KI-Implementierung in der industriellen Qualitätskontrolle |
Ein Design-Science-Ansatz, der technische und menschliche Faktoren miteinander verbindet
| Zeitschrift | Industry 4.0 Science |
| Ausgabe | 42. Jahrgang, 2026, Ausgabe 1, Seite 120-127 |
| Open Access | https://doi.org/10.30844/I4SD.26.1.120 |
| Literatur | Teilen | Zitieren | Download |
Abstract
Keywords
Artikel
Die Qualitätskontrolle bei der industriellen Oberflächeninspektion stellt menschliche Arbeitskräfte vor erhebliche Herausforderungen, da sie monotone, anstrengende Aufgaben bewältigen müssen, die ständige Aufmerksamkeit und präzises Urteilsvermögen erfordern. Die manuelle Oberflächeninspektion ist durch menschliche Faktoren wie Ermüdung, subjektive Beurteilung und hohe Fehleranfälligkeit gekennzeichnet [1]. Diese psychischen und physischen Einschränkungen werden durch gefährliche Arbeitsbedingungen, wie sie insbesondere in Warmwalzprozessen mit extrem hohen Temperaturen auftreten [2, erheblich verstärkt, sodass eine menschliche Inspektion sowohl unpraktisch als auch unsicher ist.
Das Ausmaß der modernen industriellen Produktion verstärkt die Herausforderungen an die Arbeitsqualität. Die Oberflächeninspektion flacher Industriematerialien wie Stahlbleche erfordert die Untersuchung großer Flächen bei gleichzeitiger Erkennung mikroskopisch kleiner Defekte auf Hochgeschwindigkeits-Produktionslinien [3]. Angesichts einer weltweiten Stahlproduktion von 1,88 Milliarden Tonnen im Jahr 2024 [4] übersteigen die Anforderungen an Volumen und Geschwindigkeit die menschlichen Fähigkeiten bei weitem. Dies führt zu einer unhaltbaren Situation, in der sowohl das Wohlbefinden der Arbeitnehmer als auch die Produktqualität leiden, wobei Qualitätsmängel erheblich zur Entstehung von Industrieabfällen beitragen [5, 6] und somit wirtschaftliche und ökologische Kosten verursachen [7].
Jüngste Fortschritte in den Bereichen KI und Computer Vision verändern die Oberflächenqualitätskontrolle durch KI-gesteuerte automatisierte Oberflächeninspektionssysteme (ASIS), die selbst kleinste Fehler mit hoher Genauigkeit und Konsistenz automatisch erkennen [8]. Die erfolgreiche Umsetzung bleibt jedoch aufgrund unzureichender Berücksichtigung technischer, organisatorischer und menschlicher Faktoren eine Herausforderung [9–11]. Unternehmen benötigen klare Leitlinien für eine effektive Systemintegration und müssen gleichzeitig die Nutzerakzeptanz sowie geschäftliche Zielsetzung berücksichtigen. Vor diesem Hintergrund untersucht dieser Artikel folgende Forschungsfrage:
Welche Designanforderungen sind für den erfolgreichen Einsatz eines automatisierten, KI-gestützten Oberflächeninspektionssystems entscheidend?
Der folgende Abschnitt befasst sich mit den theoretischen Grundlagen dieser Frage. Anschließend werden die verwendete Methodik, ein praktischer Anwendungsfall und die Ergebnisse in Form von soziotechnischen Designanforderungen (STDRs) dargestellt. Abschließend folgt eine Diskussion des Transferpotenzials und eine Schlussfolgerung.
Qualitätskontrolle, Oberflächeninspektion und menschenzentrierte KI
Die weltweite Produktionsleistung übersteigt jährlich 40 Billionen US-Dollar. Etwa 20 % dieser Produktion werden aufgrund schlechter Qualität verschwendet [5]. Tatsächlich machen Industrieabfälle über 50 % der weltweit anfallenden Abfälle aus [6]. In diesem Zusammenhang stellt die Oberflächeninspektion einen kritischen Qualitätskontrollpunkt dar, bei dem eine frühzeitige Fehlererkennung nachgelagerte Abfälle verhindern kann.
Die Oberflächeninspektion steht aufgrund des Produktionsumfangs und der Qualitätsanforderungen vor enormen Herausforderungen. Einzelne Coils können sich über Kilometer hinweg abrollen, was eine Echtzeit-Erkennung von Fehlern mit einer Größe von nur 70 µm bei Geschwindigkeiten von bis zu 1.000 m/min auf beiden Seiten und beiden Kanten gleichzeitig erfordert [3]. Eine manuelle Inspektion scheitert unter diesen Anforderungen aufgrund schwerwiegender physikalischer Einschränkungen, insbesondere der Umgebungstemperaturen in Warmwalzstraßen, die regelmäßig 1.000 °C überschreiten [2].
Die daraus resultierende Glut macht nicht nur die Umgebung unsicher, sondern beeinträchtigt auch die Sicht. Darüber hinaus gibt es erhebliche menschliche psychologische Einschränkungen wie Müdigkeit, subjektive Beurteilung und Fehleranfälligkeit, die es zu überwinden gilt [1].
Moderne KI-gesteuerte ASIS-Systeme nutzen Deep Learning (mehrschichtige neuronale Netze, die aus Daten lernen), um Lösungen anzubieten, die selbst bei kontinuierlichem Betrieb mit Produktionsgeschwindigkeit automatisch subtile Fehler mit gleichbleibender Genauigkeit erkennen [8]. Diese Systeme lernen normale Oberflächenstrukturen, markieren Anomalien, klassifizieren Fehler zur Unterstützung von Prozessentscheidungen (z. B. Nachbearbeitung, Umschmelzen, Entfernung), und vergleichen Fehlermuster mit Prozessdaten, um Ursachen zu lokalisieren und präventive Gegenmaßnahmen zu ermöglichen [12].
KI wird oft implementiert, ohne die beteiligten Menschen zu berücksichtigen. Ziel sollte jedoch eine menschenzentrierte KI sein, die die menschlichen Fähigkeiten erweitert, anstatt sie zu ersetzen. [11] identifizieren menschliches Handeln und Erweiterung dessen als zentrale Herausforderungen, während [9] betonen, dass KI am Arbeitsplatz die menschlichen Fähigkeiten erweitern sollte, ohne zusätzliche Belastungen zu verursachen. [10] formulieren dies als eine „[EÜ1] informatisierende” Strategie, die die menschlichen Fähigkeiten erweitert, anstatt sie zu ersetzen, und so qualitativ hochwertigere Arbeitsplätze schafft als die Automatisierung allein.
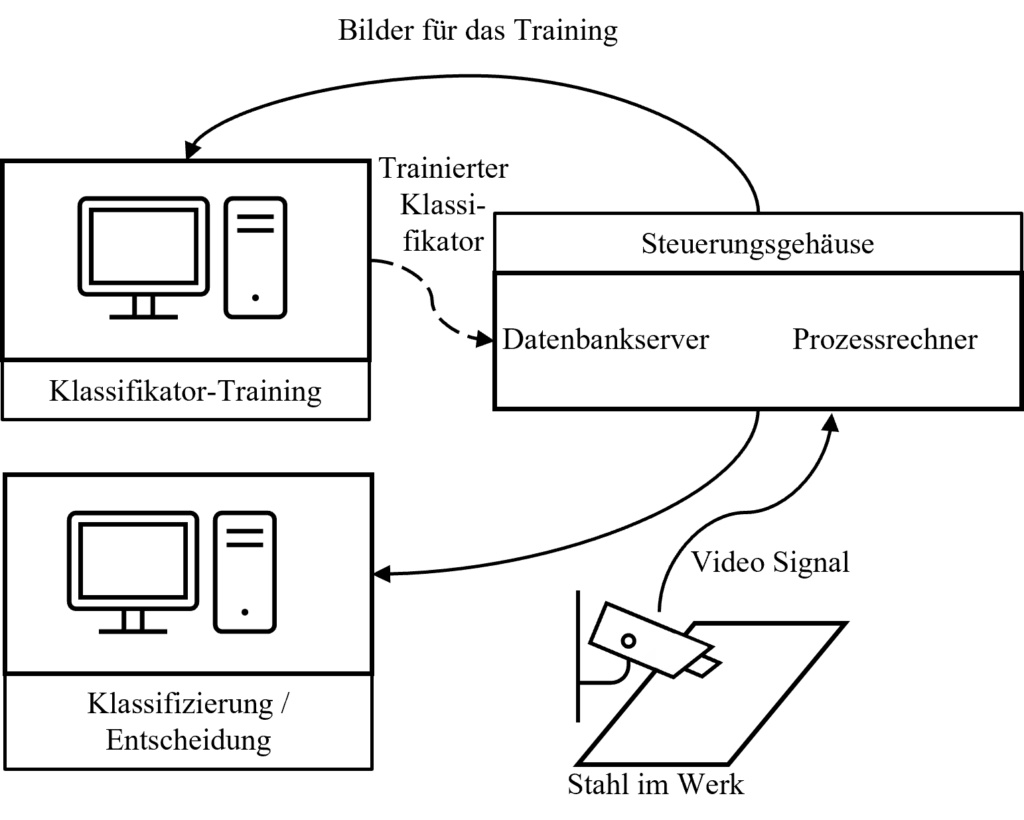
Bei der Oberflächeninspektion bedeutet dies, eine KI zu entwickeln, die Unsicherheiten explizit markiert, Übersteuerungen durch den Bediener zulässt und Fachwissen in Modellaktualisierungen einfließen lässt, wodurch menschliche Fachkompetenz und Verantwortlichkeit erhalten bleiben. Dieser kollaborative Ansatz kommt im typischen ASIS-Design zum Ausdruck (Bild 1), das separate Schnittstellen für das vom Menschen gesteuerte Training und die vom Bediener überwachte Inspektion bereitstellt.
Designwissenschaftliche Forschungsmethode
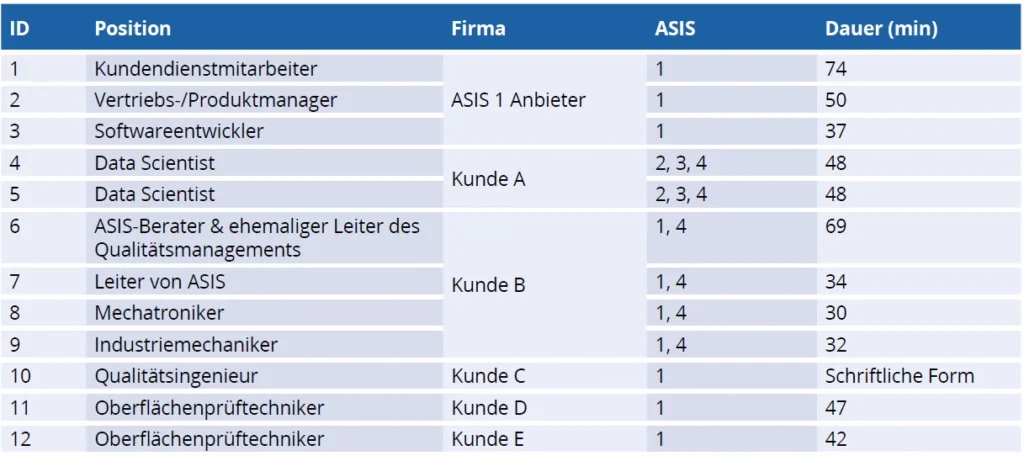
Es wurde beschlossen, Design Science Research (DSR) [13] anzuwenden. Nach der Identifizierung des Problems müssen zunächst die Ziele einer Lösung definiert werden. Um diese zu formulieren, wird eine Fallstudie zu einem marktführenden automatisierten Oberflächeninspektionssystem (ASIS) durchgeführt, in welcher drei wichtige Stakeholder befragt werden:
- ein Kundendienstmitarbeiter, um mehr über die Hindernisse und Anfragen von Unternehmen zu erfahren, die ASIS einsetzen
- ein Vertriebs-/Produktmanager, um zu erfahren, welche Funktionen von (potenziellen) Anwendern gewünscht werden
- ein Softwareentwickler, um mehr über die Umsetzung von Feedback und Aspekte der Funktionsentwicklung zu erfahren.
Dies verschaffte uns erste Einblicke in die ASIS-Landschaft.
Um die Erkenntnisse zu vertiefen, wurden neun ASIS-Nutzer (Bild 2) aus fünf Unternehmen auf drei Kontinenten befragt. Die Interviewpartner wurden auf der SIS.EUROPE und über den ASIS-Anbieter gewonnen.
Alle Interviews wurden transkribiert und mithilfe der Software MAXQDA analysiert. Wir haben die thematische Analyse von [14] angewendet, um Muster und Themen zu identifizieren. Aus den Interviewthemen wurden erste STDRs abgeleitet, die dann durch Literaturrecherche angereichert und durch iterative Verfeinerung von drei Mitarbeitenden des ASIS-Herstellers validiert wurden.
Ergebnisse
Insgesamt wurden zwölf STDRs identifiziert, wie in Bild 3 dargestellt. Diese sind in zwei Phasen unterteilt: „Vor der Implementatierung“-DRs gelten vor der Inbetriebnahme und gewährleisten eine ethische Bereitstellung, während „Implementierung und Betrieb“-DRs nach der Einführung greifen und sicherstellen, dass das soziotechnische System weiterhin wie erwartet funktioniert.
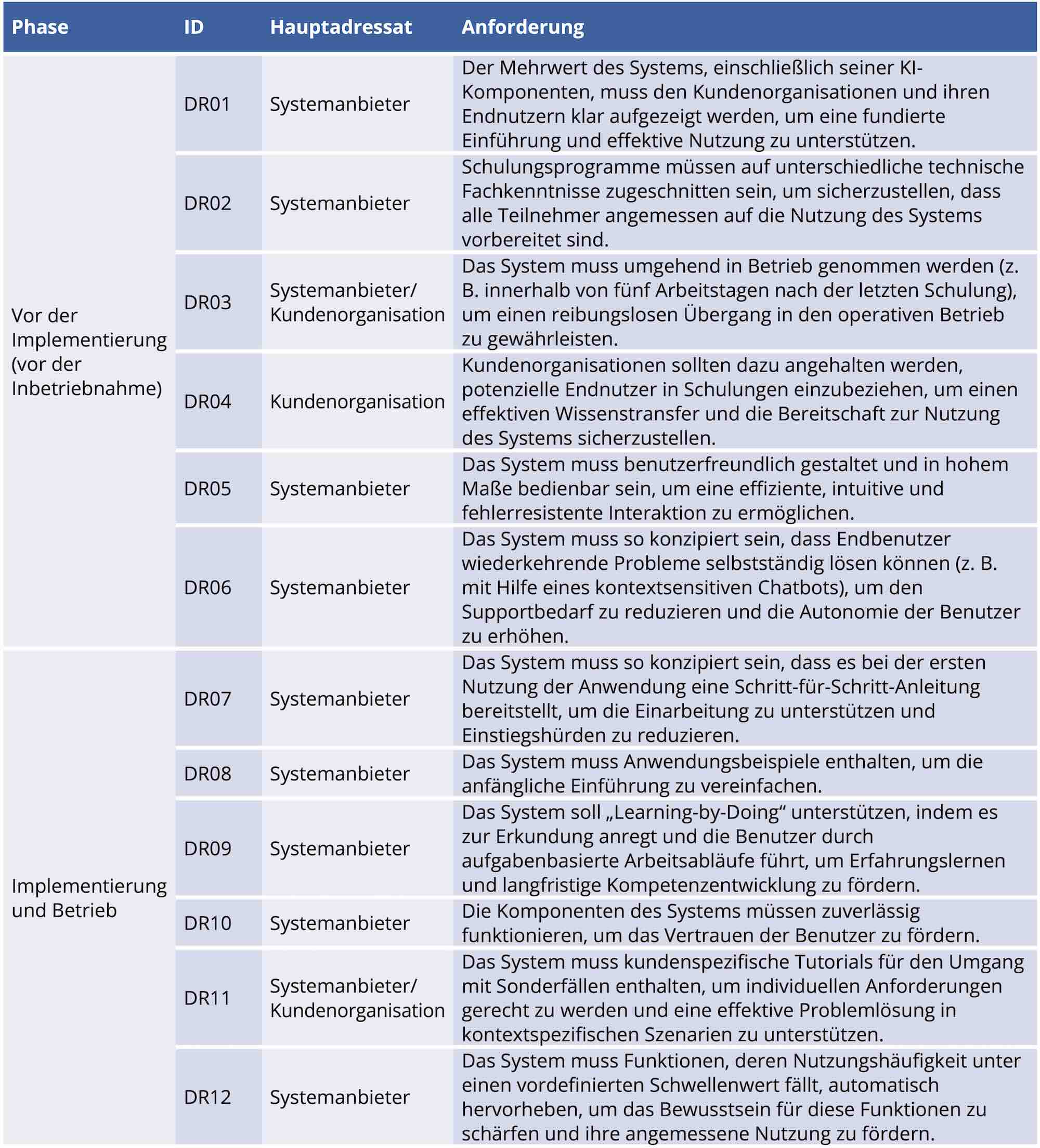
Die Phase vor der Implementierung schafft die Grundlage für einen erfolgreichen Einsatz des KI-Systems, indem technische und menschliche Faktoren berücksichtigt werden, bevor das System in Betrieb genommen wird. Diese Phase ist von entscheidender Bedeutung, da sie die Erwartungen der Nutzer prägt, die erforderlichen Kompetenzen aufbaut und die organisatorische Bereitschaft sicherstellt.
DR04 befasst sich mit der ethischen Notwendigkeit einer sinnvollen Beteiligung der Mitarbeiter. Die Interviewteilnehmer betonten, dass der Ausschluss der Endnutzer von der Schulung Widerstand hervorruft und den menschenzentrierten Ansatz untergräbt. DR01 gewährleistet eine transparente Demonstration des Mehrwerts der KI, verhindert den Einsatz von Black Boxes und unterstützt eine fundierte Entscheidungsfindung. DR06 fördert die Autonomie der Nutzer, indem es eine unabhängige Problemlösung durch kontextsensitive Support-Tools ermöglicht. Die Interviewteilnehmer betonten, dass Self-Service-Funktionen Frustrationen mindern und die Abhängigkeit von externer Unterstützung reduzieren und so das Vertrauen in die Interaktion mit dem System fördern.
Die Implementierungs- und Betriebsphase konzentriert sich auf die Aufrechterhaltung der Systemeffektivität und der Benutzerinteraktion nach der Inbetriebnahme. Diese Phase befasst sich mit den laufenden Herausforderungen der Aufrechterhaltung der Benutzerkompetenz, der Systemzuverlässigkeit und der kontinuierlichen Verbesserung in einer dynamischen Produktionsumgebung. DR07 gewährleistet eine reibungslose Einarbeitung durch geführte Erstnutzungserfahrungen. Die Teilnehmenden stellten fest, dass eine schrittweise Anleitung anfänglichen Einführungshürdenerheblich verringert und den Nutzenden hilft, schrittweise Kompetenzen aufzubauen, wodurch der Übergang vom Anfänger zum erfahrenen Systembenutzer erleichtert wird.
DR09 trägt dazu bei, die menschliche Handlungsfähigkeit durch erfahrungsbasiertes Lernen zu erhalten. Anstatt passive Nutzer zu schaffen, stellt diese Anforderung sicher, dass Bediener neben den KI-Fähigkeiten auch Fachwissen entwickeln und so ihre berufliche Weiterentwicklung und Entscheidungsbefugnis in Qualitätskontrollprozessen aufrechterhalten. Dieser Ansatz wirkt den mit Automatisierung häufig verbundenen Dequalifizierungseffekten entgegen. DR10 erwies sich als grundlegend für einen ethischen Einsatz, da die Unzuverlässigkeit des Systems das Vertrauen untergräbt und entweder zu blindem Vertrauen oder zur vollständigen Ablehnung von KI-Empfehlungen führen kann.
Transferpotenzial
Diese Designanforderungen für ASIS zeigen das Potenzial einer branchenübergreifenden Anwendung, basierend auf dem Technologie-Organisation-Umwelt-Rahmenwerk (TOE) [15]. Das Rahmenwerk umfasst technologische Faktoren (Systemzuverlässigkeit, Kompatibilität, Benutzerfreundlichkeit), organisatorische Faktoren (Bereitschaft, Schulung, Änderungsmanagement) und Umweltfaktoren (regulatorische Anforderungen, Wettbewerbsdruck) [16, 17].
Unsere STDRs befassen sich mit bekannten Reibungspunkten bei der Einführung in allen TOE-Dimensionen. Die Transparenz des KI-Werts (DR01) und die Zuverlässigkeit/Benutzerfreundlichkeit (DR05, DR10) reduzieren das wahrgenommene technische Risiko; maßgeschneiderte Schulungen, Beteiligung und Learning-by-Doing (DR02, DR04, DR09) erhöhen die Selbstwirksamkeit und Akzeptanz der Nutzenden; eine schnelle Inbetriebnahme und kontextbezogene Beispiele (DR03, DR08, DR11, DR12) beschleunigen die Amortisationszeit. Praktiker können die Auswirkungen anhand von Kennzahlen wie der Zeit bis zur Inbetriebnahme nach der Schulung, der aktiven Nutzungsraten nach 30 bzw. 90 Tagen, den Trends der Übersteuerungsraten bei unsicheren Erkennungen, der Häufigkeit von Modellaktualisierungen und dem Support-Ticket-Volumens pro Schicht verfolgen.
Untersuchungen zeigen, dass die Muster der KI-Einführung branchenübergreifend ähnlichen Verläufen folgen, mit einheitlichen Herausforderungen in Bezug auf die Zusammenarbeit zwischen Mensch und KI, Vertrauensbildung und organisatorische Bereitschaft. Die KI-Einführungsraten variieren zwischen Regionen und Sektoren und reichen von 4 % bis 18 % [18, 19]. Dies deutet darauf hin, dass zwar die grundlegenden Herausforderungen bei der Implementierung einheitlich sind, aber domänenspezifische Faktoren den Erfolg der Einführung erheblich beeinflussen.
Der soziotechnische Charakter unserer Anforderungen verbessert insbesondere deren Übertragbarkeit. Studien zur Zusammenarbeit zwischen Mensch und KI im Gesundheitswesen, im Finanzwesen und in der Fertigung identifizieren durchweg Vertrauen, Transparenz und kollaboratives Schnittstellendesign als kritische Erfolgsfaktoren, was die universelle Relevanz dieses menschenzentrierten Ansatzes unterstreicht [20].
Eine erfolgreiche Übertragung erfordert die Berücksichtigung domänenspezifischer regulatorischer Unterschiede (z. B. DSGVO, FDA/CE-Kennzeichnungen) und organisatorischer Kompetenzen: Wenn Organisationen über eine angemessene technologische Bereitschaft, Schulungsinfrastruktur und Umweltunterstützung verfügen, bieten menschenzentrierte Designanforderungen eine robuste Grundlage für kollaborative KI-Anwendungen in verschiedenen Branchen.
Die Notwendigkeit eines soziotechnischen Ansatzes
Dieser Artikel identifiziert auf Basis von Interviews mit zwölf Interessengruppen zwölf STDRs, die sich mit den ethischen Imperativen des KI-Einsatzes in menschlichen Arbeitsumgebungen befassen. Die Ergebnisse verdeutlichen, dass eine erfolgreiche Implementierung von KI die bewusste Einbindung menschlicher Handlungsfähigkeit, Mitarbeiterpartizipation und verantwortungsvoller organisatorischer Praktiken voraussetzt und somit zentrale Prinzipien angewandter KI-Ethik adressiert.
Die hier vorgeschlagenen STDRs unterstützen den ethischen Einsatz von KI, indem sie die menschlichen Fähigkeiten erhalten und verbessern, anstatt sie zu ersetzen. Die Anforderungen vor der Implementierung gewährleisten ein verantwortungsbewusstes Wissensmanagement und eine sinnvolle Beteiligung der Mitarbeitenden, während die Anforderungen während der Implementierung eine menschenzentrierte Zusammenarbeit durch Learning-by-Doing und Systemzuverlässigkeit fördern.
Dieser soziotechnische Ansatz befasst sich mit der ethischen Verantwortung von Organisationen, KI-Systeme zu implementieren, die die Arbeitsqualität verbessern und gleichzeitig klare Rahmenbedingungen für die Rechenschaftspflicht schaffen. Anstatt passive Überwachungsfunktionen zu schaffen, fördert unser Ansatz eine aktive Zusammenarbeit zwischen Mensch und KI, bei der das Fachwissen der Nutzer aktiv in die Verbesserung des Systems einfließt.
Der Artikel konzentriert sich auf eine einzelne ASIS-Implementierung, was die Übertragbarkeit auf andere KI-Systeme und Anwendungsbereiche einschränken kann. Außerdem lag der Schwerpunkt hier auf der Implementierung und dem Betrieb, während die langfristigen Auswirkungen von KI noch weiter untersucht werden müssen. Zukünftige Forschung sollte diese ethischen STDRs in verschiedenen Branchen validieren und untersuchen, wie menschenzentrierte KI die menschliche Handlungsfähigkeit und partizipative Einführung aufrechterhält, zusätzliche quantitative Daten sammeln und konkrete Implementierungsbeispiele analysieren.
Dieses Forschungs- und Entwicklungsprojekt wird vom Bundesministerium für Forschung, Technologie und Raumfahrt (BMFTR) im Rahmen des Programms „Die Zukunft der Wertschöpfung – Forschung zu Produktion, Dienstleistungen und Arbeit” (02L19C200) gefördert und von der Projektmanagementagentur Karlsruhe (PTKA) verwaltet. Die Autoren sind für den Inhalt dieser Veröffentlichung verantwortlich. Erklärung zur KI: Bei der Erstellung dieser Arbeit wurde Claude 3.5 verwendet, um Teile des Manuskripts zu korrigieren und bei der Umformulierung ausgewählter Sätze zu helfen.
Literatur
[1] Torres, Y.; Nadeau, S.; Landau, K.: Classification and Quantification of Human Error in Manufacturing: A Case Study in Complex Manual Assembly. In: Applied Sciences (2021) 11, p. 749. DOI: https://doi.org/10.3390/app11020749.[2] Liu, T.; Dai, F.; Zeng, W.; Guo, Y.; Zheng, S. et al.: Effects of Furnace Length on the Thermal Performance of a Walking Beam Reheating Furnace. In: Metals (2023) 13, p. 1946. DOI: https://doi.org/10.3390/met13121946.
[3] IMS Messsysteme GmbH: Inclusion Detection System (IDS) revolutionises quality assurance. 2023. URL: https://www.ims-gmbh.de/en/2023/06/07/online-inspection-system-ids-for-detection-of-surface-defects/, accessed 20.06.2025.
[4] World Steel Association: Total production of crude steel. worldsteel.org. 2025. URL: https://worldsteel.org/data/annual-production-steel-data/?ind=P1_crude_steel_total_pub/CHN/IND, accessed 02.06.2025.
[5] Pratt, S.: Earth Day: How AI can solve manufacturing’s waste problem. World Economic Forum. 2021. URL: https://www.weforum.org/stories/2021/04/how-ai-can-cut-waste-in-manufacturing/, accessed 02.06.2025.
[6] GlobalNewsWire: Global Industrial Waste Management Market Will Reach USD 2,513.74 Billion By 2025: Zion Market Research. GlobeNewswire News Room. 2019. URL: https://www.globenewswire.com/news-release/2019/09/16/1915658/0/en/Global-Industrial-Waste-Management-Market-Will-Reach-USD-2-513-74-Billion-By-2025-Zion-Market-Research.html, accessed 20.06.2025.
[7] Khusainova, G.: There Is No Such Thing As A Free Return. Forbes. 2019. URL: https://www.forbes.com/sites/gulnazkhusainova/2019/03/28/there-is-no-such-thing-as-a-free-return/, accessed 03.06.2025.
[8] Zhou, C.; Lu, Z.; Lv, Z.; Meng, M.; Tan, Y. et al.: Metal surface defect detection based on improved YOLOv5. In: Scientific Reports (2023) 13, p. 20803. DOI: https://doi.org/10.1038/s41598-023-47716-2.
[9] Kluge, A.; Wilkens, U.; Nitsch, V.; Peifer, C.: Editorial: Human-centered AI at work: common ground in theories and methods. In: Frontiers in Artificial Intelligence (2024) 7, p. 1411795. DOI: https://doi.org/10.3389/frai.2024.1411795.
[10] Parker, S. K.; Grote, G.: Automation, Algorithms, and Beyond: Why Work Design Matters More Than Ever in a Digital World. In: Applied Psychology (2022) 71, p. 1171-1204. DOI: https://doi.org/10.1111/apps.12241.
[11] Wilkens, U.; Lupp, D.; Langholf, V.: Configurations of human-centered AI at work: seven actor-structure engagements in organizations. In: Frontiers in Artificial Intelligence (2023) 6, p. 1272159. DOI: https://doi.org/10.3389/frai.2023.1272159.
[12] Papageorgiou, K.; Theodosiou, T.; Rapti, A.; Papageorgiou, E.I.; Dimitriou, N. et al.: A systematic review on machine learning methods for root cause analysis towards zero-defect manufacturing. In: Frontiers in Manufacturing Technology (2022) 2, p. 972712. DOI: https://doi.org/10.3389/fmtec.2022.972712.
[13] Peffers, K.; Tuunanen, T.; Rothenberger, M. A.; Chatterjee, S.: A Design Science Research Methodology for Information Systems Research. In: Journal of Management Information Systems (2007) 24, p. 45-77. DOI: https://doi.org/10.2753/MIS0742-1222240302.
[14] Braun, V.; Clarke, V.: Using thematic analysis in psychology. In: Qualitative Research in Psychology (2006) 3, p.77-101. DOI: https://doi.org/10.1191/1478088706qp063oa.
[15] Tornatzky, L. G.: The processes of technological innovation. 1990.
[16] Chatterjee, S.; Rana, N. P.; Dwivedi, Y. K.; Baabdullah, A. M.: Understanding AI adoption in manufacturing and production firms using an integrated TAM-TOE model. In: Technological Forecasting and Social Change (2021) 170, p. 120880. DOI: https://doi.org/10.1016/j.techfore.2021.120880.
[17] Masod, M. Y. B.; Zakaria, S. F.: Artificial Intelligence Adoption in the Manufacturing Sector: Challenges and Strategic Framework. In: International Journal of Research and Innovation in Social Science (2024) VIII, p. 15-158. DOI: https://doi.org/10.47772/IJRISS.2024.81000013.
[18] Kovič, K.; Tominc, P.; Prester, J.; Palčič, I.: Artificial Intelligence Software Adoption in Manufacturing Companies. In: Applied Sciences (2024) 14, p. 6959. DOI: https://doi.org/10.3390/app14166959.
[19] McElheran, K.; Li, J. F.; Brynjolfsson, E.; Kroff, Z.; Dinlersoz, E. et al.: AI adoption in America: Who, what, and where. In: Journal of Economics & Management Strategy (2024) 33, p.375-415. DOI: https://doi.org/10.1111/jems.12576.
[20] Kolbjørnsrud, V.: Designing the Intelligent Organization: Six Principles for Human-AI Collaboration. In: California Management Review (2024) 66, p. 44-64. DOI: https://doi.org/10.1177/00081256231211020.
Ihre Downloads
Lösungen: Produktionssteuerung Qualitätsmanagement