


MES Integration from a User Perspective |
Eine praxisbezogene Analyse in produzierenden Unternehmen am Beispiel eines Laser-Assistenzsystems
| Journal | Industrie 4.0 Management |
| Issue | Volume 35, 2019, Edition 1, Pages 31-34 |
| Open Access | https://doi.org/10.30844/I40M_19-1_S31-34 |
| Bibliography | Share | Cite | Download |
Abstract
Keywords
Article
Der Markt für Manufacturing Execution Systeme (MES) ist stark fragmentiert. Unternehmen unterschiedlicher Größe bieten branchen- und oft kundenspezifische Lösungen als On-premise oder cloudbasierte Software as a Service (SaaS) an. Dabei variiert der Funktionsumfang der MES oft erheblich [1, 2]. Die Fragmentierung des Marktes spiegelt sich in den Standardisierungsbestrebungen nationaler und internationaler Gremien wider. Zahlreiche Schnittstellen und Anforderungen wie Plug & Produce erhöhen die Komplexität weiter. Folgerichtig werden systematische Konzepte zur Unterstützung bei der Auswahl von MES angeboten [3, 4]. Neben den Anwendern von MES müssen auch Hersteller von Betriebsmitteln Technologieentscheidungen mit MES-Bezug treffen – oft in frühen Stadien der Produktentwicklung.
Dieser Beitrag liefert fundierte Daten, um sowohl Anwender als auch Hersteller bei ihren Entscheidungen zu unterstützen. Die Praxisrelevanz wird durch die Befragung von Produktionsexperten und durch den Bezug zu Laser-Assistenzsystemen als beispielhaftes industrielles Betriebsmittel sichergestellt. Laser-Assistenzsysteme können bidirektional mit MES kommunizieren und so als Datenquelle und -senke agieren. Sie können durch MES gesteuert werden und wichtige Betriebsdaten zur Verfügung stellen.
Laser-Assistenzsysteme sind menschzentrierte Betriebsmittel
Laser-Assistenzsysteme sind flexibel einsetzbare mensch-zentrierte Betriebsmittel, die produkt- und prozessrelevante Informationen basierend auf CAD-Daten projizieren. Die Informationen werden in Form von Linienzügen in-situ auf das Objekt projiziert. Eine präzise Darstellung von Konturen auf dreidimensionalen Objekten ist auch aus weiten Abständen und auf großen Objekten, beispielsweise in der XXL-Montage, möglich. Der digitale Arbeitsplan besteht aus Projektionssequenzen, die durch die Arbeitsvorbereitung aus CAD-Daten abgeleitet werden [5].
Projektionsgestützte Assistenzsysteme leiten den Menschen bei der Ausführung manueller Montage- und Fertigungstätigkeiten durch den Arbeitsprozess. Sie bieten in komplexen Prozessen, in denen Positioniergenauigkeit erforderlich ist, einen hohen Nutzwert [6]. Sie steigern die Effizienz und Prozesssicherheit und sind in zahlreichen Industrien wichtiger Bestandteil der Produktion. Integriert im Sinne der Industrie 4.0 bieten Laser-Assistenzsysteme umfangreiche Möglichkeiten für den Smart-Factory-Einsatz [7]. Im Gegensatz zu isolierten Systemen können MES-integrierte Laser-Assistenzsysteme flexibel gesteuert werden und wertvolle Produktionsdaten zur Verfügung stellen (Bild 1). Laser-Assistenzsysteme stehen dabei beispielhaft für flexible und wandlungsfähige Betriebsmittel der Industrie 4.0, die im Produktionsablauf mit dem Menschen interagieren.

Integration von MES und Betriebsmitteln ist eine Notwendigkeit
Um die Anforderungen von Smart Factories erfüllen zu können, müssen Produktionssysteme leicht rekonfigurierbar sein. MES sollen diesen Prozess durch Plug & Produce unterstützen und damit die Flexibilität und Wandlungsfähigkeit von Smart Factories der Industrie 4.0 sicherstellen. Die Integration von MES und Betriebsmitteln liefert dafür die Voraussetzung. Allerdings ist die Landschaft der Kommunikationsprotokolle heterogen.
In Europa dominiert das Open Platform Communications Unified Architecture (OPC UA) Protokoll der OPC Foundation. Das Protokoll ist als IEC 62541 Standard etabliert und soll über Companion Standards weiterverbreitet werden. Mit dem Reference Architecture Model Industrie 4.0 (RAMI4.0) des ZVEI, VDI, VDMA und Bitkom wurde zudem die Basis zum Einsatz von OPC UA in der Industrie 4.0 geschaffen [9].
MTConnect ist in den USA verbreitet. Der Kommunikationsstandard wurde ab 2006 von der Association for Manufacturing Technology (AMT) entwickelt und wird bevorzugt von Werkzeugmaschinenherstellern genutzt, um Maschinendaten über eine einheitliche Schnittstelle zur Verfügung zu stellen. Durch den unidirektionalen Austausch von Maschinendaten wird MTConnect als einfachste Integrationslösung beschrieben [10]. Plug & Produce wird bei MTConnect über individuelle Adapter und ein Agentensystem zur Vereinheitlichung von Daten realisiert.
Mit dem Message Queue Telemetry Transport (MQTT) existiert ein bereits im Jahr 1999 für einen zuverlässigen, bidirektionalen Nachrichtenaustausch kompakter Endgeräte mit geringer Kapazität entwickeltes Protokoll. MQTT ist weit verbreitet und kommt vor allem in Cloud-Anwendungen zum Einsatz. Der Fokus des Protokolls liegt auf der Einfachheit, Zuverlässigkeit und Skalierbarkeit vom kleinsten Sensor bis in die Cloud [11]. Auch das Advanced Message Queuing Protocol (AMQP) ist für die Anbindung an Cloud-Systeme geeignet [12].
Weitere oft branchenspezifische Lösungen setzen CSV- und XML-Dateien ohne einheitliche Semantik zum Datenaustausch zwischen MES und Betriebsmitteln ein [13]. Die fehlende Vernetzung von Produktionsprozessen wurde als Innovationshemmnis erkannt und im BaSys 4.0 Projekt des BMBF mit der Entwicklung einer virtuellen Middleware adressiert [14].
Methodik der Analyse
Die praxisbezogene Analyse einer MES-Betriebsmittelintegration am Beispiel eines Laser-Assistenzsystems zur Werkerführung stellt Daten zur momentanen Situation sowie zum Stellenwert der MES-Integration in der Zukunft bereit. Die Analyse basiert auf einer qualitativen und einer quantitativen Untersuchung. Zunächst wurden Quellen ausgewählter Meinungsträger der Industrie 4.0 unter Anwendung der Grounded Theory in Hinblick auf MES analysiert [15]. Dabei werden Daten systematisch analysiert und kodiert, um eine Theorie abzuleiten.
Insgesamt wurden acht Textbeiträge mit der Software Atlas.ti untersucht. Unter den Quellen sind fünf Experteninterviews, ein Expertengespräch, ein Forschungsbeitrag und eine Rede, welche die verschiedenen Sichtweisen der Industrie, von Verbänden und der Wissenschaft reflektieren [16-23]. Dabei wurden fünf Thesen entwickelt, die anschließend mit einer quantitativen Untersuchung hinterfragt wurden (Bild 2).
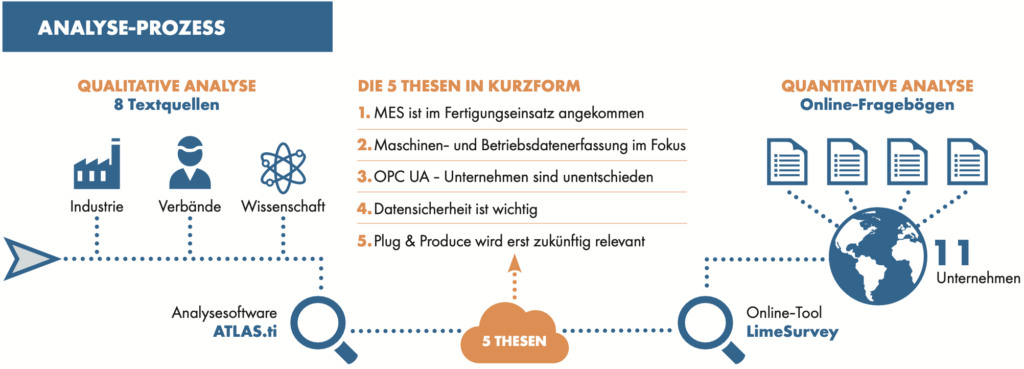
Für die quantitative Analyse wurden 19 Unternehmensvertreter als Stichprobe angefragt. Diese wurden systematisch nach Branche und Produktionserfahrung ausgewählt. Die befragten Experten sind mit Laser-Assistenzsystemen vertraut und arbeiten an Produktionsstandorten in Deutschland, Österreich, Dänemark, Schweden, den USA und Australien. Sie repräsentieren OEM und Zulieferer der Branchen Automobil (31,6 Prozent), Luftfahrt (31,6 Prozent), Erneuerbare Energien (15,8 Prozent) und sonstige herstellende Industrien (21 Prozent). 63 Prozent der Unternehmen sind Großunternehmen mit mehr als 10.000 Mitarbeitern. Die Befragung wurde im Juni 2018 mit dem Online-Tool LimeSurvey durchgeführt.
Der Fragebogen wurde in deutscher und englischer Sprache angeboten. Die insgesamt 14 Fragen waren kontextbezogen mit Antwortschemata hinterlegt. Zum Einsatz kamen Einfachauswahl, Mehrfachauswahl und eine 5er-Likert-Skala (unwichtig bis sehr wichtig mit N/A-Option). Durch Optimierungsmaßnahmen wurde eine hohe Rücklaufquote von 58 Prozent erreicht (n=11).
These 1: Nutzer von Laser-Assistenzsystemen verwenden MES in ihrer Fertigung.
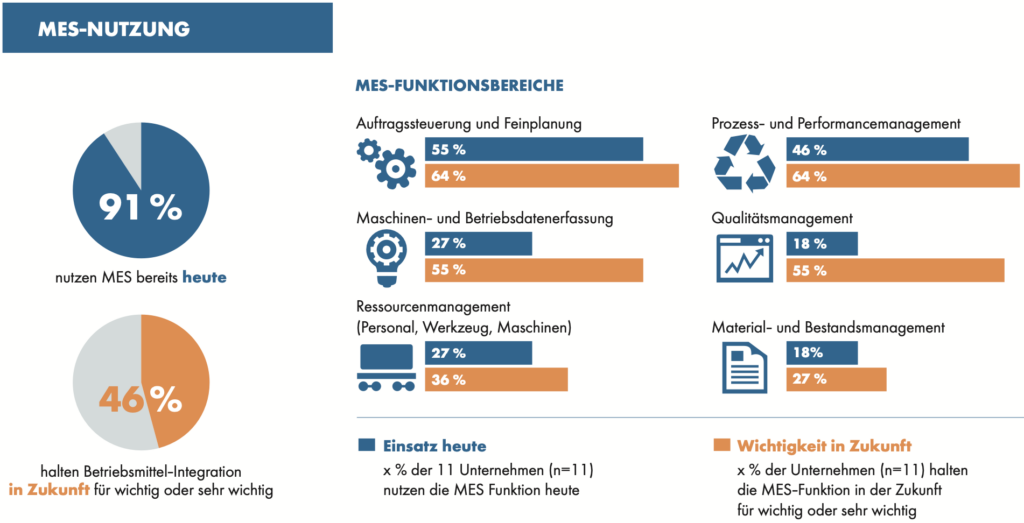
91 Prozent der Unternehmen nutzen MES bereits heute (Bild 3). Dabei setzen 9,1 Prozent Simatic IT und 27,3 Prozent SAP ME in der Fertigung ein. 54,6 Prozent der Unternehmen setzen sonstige MES ein. Bisher hat jedoch nur ein Unternehmen ein Laser-Assistenzsystem in ein MES integriert. Bei einem weiteren Unternehmen ist dies in Planung. 46 Prozent der Unternehmen halten jedoch die Betriebsmittel-integration in der Zukunft für wichtig oder sehr wichtig (Bild 3). Die Ergebnisse belegen, dass MES bei fast allen befragten Unternehmen operativ im Einsatz sind und die Integration von Laser-Assistenzsystemen im Produktionsumfeld diskutiert wird.
These 2: Nutzer von Laser-Assistenzsystemen setzen verschiedene Funktionsbereiche eines MES ein, wobei in Zukunft die „Maschinen- und Betriebsdatenerfassung“ besonders wichtig sein wird.
Alle sechs MES-Funktionsbereiche werden von den Unternehmen genutzt (Bild 3). Dabei werden die Funktionsbereiche „Auftragssteuerung und Feinplanung“ von 55 Prozent und „Prozess- und Performancemanagement“ von 46 Prozent der Befragten am häufigsten genannt. Auch in Zukunft werden alle MES-Funktionsbereiche für die Unternehmen bedeutsam sein. 64 Prozent der Experten halten die „Auftragssteuerung und Feinplanung“ und das „Prozess- und Performancemanagement“ für wichtig oder sehr wichtig. Die „Maschinen- und Betriebsdatenerfassung“ und das „Qualitätsmanagement“ steigen in ihrer Bedeutung und werden von je 55 Prozent der Unternehmen als wichtig oder sehr wichtig für die Zukunft bewertet.
Das Ergebnis zeigt deutlich die Vielfältigkeit der MES-Einsatzbereiche in der Fertigung. Die These der zunehmenden Wichtigkeit der „Maschinen- und Betriebsdatenerfassung“ kann um die zunehmende Wichtigkeit des „Qualitätsmanagements“ erweitert werden. Dennoch bleiben die Haupteinsatzbereiche Auftragssteuerung und Prozessmanagement auch in Zukunft die wichtigsten Funktionsbereiche.
These 3: Nutzer von Laser-Assistenzsystemen verwenden und bevorzugen OPC UA zur Integration von Betriebsmitteln in MES.
Ein differenziertes Bild ergibt sich bei der Frage nach Schnittstellen und Protokollen zur Integration von Betriebsmitteln in MES. Überraschenderweise gaben 55 Prozent der Experten an, nicht zu wissen, welche Schnittstellen und Protokolle verwendet werden. 18 Prozent der Befragten gaben an, OPC UA und XML zu nutzen. Bei der Frage, welche Schnittstellen und Protokolle in Zukunft eingesetzt werden sollen, um Laser-Assistenzsysteme in MES zu integrieren, herrscht keine einheitliche Meinung. So gab jeweils ein Unternehmen an, OPC UA, MQTT und MTConnect nutzen zu wollen. Zwei Unternehmen wollen zukünftig XML einsetzen. Sechs Unternehmensvertreter wussten nicht, über welche Schnittstelle eine Integration in der Zukunft umgesetzt werden soll.
Die These kann mit den Umfrageergebnissen daher nicht bestätigt werden. Die Vielfalt der technischen Integrationsmöglichkeiten in der digitalen Produktion scheint selbst erfahrenen Experten schwere Entscheidungen abzuverlangen.
These 4: Für Nutzer von Laser-Assistenzsystemen ist ein sicherer Datenaustausch zwischen Betriebsmitteln und MES wichtig.
82 Prozent der Unternehmen halten einen sicheren Daten- und Informationsaustausch zwischen den Systemen für wichtig bis sehr wichtig. Ein sicherer Datenaustausch ist damit eine Grundanforderung an Kommunikationsprotokolle zur Betriebsmittelintegration.
These 5: Nutzer von Laser-Assistenzsystemen verwenden bisher kaum Ansätze von Plug & Produce, halten es in Zukunft aber für wichtig.
64 Prozent der Unternehmen gaben an, noch keine Ansätze von Plug & Produce zu verwenden. Lediglich ein Unternehmen nutzt Plug & Produce, indem Rüstteile automatisch an- und abgemeldet werden. Das Konzept scheint für Unternehmen dennoch von Interesse zu sein. 36 Prozent der Unternehmen gaben an, dass Plug & Produce für ihr Unternehmen wichtig oder sehr wichtig ist. Ebenso viele Experten konnten die Wichtigkeit noch nicht einschätzen. Dagegen stuft kein Unternehmen Plug & Produce als unwichtig ein. Beim Thema Plug & Produce scheinen die Unternehmen unentschlossen zu sein. Das Ergebnis deckt sich mit der vorherrschenden Zurückhaltung beim Thema Schnittstellen und Protokolle.
Fazit und Ausblick
Die Thesen, die aus den Beiträgen von Meinungsträgern der Industrie, Verbänden und Wissenschaft abgeleitet wurden, konnten in wesentlichen Punkten durch die Unternehmensbefragung bestätigt werden. MES sind operativ weit verbreitet und die sichere Integration von Betriebsmitteln wie Laser-Assistenzsystemen ist von hoher Bedeutung. Durch die Integration sollen neben der Auftragssteuerung und dem Prozessmanagement zukünftig vor allem Maschinen- und Betriebsdaten erfasst und das Qualitätsmanagement verbessert werden. Lediglich die These, dass OPC UA bei der Integration von Betriebsmitteln bevorzugt wird, konnte nicht bestätigt werden.
Es scheint, dass zurzeit Unsicherheit und Zurückhaltung bei der technischen Umsetzung vorherrscht. Hier bietet sich eine Chance für Hersteller von Betriebsmitteln. Hersteller können durch eine frühzeitige Unterstützung technischer Standards zur Entscheidungsfindung der Anwender beitragen. Dabei müssen sie die unternehmerisch sinnvollste und zukunftssicherste Lösung unterstützen. Anwender sollten bei ihren MES-Investitionen auch die zukünftig wichtigen Funktionen in ihre Entscheidungsfindung einfließen lassen. Sie sollten sich zudem für MES-Systeme entscheiden, welche die am weitesten verbreiteten Schnittstellen und Standards unterstützen. Die Sicherheit der Datenübertragung muss dabei eine Grundvoraussetzung sein.
Mit der gewählten Methodik wurde die MES-Betriebsmittelintegration am Beispiel eines Laser-Assistenzsystems über das Hilfsmittel der Thesen mit direktem Praxisbezug diskutiert und größtenteils validiert. Die Ergebnisse unterstützten Anwender und Hersteller von Betriebsmitteln bei der Bewertung ihrer momentanen MES-Situation und ihrer Realisierung der Smart Factory der Industrie 4.0. Zukünftige Arbeiten werden Integrationsmöglichkeiten von Laser-Assistenzsystemen auf Steuerungsebene und industrielle Datenanalyse in cloudbasierten Lösungen beinhalten.
Bibliography
[1] Wiendahl, H.-H.; Kluth, A.; Kipp, R.: Marktspiegel Busi- ness Software – MES – Ferti- gungssteuerung 2017/2018. 6. Auflage. Aachen 2017.[2] Al-Scheikly, B. (Hrsg): MES Manufacturing Execution Systems. Wissen Kompakt 2018/19 (2018), S. 30-35.
[3] Koch, R.-A.; Rücker, T.; Schneider, H. M.; Stodt, S.: Manufacturing Execution Systems/ Advanced Planning and Scheduling Systems. In: In- dustrie Management 34 (2018) 3, S. 55-58.
[4] Koch, R.-A.; Rücker, T.; Schneider, H. M.; Stodt, S.: Auswahl von Manufacturing Execution Systems/Advanced Planning and Scheduling Systems. In: Industrie Management 34 (2018) 4, S. 57-61.
[5] Müller-Polyzou, R; Märtterer, J.: Aus der virtuellen CAD- Welt in die Produktion. In: Der Konstrukteur (2018) 4, S. 94-96.
[6] Merazzi, J.; Friedel, A.: Einteilung und Bewertung von Montageassistenzsystemen. In: ZWF Jahrg. 112 (2017) 6, S. 413-416.
[7]Georgiadis, A.; Müller-Polyzou, R.: Standardized manufacturing cells for flexible and versatile composite production in the smart factory. In: JEC Composites Magazine N°119 (2018), S. 32-34.
[8] Louis, P.: Manufacturing Execution Systems. Grundlagen und Auswahl. Wiesbaden 2009.
[9] Dürkop, L.; Jasperneite, J.: Plug & Produce als Anwen- dungsfall von Industrie 4.0. In: Handbuch Industrie 4.0. Bd. 2: Automatisierung, 2. Auflage. Berlin 2017.
[10] Knoll, A.: OPC UA, DDS und MTConnect für I4.0. Jeder Anwendung ihr Protokoll. URL: https://www.elektroniknet.de/markt-technik/industrie-40-iot/jeder-anwendung-ihr-protokoll-135448.html, Abrufdatum 18.08.2018.
[11] Wende, J.: Warum MQTT für Industrie 4.0. URL: https://m2m-magazin.de/warum-mqtt-fuer-industrie-4-0/, Abrufdatum 01.06.2018.
[12] Spinnarke, S.: OPC UA wird Industrie 4.0-Standard. URL: https://www.produktion.de/trends-innovationen/opc-ua-wird-neben-anderen-industrie-4-0-standard-334.html?page=1, Abrufdatum 01.06.2018.
[13] Kletti, J.: MES – Manufacturing Execution System. Moderne Informationstechnologie unterstützt die Wertschöpfung. 2. Auflage. Berlin Heidelberg 2015.
[14] Basissystem Industrie 4.0: Eine offene Plattform für die vierte industrielle Revolution. URL: https://www.basys40.de/, Abrufdatum 25.08.2018.
[15] Corbin, J.; Strauss, A: Grounded Theory Research: Procedures, Canons and Evaluative Criteria. In: Zeitschrift für Soziologie (1990), S. 418-427.
[16] Zieblo, K.; Interview: Produktionsprozesse mit MES vereinfachen. URL: https://www.it-zoom.de/it-mittelstand/e/produktionsprozesse-mit-mes-vereinfachen-8990/, Abrufdatum 24.11.2018.
[17]Corban, M.: Interview: Big Data im Visier. Welche Rolle spielen MES in der Industrie 4.0? URL: https://wirautomatisierer.industrie.de/systeme/leittechnik-mes/bigdata-im-visier/, Abrufdatum 24.11.2018.
[18] Kieser, D.; Interview: Nicht zu viel auf einmal. In: Industrieanzeiger 07 (2018), S. 50-51.
[19] Kletti, J; Sauer, O.; Expertengespräch: Erst mal Hausauf- gaben machen. URL: https://files.vogel.de/vogelonline/vogelonline/files/8581.pdf, Abrufdatum 24.11.2018.
[20] Sauer, O.: Entwicklungstrends von MES in der Industrie 4.0. In: MES im Fokus (2014), S. 10-12.
[21] Franke, J; Meyer, S.; Interview: Wo ist der Stecker für smart data? In: atp edition 6 (2016), S. 16-21.
[22] Welcker, C.M.: Rede VDMA Wirtschaftspressekonferenz auf der Hannover Messe 2017. URL: https://www.vdma.org, Abrufdatum 24.11.2018.
[23] Themes, M.: Interview; In: IT2IndustryBlog; URL: http://www.blog.it2industry.de/2015/10/07/interview-prof-dr-juergen-kletti-mpdv-microlab-gmbh/, Abrufdatum 24.11.2018.






