order to happen locally via the I4.0 box. As a control unit for manufacturing prep and run time, the LCC takes over cross-line coordination. It consists of three core components that dock into the existing ERP and obtain order and item data.
Manufacturing preparation includes line architecture planning, which uses the physically existing lines (number of lines and number of cycle stations per line) and components of future expected orders to optimally distribute components to the lines. Orders with relative similarity are grouped and lines or components are assigned to cycle stations. A minimum cycle time is determined depending on the components per line and set for the production runtime of the line.
Line order planning assigns orders that have actually been placed to the line on which the order is to be manufactured during manufacturing run time, depending on parts availability and line utilization using various optimization criteria. The cycle control controls the assignment of orders to RFID tags and starts or monitors the cycle times of the lines. The I4.0 box acts as a gateway for passing from centrally planned and controlled manufacturing to decentralized clock stations.
The result is a solution that allows the measures to be implemented with adequate effort. In addition to this basic validation, it also serves as the basis for further needs assessment and practical tests in the field. An innovation presented by the approach is the extremely high robustness through the use of decentralized design. The functions are largely executed independently of the ERP system. A constant connection between the local units and the central ERP is not necessary. In addition, the decentralized organization offers a high level of flexibility in terms of the scalability of the entire system.
The realization of an effective functioning of the entire factory system requires planning and coordination concepts [9] that ensure the targeted interaction of the system elements and enable collaboration between the entities involved in manufacturing. Moreover, for reasons of competition, there is a need not only to achieve the highest possible efficiency in value creation through planning and control processes, but also to implement planning and control processes themselves with a high level of efficiency. The ability to react quickly to external and system-inherent disturbances will become more important in the future.
A suitable combination of centralized and decentralized design patterns can, in addition to increasing robustness and control of dynamics, cause a positive emergence of the overall system with regard to the fulfillment of system goals and dealing with non-deterministic influences or system environments. This is achievable so long as it is possible to adequately realize the necessary autonomy of the manufacturing elements. The I4.0 box provides a building block for quickly implementing initial solutions within existing systems.
Bibliography
[1] Kletti, J.: Industrie 4.0: MES ermöglicht dezentralisierung. Productivity Management, 20 (2015) 2, pp. 15-17.[2] Aier, S.: Integrationstechnologien als Basis einer nachhaltigen Unternehmensarchitektur. Berlin 2007.
[3] Böse, F.; Windt, K.: Catalogue of criteria for autonomous control in logistics. In Hülsmann, M.; ,Windt, K. (ed): Understanding autonomous cooperation and control in logistics: the impact of autonomy on management, information, communication and material flow. Berlin 2007.
[4] Lass, S.; Gronau, N.: A factory operating system for extending existing factories to industry 4.0. Computers in Industry (2020).
[5] Lee, E. A.: Cyber physical systems: Design challenges. In Object Oriented Real-Time Distributed Computing (ISORC), 2008 11th IEEE International Symposium on, pages 363-369. IEEE 2008.
[6] acatech: acatech POSITION – Cyber-Physical Systems: Innovationsmotor für Mobilität, Gesundheit, Energie und Produktion. Deutsche Akademie der Technikwissenschaften. Berlin Heidelberg 2011.
[7] Kagermann, H.; Wahlster, W.; Helbig, J.: Umsetzungsempfehlungen für das Zukunftsprojekt Industrie 4.0 – Abschlussbericht; Acatech – Deutsche Akademie der Technikwissenschaften e.V. (2013).
[8] Lass, S.: Industrie 4.0 trotz Altsystemen – integration bestehender Anlagen in cyber- physische Produktionssysteme. Industrie 4.0 Management, 33 (2017) 6.
[9] Hellenschmidt, M.; Wichert, R.: Selbstorganisation: Dinge in eigenverantwortlicher Kooperation. In Bullinger, H.-J. and Ten Hompel, M.(Hrsg.), Internet der Dinge. Berlin Heidelberg 2007.
Your downloads
Solutions: Assembly