


Collaborative Robots in Production Environments |
Employee qualification and acceptance for human-machine interaction
| Journal | Industry 4.0 Science |
| Issue | Volume 42, 2026, Edition 2, Pages 14-21 |
| Open Access | https://doi.org/10.30844/I4SE.26.2.14 |
| Bibliography | Share | Cite | Download |
Abstract
Keywords
Article
With Industry 4.0, the use of modern technologies, digitized processes and simulation is increasingly becoming the focus of production. SMEs must face this trend by integrating new technologies into existing processes, whilst also considering sustainability and employee impact. One of these new technologies, namely robots, or even collaborative robots [1], poses a double challenge for employees. On the one hand, the technology demands new skills. On the other hand, broad employee acceptance must be achieved in order to exploit its full potential.
This article uses the example of collaborative robots (cobots) for a more detailed examination of the challenges and solutions for SMEs in the process of technology introduction and employee acceptance [2, 3]. Smooth introduction and integration are particularly important factors for SMEs, as investments in such technology are extensive and must often be made during ongoing operations. Downtime is not possible within the often tightly scheduled supply chains, and scarce human and financial resources [4] do not allow for long-term implementation processes.
At the same time, employee acceptance is a variable that should not be underestimated. Only if the new technology is accepted will it contribute effectively to production. Technology acceptance and a holistic implementation process geared towards this are thus key factors in integrating technology so that its specific advantages can manifest themselves. Against the backdrop of a holistic implementation process, the focus should be on designing the process in a way that promotes acceptance. The implementation process itself and the involvement and (ongoing) training of employees have a significant influence on success or failure.
Acceptance of technological implementation in companies
Technology implementation sometimes leads to rejection by employees, which can manifest itself in a variety of ways. However, studies show that employees are not fundamentally opposed to new technologies but are often initially indifferent to them [2, 3].
Looking more closely at acceptance, it becomes clear that technology-heavy implementation processes often assume acceptance of technology in a one-sided manner, neglecting the process nature of acceptance. Instead, acceptance must be viewed as a process in order to consider the “conditionality of individual acceptance” [5] by the respective employees. It is particularly important that this individual acceptance be created iteratively and that it is not sufficient to encourage it only once on a selective basis [2].
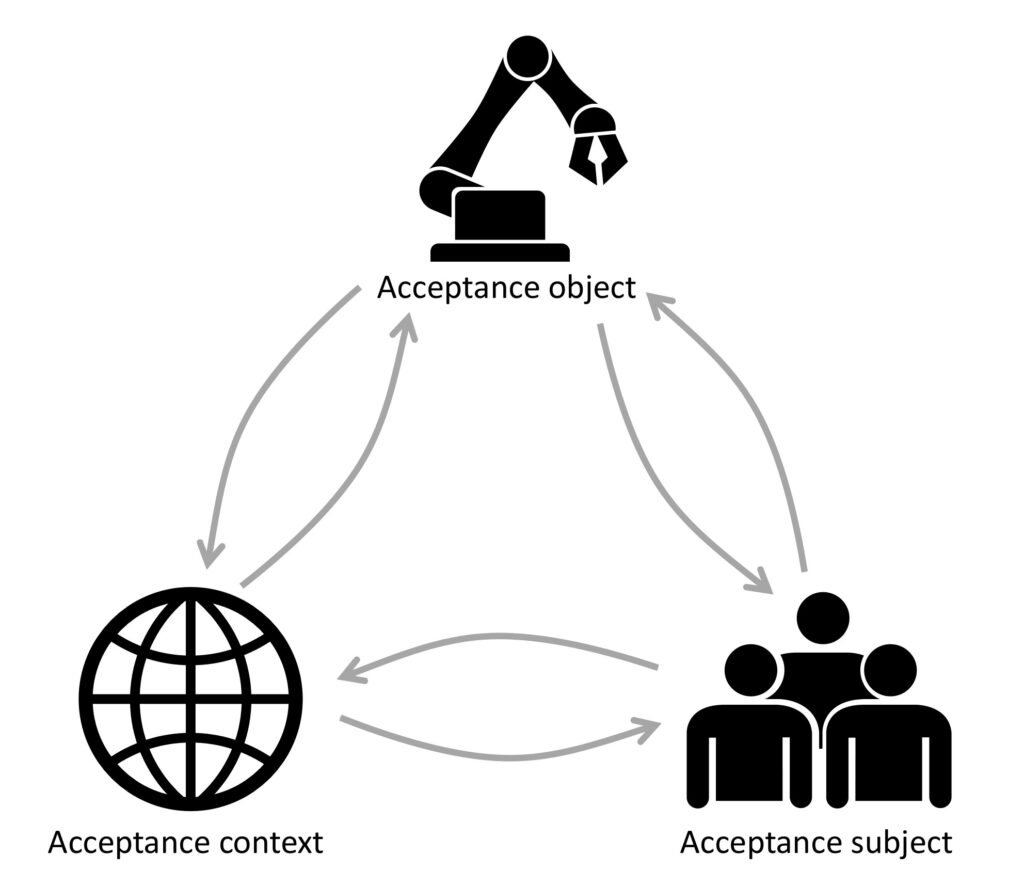
A coordinated, process-oriented acceptance model, which explains the emergence of acceptance and describes the processes involved, is useful for tailoring technology introduction measures specifically towards creating and maintaining acceptance. Lucke’s acceptance model [6] provides such a basis and, with its three dimensions of acceptance, allows a more precise, holistic analysis of the creation and maintenance of acceptance (Fig. 1).
The acceptance dimensions introduced above are examined in more detail in the following using a case study involving the introduction of cobots in a food factory. From this, recommendations are developed for the acceptance-promoting design of technology introduction processes.
Collaborative robotics – cobots
Whether a robot can be called a cobot depends on whether it is in contact or interaction with humans. This criterion is generally considered to be met if humans and robots work in parallel and are not separated from each other by a fence [7]. However, there are several levels of interaction: a highly developed cobot, for example, can work with a human on the same object at the same time [7–].
A comparison with classic industrial robots helps to highlight the possible applications of cobots. Classic robots are not mobile, usually perform tasks at a consistently high speed, and process large quantities without interacting with humans [10]. Collaborative robots, on the other hand, can be mobile, operate at lower speeds, can be used flexibly for smaller quantities, and interact with humans in most cases [10–12].
Due to their specific profile, they offer potential advantages for both companies and employees. Collaborative robots enable companies to enter the world of automation in an economically viable way, even with low production volumes [12, 13]. The faster changeover times of mobile cobots, which are often easier to program, offer good automation potential, especially for small batch sizes [12, 14]. Both of these factors offer particular advantages for SMEs.
In addition, as production volumes grow, human workers can be retained longer than it would be the case if only fully automated or manual labor were available [12]. The advantages of human labor (such as fine motor skills/dexterity or experiential knowledge) and robot labor (such as endurance or precision) can potentially be combined [14, 15]. Challenging tasks that were previously performed manually can now be carried out collaboratively by cobots and humans, with humans taking on the parts of the task that are too difficult for robots [11]. Cobots are also able to perform their tasks in a way that offers ergonomic advantages for humans, e.g., by transporting objects at a convenient height [14, 15].
For companies, cobots enable a higher degree of flexibility. They are easier to integrate economically and technically than classic robotics and they support human labor. These conditions offer great advantages, especially for SMEs, as they often have to operate with limited human, financial, and organizational resources [16, 17].
Use case in a food factory

The company chosen in this use case operates in the food industry and is based in Italy. Its core business is the processing and packaging of olives.
Due to specific environmental influences (humid and/or salty environment), cobots cannot be used effectively in all areas. However, production in many other areas is characterized by simple and repetitive work steps, some of which are also physically demanding.
Here, robotics can help to simplify the work by integrating several work steps at the same time.
The plan is to use the cobot (Fig. 2) during the “end-of-line” process, i.e. for packaging activities (Fig. 3). Here, the cobot is used to carry out final checks on the olives, which are filled into different packages, and to feed them into shipping units (e.g., Euro pallets).
In addition, the cobot collects data and records it centrally in the new MES (manufacturing execution system). This data helps the company to plan and track the various orders and to better schedule the finished products. This is particularly important when processing time-critical orders or when taking into account particular customer requirements.

Due to safety requirements, direct contact between humans and machines is not possible. The cobot is surrounded by an invisible protective fence (laser scanner) which, in the event of a violation of the protective space, first slows down the cobot and then shuts it down completely.
Integration into the actual production environment and the design of the cobot’s speed both pose challenges at this point.
Production should not be unnecessarily slowed down or disrupted, so the company continues to operate the previous (manual) process alongside the cobot for the time being.
The use case is described in more detail and in the context of Lucke’s acceptance dimensions below [6].
New technical-social solutions: The acceptance object
The term “acceptance object” is used to describe the introduction of the cobot into the factory’s daily end-of-line workflows. As a technical-social innovation, the cobot affects not only the factory’s technical equipment but also its operational processes. With it, the company wishes to further advance the internal networking that it began with the introduction of an MES and automate burdensome work steps in the medium term. The company has thus integrated the cobot into an overall strategy for further networking and the adaptation of other processes, highlighting, above all, the flexibility gains brought about by the cobot.
Employees as acceptance subjects
“Acceptance subjects” describes the employees who ultimately have to work with the cobot. They have a significant influence on the success of the technical implementation and thus on the entire cobot project. The use case company currently expects little uncertainty among employees, as technical changes in production are quite common. Nevertheless, the use of cobots pushes the level of direct interaction between the technology and the employees to the extreme.
The company currently regards the demonstration of benefits for employees as the main challenge. The cobot is currently not able to match the speed of the manual process. The benefits are therefore more in terms of the flexibility and the relief of burden that it brings about. Another potential pitfall is whether employees perceive the cobots as a threat to their own jobs or rather as support in their everyday work.
Framework conditions for introduction: acceptance context
As the previous paragraphs make clear, the introduction of a cobot – like other technical and social innovations – can be understood as a process of rapprochement between the acceptance subject and the acceptance object. How successful this is depends largely on the “acceptance context”, which acts as a mediating factor.
The introduction process, which is central to the success of technical and organizational implementation [2], has been repeatedly slowed down in the present case by technical delays. This presented the company with the challenge of sharing information in a meaningful way in order to involve the employees on the line. As a result, the company decided to carry out the process in two stages. The technical department and managers were involved from the outset and able to actively shape implementation. The integration of the cobot into the new MES was particularly important here. Employee involvement in this step was therefore indirect, via management.
In the second step, employees on the production line should be directly involved as part of on-site training courses. A modular training program is designed to incorporate feedback from employees, which can then be used to adapt the training. Therefore, although employees on the line are only involved in the implementation process at a later stage, they have the opportunity to adapt the technology and provide feedback.
In principle, managers consider employee acceptance as a given, on the basis that previous technical change processes have been carried out smoothly. Although the introduction of cobots represents a major change here, they believe it unlikely that it will not be accepted. In addition, measures for participatory introduction have been taken with the training program and the parallel design of the end-of-line process.
Influencing factors – co-creation and training as a solution?
The use case depicts a primarily technology-driven implementation strategy, where the cobot is at the center of the change. Nevertheless, the implementation process was not carried out from a purely technical perspective. Based on one of the central assumptions of Industry 5.0 [18] – human-centeredness – the process was also aligned with the employee requirements. Emphasis was placed, for example, on a user-oriented design of the cobot (acceptance object) and its controls. Even though these were not developed directly with employees, they incorporate the results of employee feedback and are thereby geared to the operators’ wishes.
Furthermore, a trial phase for employees, accompanied by training measures, is planned to address any initial difficulties. This means that the new technology is not introduced ad hoc and can first be tested through parallel trial operation [2]. Here, too, specifications from the operational side are incorporated by involving technical staff and work preparation. The training program is primarily intended to dispel any reservations or fears about working with the cobot and to qualify employees for its use. Additionally, the everyday benefits of the cobot for employees are highlighted.
The design of the introduction process (acceptance context) is key to gaining the acceptance of employees (acceptance subjects). The company has attempted to involve the (technical) employees in the process at a very early stage and to achieve seamless integration into the new MES. The cobot should thus fit into the existing infrastructure.
Synthesis of results and discussion
Considering a range of possible influencing factors [5, 19, 20], the company has designed the introduction process to ensure the broadest possible initial acceptance by employees. This approach is particularly important for SMEs in order to quickly and seamlessly integrate investments in new technology into productive processes. By applying the acceptance dimensions presented in Figure 1, the process of introducing technology can be made smoother and more effective. An important insight from the use case is that the framework conditions are of great importance. The design of the acceptance context has probably the greatest influence [2] on the behavior of the acceptance subjects.
This article was funded by the European Union (project 101091877). However, the views expressed herein are solely those of the authors and do not necessarily reflect those of the European Union or the European Health and Digital Executive Agency (HaDEA).
The original German version of this article can be accessed via DOI: 10.30844/I4SD.26.2.14
Bibliography
[1] ISO 10218-1/2. 2025. URL: https://www.tuv-nord.com/tw/en/homepage/product-and-service/product-safety/iso-10218-1-2/, accessed 12.01.2026.[2] Abel, J.; Hirsch-Kreinsen, H.; Wienzek, T.: Akzeptanz von Industrie 4.0. Abschlussbericht zu einer explorativen empirischen Studie über die deutsche Industrie.
[3] acatech – National Academy of Science and Engineering (ed.): Akzeptanz von Industrie 4.0, Zwischenbericht zum Forschungsprojekt Akzeptanz und Attraktivität der Industriearbeit 4.0. 2019.
[4] Welter, F.; Levering, B.; May-Strobl, E.: Mittelstandspolitik im Wandel. Bonn 2016.
[5] Krebber, F.: Akzeptanz durch inputorientierte Organisationskommunikation. Wiesbaden 2016.
[6] Lucke, D.: Akzeptanz. Legitimität in der Abstimmungsgesellschaft. Wiesbaden 1995.
[7] El Zaatari, S.; Marei, M.; Li, W.; Usman, Z.: Cobot programming for collaborative industrial tasks: An overview. In: Robotics and Autonomous Systems 116 (2019), pp. 162-80.
[8] ifaa: Mensch-Roboter-Kollaboration (MRK). URL: https://www.arbeitswissenschaft.net/angebote-produkte/ifaa-lexikon/mensch-roboter-kollaboration-mrk, accessed 04.08.2025.
[9] Kunert, A.; Thun, A.; Göckeritz, T.: Empfehlung zur Gewährleistung der Sicherheit bei MRK. In: Hees, F.; Müler-Abdelrazeq, S.; Langer, T.; Voss, M.; Schmitt, R. H. et al. (eds.): Projektatlas Kompetenz Montage. Kollaborativ und wandlungsfähig. 2019.
[10] Knudsen, M.; Kaivo-Oja, J.: Collaborative Robots: Frontiers of Current Literature. In: Journal of Intelligent Systems: Theory and Applications (2020), pp. 13-20.
[11] Kragic, D.; Gustafson, J.; Karaoguz, H.; Jensfelt, P.; Krug, R.: Interactive, Collaborative Robots: Challenges and Opportunities. In: Lang, J. (ed.): Proceedings of the Twenty-Seventh International Joint Conference on Artificial Intelligence 2018.
[12] Kopp, T.; Schäfer, A.; Kinkel, S.: Kollaborierende oder kollaborationsfähige Roboter? Welche Rolle spielt die Mensch-Roboter-Kollaboration in der Praxis? In: Industrie 4.0 Management (2020) 2, pp. 19-23.
[13] Härdtlein, C.; Hillgartner, L.; Berger, J.: Leitfaden für den ortsflexiblen Einsatz von Leichtbaurobotern. Praxisnah. Anwenderfreundlich. Prägnant. 2021.
[14] Steil, J. J.; Maier, G. W.: Kollaborative Roboter: universale Werkzeuge in der digitalisierten und vernetzten Arbeitswelt. In: Maier, G. W.; Engels, G.; Steffen, E. (Eds.): Handbuch Gestaltung digitaler und vernetzter Arbeitswelten. Berlin, Heidelberg 2020.
[15] Wellbrock, E.: Mensch-Roboter-Kollaboration in der industriellen Anwendung. Beispiele und Erfahrungen aus der Montagetechnik. 2017.
[16] Campagna, S.: KMU-spezifische Ressourcen als Voraussetzung für die Wettbewerbsfähigkeit. Dortmund, Techn. Univ., Diss., 2009. Hamburg 2010.
[17] Wienzek, T.: Boundary Spanner und Promotoren in Innovationskooperationen nichtforschungsintensiver KMU. Dortmund, Technical University, Dissertation, 2013. Munich, Mering 2014.
[18] ERA industrial technologies roadmap on human-centric research and innovation for the manufacturing sector. Luxembourg 2024.
[19] Hüsing, B. (ed.): Technikakzeptanz und Nachfragemuster als Standortvorteil. Abschlussbericht an das Bundesministerium für Bildung und Forschung, Referat Z22, vertreten durch den Projektträger VDI/VDE-Technologiezentrum Informationstechnik GmbH. Karlsruhe 2002.
[20] Sauer, A.; Luz, F.; Suda, M.; Weiland, U.: Steigerung der Akzeptanz von FFH-Gebieten. Final report. Bonn 2021.





