Increased Productivity in Engineer-to-Order Production |
Digital assistance between design and production in shipbuilding
| Journal | Industry 4.0 Science |
| Issue | Volume 41, 2025, Edition 5, Pages 78-85 |
| Open Access | https://doi.org/10.30844/I4SE.25.5.76 |
| Bibliography | Share | Cite | Download |
Abstract
Article
Engineer-to-order is a form of production in which products are developed or designed specifically for a customer order [1]. It often goes hand in hand with one-off production. With this approach, the design and specification of the end product only begin once a customer order has been received [3]. This means that the earliest possible customer order decoupling point, i.e., the earliest possible assignment of an order to a customer, is achieved. The customer therefore has influence over the design of the ordered product [2] throughout the entire product development process.
In contrast to other production strategies, design changes can be requested during engineer-to-order production [4]. A classic design freeze does not exist or is not considered immutable. Similarly, the front-loading approach, in which emerging changes to the product are implemented before the start of production, cannot be easily implemented [5]. The individual phases of the product development process, such as design, planning and control and production, instead run in parallel [6]. This serves to shorten throughput times for time-consuming engineer-to-order products. There are two terms for this approach, which are often used synonymously [7]: concurrent engineering (CE) and simultaneous engineering (SE).
In general, process overlap requires increased communication between the individual levels of a company. Despite ongoing efforts in the context of digitalization and Industry 4.0, consistent and holistic networking within indirect areas remains challenging [8]. Many of the desired digitalization solutions provide for selective optimization of isolated process steps. As a result, a large number of different software tools are used, which leads to a heterogeneous system landscape with isolated data silos [9].
Approaches used in product design particularly aim at holistic data management. Product lifecycle management (PLM) [10], which is offered by software providers such as Siemens, is noteworthy here. These systems enable CAD data, among other things, to be enriched with additional metadata such as material properties and component masses. However, monolithic overall systems are often ineffective due to the wide variety of parties involved, some of whom are external. Overall, there is therefore a shift towards interface-based systems [11].
One industry that frequently engages in engineer-to-order production is specialty shipbuilding [2]. Due to parallelization, production in shipbuilding begins before the design has been completely finalized, which leads to an overlap of the non-physical and physical phases [12]. As a result, production and planning begin with an information deficit, whilst progress in production has a significant influence on design [12]. Changes in design can therefore result in structures that have already been manufactured ending up as scrap [10], as they cannot be adapted at a reasonable cost.
Equally, the integration of operating data from the field level into the ongoing design process is not currently state of the art [13]. Instead, the coordination of design, planning, and production is managed using conventional IT and communication tools and increased manual effort.
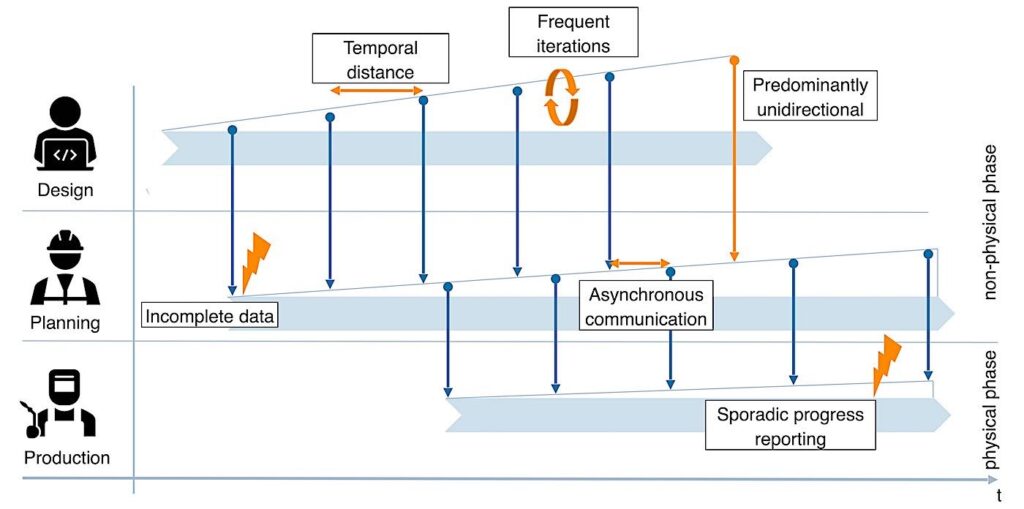
The dynamics of iteration loops, internal and external disruptions, and control measures in the field are often not sufficiently represented. Figure 1 summarizes the described framework conditions of the engineer-to-order process. It shows, on the one hand, the parallel process and, on the other hand, the process-accompanying increase in information density beyond the start of production.
![Figure 1: a) Parallel process flows in shipbuilding (according to [14]); b) Information density in one-off production (according to [15]).](https://industry-science.com/wp-content/uploads/2025/09/Sender_I4S-25-5_Figure-1.jpeg)
Production-related design changes
In shipbuilding, as already described, the customer has a significant influence on the end product, although this does vary depending on the type of ship and the market position. For European shipbuilders, allowing this influence is, in some cases, part of their business model; after all, it offers customers the greatest possible flexibility. In this model, private customers express changing individual wishes throughout the product development process, often with regard to the equipment of the vessel.
In addition to customer wishes, there are changing legal requirements, which in turn necessitate technical changes to the product. This also has an impact on technical design in the public sector. The focus of European shipbuilders on specialty shipbuilding further increases the complexity of system components and causes the potential areas of influence during the construction phase to proliferate [16].
Design changes have a direct impact on the production process, because drawings and parts lists that have already been approved must be subsequently modified [17]. The product development process used in automotive manufacturing is a useful benchmark for comparison. This process stipulates that design changes be integrated in the next design upgrade or production series [3]. In series production, design changes can be introduced before the start of production to mitigate their effects.
In shipbuilding, however, there is neither a prototype nor a zero series [4]. Adaptation is only possible to a limited extent, as customer requirements, for example, cannot be scheduled [5]. Design freezes must sometimes be lifted, following an assessment of the effects of potential design adjustments on the specific ship structure.
Dealing with this type of change in engineer-to-order processes is described in the literature as engineering change management (ECM) [18]. It differs greatly from automotive engineering, as components are already in production and adjustments result in scrap or rework. In common ECM models, the ongoing manufacturing process is not taken into account [19]. In order to ensure efficient implementation of subsequent design changes, the inclusion of production progress in the form of a digital shadow is urgently required.
Analysis of efficiency losses due to design changes
The current state of the art in dealing with subsequent design changes leads to an increased proportion of scrap, errors, and communication effort in shipbuilding practice. Our own investigations in selected production areas of German shipyards show that approximately 10% of the hours spent on manufacturing and assembly are due to changes. Rework and new production are resource inputs and workloads that offer potential savings.
Currently, in order to avoid or reduce the effects of changes, increased manual effort is required in work organization. The parallel nature of design change and production control means that quick interventions are essential. As a result, progress is communicated verbally, by email, or via other messaging services. However, design changes can cause the number of planning tasks to increase by up to 25%, which results in a loss of clarity. Structured evaluation based on reliable data is rare.
As already mentioned, PLM systems can be used to aid the process. In design, successive enrichment of the data creates a kind of digital thread of the ship design [8]. The same applies to the subsequent process levels, such as production planning. Here, too, an isolated thread with its own focus is created. Necessary initial data is transferred upon completion of various milestones. Using this system means that subsequent changes and their status are often only communicated with a delay, with the field level as the last link in the chain. If information is transported in analog form of printed drawings and parts lists, it is not possible to react to such interventions in real time.
The circumstances described apply to the distinct departments involved in shipbuilding. However, there are additional dependencies also among the shipyard’s production systems. On top of this, specialized production departments sometimes access the plant technology of other locations within a shipyard group or a project-related joint venture in order to achieve increased efficiency for the shipyards as a holistic production system [20]. Figure 2 summarizes these aspects of efficiency loss in the shipbuilding product development process and illustrates the influences of parallel processes in combination with increasing data quality over time.
Areas for action to increase efficiency
The main disadvantages of implementing SE or CE are the increases in 1) communication requirements across departments and 2) coordination complexity [21]. If communication processes are managed inefficiently, problems arise that counteract the desired savings in time and cost. Analyses carried out at German shipyards confirm this. A number of studies demonstrate that the resulting efficiency losses in engineer-to-order projects can be classified into two areas for action:
Lack of process synchronization: Uncoordinated processes between design, planning, and production mean that essential documents are not available on time in accordance with the production plan. This leads to production backlogs due to delayed design documents or material deliveries. Another reason for this is that departmental work packages are sometimes planned on a large scale and allow for flexibility in the details, for example in the order of execution.
Lack of up-to-date process status: Due to frequent design changes, different versions of parts lists and drawings exist in different departments. Maintaining consistent information across all departments is particularly difficult when paper-based work documents are used. As a result, components are completed according to old designs, even despite the existence of new, updated drawings. In this case, the component must be rejected and remanufactured according to the new drawing.
If items on the bill of materials (BOM) have been modified and new materials must be procured, additional procurement processes may be required. This is often caused by a lack of knowledge about changes or delays in individual processes that are not communicated in a timely or complete manner along the process chain. This can be, for example, a changed production sequence due to delivery delays or a subsequent adjustment due to technical changes, for example in the design of the engine room.
Assistance systems to increase productivity
Knowledge of the necessary areas for action enables the design of assistance systems specifically geared toward increasing productivity. One approach involves the automated synchronization of design and production processes to support process planning. To achieve this, the different systems must be seamlessly integrated.
Generic interfaces enable the isolated digital threads and the content of the separate systems to be linked whilst preserving the special capabilities of the respective departmental software. This is implemented through automatic, near-real-time synchronization for defined key events, whereby short-cycle status changes such as change requests, technical reviews, drawing approvals, and production milestones are immediately updated in all relevant systems.
The data generated at the process levels is kept consistent throughout, resulting in a holistic digital thread. The event-driven synchronization avoids unnecessary, time-consuming processes. Overall, this approach reduces errors, decreases the need for manual communication, speeds up decision-making processes, and improves the quality of the production chain. Automated updates also prevent errors in information transfer.
A second expanded approach involves planning support for shipbuilding production that takes design changes into account throughout the process. The aim here is to make event-specific adjustments to production plans, thus minimizing delays and cost increases. The integration of a shipbuilding-oriented ECM ensures that modifications are implemented and documented efficiently. The starting point is the early, needs-based scheduling of smaller production and assembly packages among the existing long-term work packages.
On this basis, both the latest possible delivery dates and the more finely scheduled work packages for the upstream design processes can be automatically derived. Critical milestone dates, such as the start of production or the commissioning of the ship, are used as additional reference points.
During the product development process, close coordination between the various divisions and continuous progress monitoring take place. If design changes are necessary, a comparison is made with the current synchronized production status. Using Design for X methods, design and planning work together to find the best technical solution for the current production status. Production planning then schedules this in terms of timing and capacity.
Here, various measures for implementing the changes [5, 22] can be considered in a standardized manner. Time bottlenecks become immediately visible, allowing the focus to be placed on process-optimized selection. The relevant control points for timely and resource-efficient implementation are embedded in the digital thread. The result is a planning environment that always takes into account the current process status from the product development process areas.
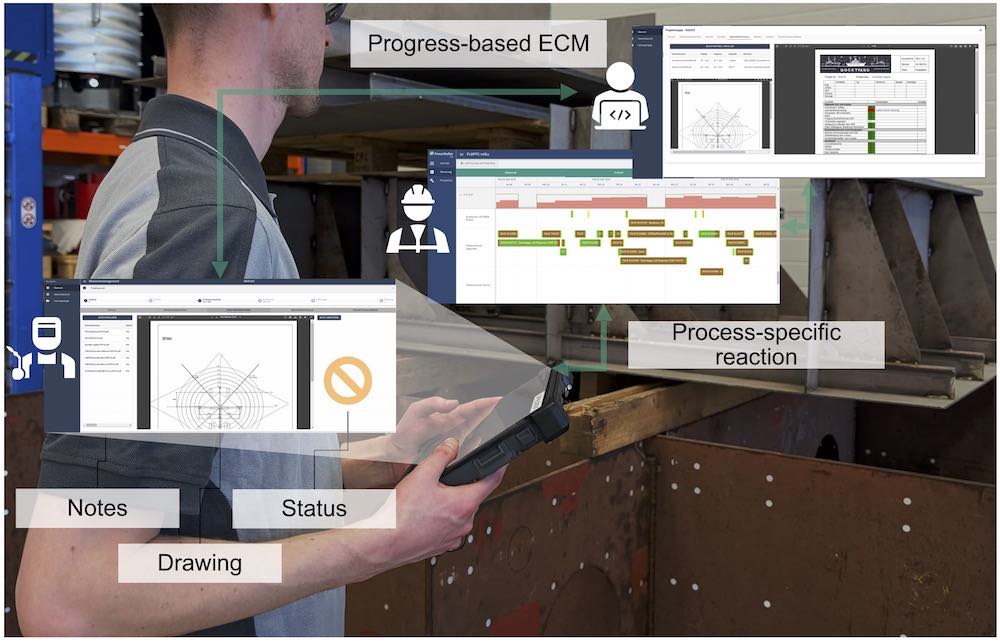
The following describes the implementation of both approaches in a software prototype. For this purpose, a Siemens PLM and an ERP system are connected via interfaces for data synchronization (digital thread). In the assistance system, the combined information is used to automatically calculate and display the expected schedules for each standardized measure. In accordance with the process-specific response, scheduling and the flow of information to production are accompanied by notes on technical changes.
Figure 3 shows the interaction of the various levels and departments during the software implementation. As part of the solution-finding process, the design department also receives information on the current production status of, for example, an assembly step. The planning department, in turn, is directly informed of any design changes in progress.
Initial tests were carried out at a yacht-building shipyard over a period of 18 months. They resulted in the following improvements:
- less rejects;
- significant reduction in manual planning effort;
- less effort in assembly rework.
Beyond these concrete improvements, the implementation also received positive feedback from employees due to increased transparency.
There is enormous potential for application on a broader level, for example with the integration of procurement processes or, in the long term, a cross-location approach. This would allow both internal and external suppliers to be integrated into the process to minimize overall effort and error. That being said, this would lead to more complex dependencies. Therefore, in order to reflect these interrelationships, methods such as discrete-event simulation should be considered in future studies.
The original German version of this article can be accessed via DOI: 10.30844/I4SD.25.5.78
Bibliography
[1] Nam, S.; Shen, H.; Ryu, C.; et al.: SCP-Matrix based shipyard APS design: Application to long-term production plan. In: International Journal of Naval Architecture and Ocean Engineering 10 (2018) 6, pp. 741-761.[2] Grabner, T.: Operations Management. Auftragserfüllung bei Sach- und Dienstleistungen. Wiesbaden 2017.
[3] Iakymenko, N.; Romsdal, A.; Semini, M.; et al.: Managing engineering changes in the engineer-to-order environment: challenges and research needs. IFAC-PapersOnLine 51 (2018) 11, pp. 144-151.
[4] Mckendry, D.; Whitfield R., I.; Duffy, A. H. B.: Key findings to support the development of a framework for the implementation of Product Lifecycle Management in Engineer to Order Products. In: Gao, J.; El Souri, M.; Keates, S. (eds.): Advances in Manufacturing Technology XXXI. Proceedings of the 15th International Conference on Manufacturing Research, incorporating the 32nd National Conference on Manufacturing Research, pp. 464-469. Amsterdam 2017.
[5] Jagusch, K.; Sender, J.; Jericho, D.; et al.: Approach of Partial Front-Loading in Engineer to Order. In: Elstermann, M.; Dittmar, A.; Lederer, M. (eds.): Subject-Oriented Business Process Management. Models for Designing Digital Transformations, pp. 111-120. Cham 2023.
[6] Gruß, R.: Schlanke Unikatfertigung. Zweistufiges Taktphasenmodell zur Steigerung der Prozesseffizienz in der Unikatfertigung auf Basis der Lean Production. 2010.
[7] Putnik, G. D.; Putnik, Z.: Defining Sequential Engineering (SeqE), Simultaneous Engineering (SE), Concurrent Engineering (CE) and Collaborative Engineering (ColE): On similarities and differences. Procedia CIRP 84 (2019), pp. 68-75.
[8] Jagusch, K.; Sender, J.; Jericho, D.; et al.: Digital thread in shipbuilding as a prerequisite for the digital twin. Procedia CIRP 104 (2021), pp. 318-323.
[9] Möller, A.: Modulare Produktion, Vernetzung und Industrie 4.0. CITplus 25 (2022) 7-8, pp. 22-24.
[10] Iakymenko, N.; Romsdal, A.; Alfnes, E.; et al.: Status of engineering change management in the engineer-to-order production environment: insights from a multiple case study. In: International Journal of Production Research 58 (2020) 15, pp. 4506-4528.
[11] Finkel, N.: Verständnis der Ressource IT im Wandel – Integration und Interoperabilität das Maß der Dinge. In: Zentrum für Digitalisierung.Bayern (ed.): Digitales Engineering im Holozän von Industrie 4.0 und Business Transformation. Globale Entwicklungen und Herausforderungen, 2021, pp. 32-33.
[12] Kersten, W.; Kern E.-M.: Flexibilität in der verteilten Produktentwicklung. In: Kaluza, B.; Blecker, T.; Behrens, S. (eds.): Erfolgsfaktor Flexibilität. Strategien und Konzepte für wandlungsfähige Unternehmen, pp. 229-250. Berlin 2005.
[13] Külschbach, A.: Systematische Bewertung von Änderungsanfragen in der Produktion. Dissertation, RWTH Aachen University 2021.
[14] FINCANTIERI S.p.A.: Business Model. URL: https://www.fincantieri.com/en/group/business-model/, accessed 16.04.2025.
[15] Hirsch, B. E.: CIM in der Unikatfertigung und -montage. Leitfaden zum Erfolg. Berlin 1992.
[16] Kamola-Cieslik, M.: Changes in the Global Shipbuilding Industry on the Examples of Selected States Worldwide in the 21st Century. In: European Research Studies Journal XXIV (2021) 2B, pp. 98-112.
[17] Halata, S. P.: Augmented-Reality-gestützte Informationsbereitstellung für die Unikatproduktion. Dissertation, Hamburg University of Technology 2018.
[18] Jarratt, T.; Clarkson, J.; Eckert, C.: Engineering change. In: Clarkson, P. J.; Eckert, C. (eds.): Design process improvement. A review of current practice, pp. 262-285. London 2005.
[19] German Association of the Automotive Industry: Engineering Change Management Reference Process. Covering ECM Recommendation V2.0. Covering VDA 4965 V3.0 2009.
[20] Sender, J.; Illgen, B.; Flügge, W.: Digital design of shipbuilding networks. Procedia CIRP 79 (2019), pp. 540-545.
[21] Schlick, C. M.; Bruder, R.; Luczak, H.: Arbeitswissenschaft. Berlin, Heidelberg 2010.
[22] Jagusch, K.; Sender, J.; Jericho, D.; et al.: Process control measures in reaction to assembly adjustments in one-off production. Procedia CIRP 106 (2022), pp. 258-263.
Your downloads
Solutions: Process Management Production Planning