Produktivitätssteigerung in der Engineer-to-Order-Produktion |
Digitale Assistenz an der Schnittstelle zwischen Konstruktion und Produktion im Schiffbau
| Zeitschrift | Industry 4.0 Science |
| Ausgabe | 41. Jahrgang, 2025, Ausgabe 5, Seite 78-85 |
| Open Access | https://doi.org/10.30844/I4SD.25.5.78 |
| Literatur | Teilen | Zitieren | Download |
Abstract
Keywords
Artikel
Engineer-to-Order (ETO) ist eine Produktionsart, bei der die Produkte eigens für einen Kundenauftrag entwickelt bzw. konstruiert werden [1]. Häufig geht die ETO-Fertigung auch mit einer Einmalfertigung einher. Repräsentativer Vertreter für die ETO-Fertigung mit Unikatcharakter ist der Spezialschiffbau [2]. Konstruktion und Spezifikation des Endprodukts beginnen erst mit dem Eingang eines Kundenauftrags [3]. Dies führt dazu, dass der frühestmögliche Kundenentkopplungspunkt, also die frühestmögliche Zuordnung eines Auftrags zum Kunden, erreicht wird. Somit hat der Kunde über den gesamten Produktentstehungsprozess (PEP) Einfluss auf die Gestaltung des bestellten Produkts [2], in diesem Fall des Schiffes.
Im Gegensatz zu anderen Produktionsstrategien können Konstruktionsänderungen auch während der Produktion angefordert werden [4]. Ein klassischer Design Freeze existiert nicht bzw. wird nicht als unveränderbar angesetzt. Ebenso lässt sich im ETO-Modell der Frontloading-Ansatz, bei dem aufkommende Änderungen am Produkt möglichst vor Produktionsstart umgesetzt werden, nicht ohne Weiteres implementieren [5].
Aus Prozesssicht muss berücksichtigt werden, dass die einzelnen Phasen des PEP wie Konstruktion, Produktionsplanung und -steuerung sowie die Produktion parallel ablaufen [6]. Dies dient der Verkürzung der Durchlaufzeiten bei zeitintensiven ETO-Produkten. Für dieses Vorgehen existieren zwei Begriffe: Concurrent Engineering (CE) sowie Simultaneous Engineering (SE). Oftmals werden diese jedoch synonym verwendet [7].
Generell erfordert die Prozessüberlappung eine verstärkte Kommunikation zwischen den einzelnen Ebenen eines Unternehmens. Trotz anhaltender Bemühungen im Rahmen der Digitalisierung und Industrie 4.0 ist eine durchgängige und ganzheitliche Vernetzung innerhalb der indirekten Bereiche nach wie vor nicht gelöst [8]. Viele der angestrebten Digitalisierungslösungen sehen eine punktuelle Optimierung isolierter Prozessschritte vor. In der Folge wird eine Vielzahl unterschiedlicher Softwaretools eingesetzt, was jedoch zu einer heterogenen Systemlandschaft mit isolierten Datensilos führt, die in der Industrie 4.0 aufgebrochen werden sollen [9].
Ansätze, die insbesondere im Produktdesign zum Einsatz kommen, streben ein ganzheitliches Datenmanagement an. Hier ist vorrangig das Product Lifecycle Management (PLM) zu nennen [10], das Softwareanbieter wie Siemens anbieten. In dieses werden unter anderem CAD-Daten mit zusätzlichen Metadaten wie Materialeigenschaften und Bauteilmassen angereichert. Gleichzeitig ist der Einsatz von monolithischen Gesamtsystemen bedingt durch verschiedenste, teils externe Beteiligte, nicht zielführend. Insgesamt findet daher ein Wandel zu schnittstellenbasierten Systemen statt [11].
Bezogen auf die schiffbauliche Anwendung bedeutet dies, dass in den einzelnen Unternehmensbereichen mit verschiedenen IT-Systemen gearbeitet wird. Die Produktion im Schiffbau beginnt aufgrund der Parallelisierung bereits vor der vollständigen Finalisierung der Konstruktion, was zu einer Überschneidung der nicht-physischen und physischen Phasen führt [12]. In der Folge startet der Produktionsprozess und ebenso die Planung mit einem Informationsdefizit. Gleichzeitig hat der Fortschritt in der Produktion einen erheblichen Einfluss auf die Konstruktion [12].
Änderungen in der Konstruktion können daher dazu führen, dass bereits hergestellte Strukturen als Ausschuss enden [10], da sie nicht mit vertretbarem Aufwand angepasst werden können. Die Integration von Betriebsdaten aus der Feldebene in den laufenden Konstruktionsprozess ist jedoch derzeit nicht Stand der Technik [13]. Vielmehr wird die notwendige Abstimmung von Konstruktion, Planung und Produktion mit herkömmlichen IT- und Kommunikationsmitteln und erhöhtem manuellem Aufwand abgebildet.
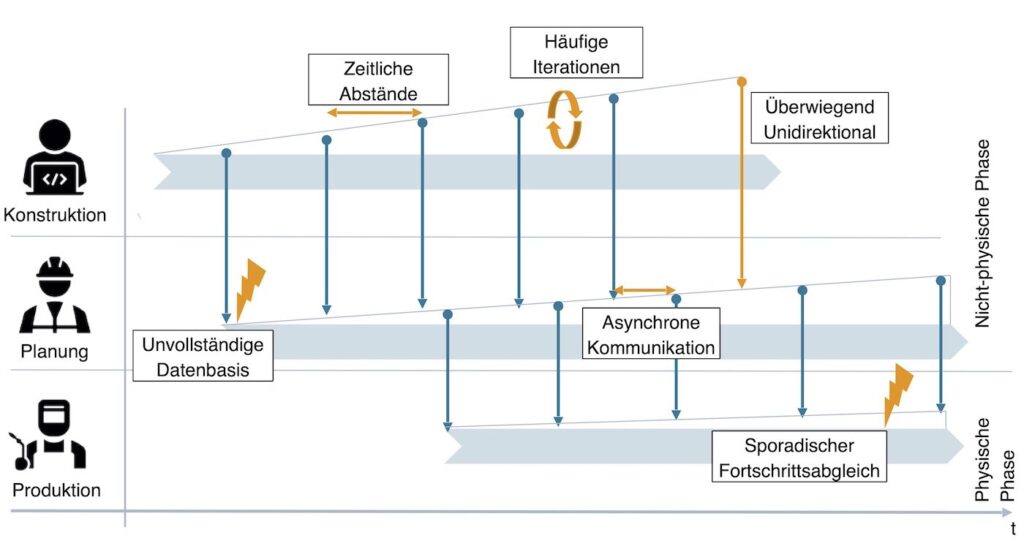
Die Dynamik von Iterationsschleifen, internen und externen Störungen und Steuerungsmaßnahmen im Feld kann so nicht vollständig abgebildet werden. Bild 1 fasst die beschriebenen Rahmenbedingungen des ETO-Prozesses zusammen. Es zeigt zum einen die parallele Abwicklung der Prozessschritte und zum anderen den prozessbegleitenden Anstieg der Informationsdichte über den Produktionsstart hinaus.
![Bild 1: a) Parallele Prozessabläufe im Schiffbau (nach [14]); b) Verlauf der Informationsdichte in der Unikatfertigung (nach [15]). ETO](https://industry-science.com/wp-content/uploads/2025/09/Sender_I4S-25-5_Bild-1-1024x758.jpeg)
Produktionsbegleitende Konstruktionsänderungen
Wie erläutert, übt im Schiffbau der Kunde einen nachhaltigen Einfluss auf das Endprodukt aus. Dies variiert je nach Schiffstyp und Marktposition. Bei den europäischen Schiffbauern ist das Zulassen dieses Einflusses zum Teil sogar Geschäftsmodell, um Kunden die größtmögliche Flexibilität zu gewähren. Privatkunden äußern über den PEP hinweg wechselnde individuelle Wünsche, insbesondere über die Ausrüstung des Schiffes. Hinzu kommen wechselnde gesetzliche Anforderungen, die wiederum technische Änderungen am Produkt nach sich ziehen.
Auch im Bereich der öffentlichen Auftraggeber hat dies Auswirkungen auf die technische Gestaltung. Die Fokussierung europäischer Schiffbauer auf den Spezialschiffbau steigert die Komplexität bei Systemkomponenten zusätzlich und stärkt damit potenzielle Einflussbereiche für Änderungen während der Bauphase [16].
Die Konstruktionsänderungen haben direkten Einfluss auf den Produktionsprozess. Bereits freigegebene Zeichnungen und Stücklisten werden aufgrund dessen nachträglich geändert [17]. Als optimierter Referenzprozess wird der PEP des Automobilbaus vergleichend betrachtet. Dieser sieht vor, dass Konstruktionsänderungen in das nachfolgende Design Upgrade oder die Serie übertragen werden [3]. Im Schiffbau gibt es weder einen Prototyp noch eine Serie Null [4]. Der Umgang mit dieser Art Änderung in ETO-Prozessen wird in der Literatur als Engineering Change Management (ECM) beschrieben [18]
In der Serienproduktion existieren Ansätze, um Konstruktionsänderungen zeitlich vor Produktionsbeginn zu lancieren, um deren Auswirkungen abzuschwächen. Die Adaption für den Schiffbau ist nur geringfügig möglich, da bspw. Kundenwünsche nicht terminierbar sind [5]. Der darin vorgestellte Design-Freeze muss bei Bedarf aufgelöst werden können. Zunächst ist jedoch eine Bewertung der Auswirkungen potenzieller Konstruktionsanpassungen an die spezielle Schiffsstruktur vorgeschaltet.
Ein Sachverhalt, der stark vom Automobilbau abweicht, da sich Bauteile bereits in der Produktion befinden und eine Anpassung Ausschuss oder Nacharbeit nach sich zieht. Daher findet der laufende Fertigungsprozess in gängigen ECM-Modellen keine Berücksichtigung [19]. Eine effiziente Umsetzung nachträglicher Konstruktionsänderungen erfordert daher die Einbeziehung des Produktionsfortschritts in Form eines digitalen Schattens.
Analyse der Effizienzverluste durch Konstruktionsänderungen
Der aktuelle Stand der Technik zum Umgang nachfolgender Konstruktionsänderungen führt in der schiffbaulichen Praxis zu einem erhöhten Anteil an Ausschuss, Fehlleistungen und Kommunikationsaufwand. Eigene Untersuchungen in ausgewählten Produktionsbereichen deutscher Werften zeigen dabei, dass ca. 10 % des Stundenaufwands in Fertigung und Montage infolge von Änderungen auftreten. Nacharbeit und Neuproduktion sind Ressourceneinsätze und Arbeitsaufwände, die Einsparpotenziale bieten.
Um die Auswirkungen zu vermeiden oder zu reduzieren, ist derzeit ein erhöhter manueller Aufwand in der Arbeitsorganisation erforderlich. Das Auftreten von 10 % der Konstruktionsänderungen erfolgt dabei zeitlich parallel zur Fertigungseinsteuerung der betroffenen Baugruppen, sodass schnelle Eingriffe erforderlich sind.
In der Konsequenz wird der Fortschritt auf den einzelnen Ebenen mündlich, per E-Mail oder über andere Nachrichtendienste kommuniziert. Gleichzeitig führen Konstruktionsänderungen zu einer bis zu 25 % höheren Zahl von Planvorgängen. In der Folge sinkt die Übersichtlichkeit. Eine strukturierte Auswertung anhand zuverlässiger Daten ist selten. Wie beschrieben, werden PLM-Systeme im Konstruktionsprozess eingesetzt. Durch sukzessive Anreicherung der Daten wird eine Art digitaler Faden (Digital Thread) der Schiffskonstruktion erstellt [8].
Gleiches gilt für die nachfolgenden Prozessebenen wie etwa die Produktionsplanung. Auch hier entsteht ein isolierter Thread mit eigenem Fokus. Notwendige Ausgangsdaten werden bei Abschluss verschiedener Meilensteine übertragen. Nachträgliche Änderungen und deren Status werden daher häufig nur zeitverzögert kommuniziert. Als letztes Glied der Prozesskette wird die Feldebene informiert. Werden Informationen analog in Form von ausgedruckten Zeichnungen und Stücklisten transportiert, kann auf derartige Eingriffe nicht in Echtzeit reagiert werden.
Die beschriebenen Sachverhalte gelten für die einzelnen Bereiche des Schiffbaus. Es bestehen jedoch zusätzliche Abhängigkeiten zwischen den werfteigenen Produktionssystemen. Nicht zuletzt greifen spezialisierte Produktionsabteilungen mitunter auf die Anlagentechnik anderer Standorte innerhalb einer Werftengruppe oder eines projektbezogenen Joint Ventures zu, um eine Effizienzsteigerung für die Werften als ganzheitliches Produktionssystem zu erzielen [20].
Bild 2 fasst die genannten Aspekte der Effizienzverluste im schiffbaulichen PEP zusammen und verdeutlicht die Einflüsse der parallelen Abläufe in Kombination mit der steigenden Datengüte im Zeitverlauf.
Handlungsfelder für Effizienzsteigerungen
Die wesentlichen Nachteile der Umsetzung von SE bzw. CE sind die erhöhten Kommunikationsanforderungen über Abteilungsgrenzen hinweg und die zunehmende Komplexität der Koordination [21]. Werden Kommunikationsprozesse ineffizient geführt, entstehen Schwachstellen, die der gewünschten Zeitersparnis und geplanten Kostenminimierung entgegenwirken. Dies lässt sich aus den Analysen auf den deutschen Werften in der Praxis bestätigen. Die aufgeführten Untersuchungen haben gezeigt, dass die resultierenden Effizienzverluste in ETO-Projekten in zwei Handlungsfelder eingeordnet werden können:
„Mangelnde Synchronisation der Prozesse“: Unkoordinierte Prozesse zwischen Konstruktion, Produktionsplanung und Fertigung führen dazu, dass notwendige Arbeitsunterlagen nicht rechtzeitig gemäß Bauplan verfügbar sind. Dies führt zu Produktionsrückständen aufgrund verspäteter Konstruktionsunterlagen oder Materiallieferungen. Einer der Gründe dafür ist, dass die Arbeitspakete in den Abteilungen zum Teil in großem Maßstab geplant werden und Flexibilität im Detail bei der Reihenfolge der Ausführung zulassen.
„Fehlende aktuelle Prozessstände“: Durch häufige Konstruktionsänderungen existieren in verschiedenen Abteilungen unterschiedliche Versionen von Stücklisten und Zeichnungen. Die Pflege konsistenter Informationen in allen Abteilungen ist besonders schwierig, wenn in der Produktion mit papierbasierten Arbeitsunterlagen gearbeitet wird. Die Folge ist, dass einige Bauteile fertiggestellt werden, für die bereits eine neue Zeichnungsversion existiert. In diesem Fall wird das Bauteil abgelehnt und gemäß der neuen Zeichnung neu gefertigt.
Bei angepassten Stücklistenpositionen mit neu zu beschaffenden Materialien müssen ggf. zusätzliche Beschaffungsprozesse initiiert werden. Ursache ist oft mangelndes Wissen über Änderungen oder Verzögerungen in einzelnen Prozessen, die nicht rechtzeitig oder vollständig entlang der Prozesskette kommuniziert werden. Dies kann etwa eine geänderte Bauabfolge aufgrund von Lieferverzögerungen sein oder auch die nachträgliche Anpassung aufgrund technischer Änderungen, z. B. bei der Gestaltung des Maschinenraums.
Ansätze für Assistenzsysteme zur Steigerung der Produktivität
Durch die Kenntnis der Handlungsfelder können Assistenzsysteme konzipiert werden, die gezielt auf die Produktivitätssteigerung ausgerichtet sind. Ein Ansatz ist die automatisierte Synchronisation von Konstruktions- und Produktionsprozessen, die eine unterstützte Ablaufplanung der Prozesse ermöglicht.
Hierzu wird die nahtlose Integration verschiedener Systeme forciert. Generische Schnittstellen ermöglichen eine Verknüpfung der isolierten Digital Threads der einzelnen Ebenen und die inhaltliche Verknüpfung der separaten Systeme. So wird die Spezialisierung der spezifischen Software in den unterschiedlichen Fachbereichen gewahrt. Umgesetzt wird dies durch die automatische, echtzeitnahe Synchronisation bei definierten Schlüsselereignissen. Kurzzyklische Statusänderungen wie Änderungsanträge, fachliche Prüfungen, Zeichnungsfreigaben und Produktionsmeilensteine werden unmittelbar in allen relevanten Systemen aktualisiert.
Die in den Prozessebenen anfallenden Daten werden durchgängig konsistent gehalten, sodass ein ganzheitlicher Digital Thread vorliegt. Die anlassbezogene Synchronisation vermeidet unnötige, zeitaufwendige Vorgänge. Insgesamt reduziert das Vorgehen Fehler, verringert die Notwendigkeit manueller Kommunikation, beschleunigt Entscheidungsprozesse und verbessert die Qualität der Produktionskette. Durch die automatisierte Aktualisierung werden zudem Fehler bei der Informationsübertragung vermieden.
Ein zweiter, darauf aufbauender Ansatz, ist die Planungsunterstützung für schiffbauliche Produktionsstufen, die Konstruktionsänderungen während des gesamten Prozesses berücksichtigt. Hierfür wird eine ereignisspezifische Anpassung der Produktionspläne angestrebt. Dies ermöglicht die Minimierung von Verzögerungen und Kostensteigerungen. Durch die Integration eines schiffbauorientierten ECM wird parallel sichergestellt, dass Modifikationen effizient umgesetzt und dokumentiert werden. Ausgangspunkt ist die frühe, bedarfsgerechte Terminierung kleinerer Fertigungs- und Montagepakete unter den langlaufenden bestehenden Arbeitspaketen.
Ausgehend von diesen können die spätestmöglichen Liefertermine und die daraus folgenden feiner terminierten Arbeitspakete für die vorgelagerten Konstruktionsprozesse automatisch abgeleitet werden. Zur zusätzlichen Orientierung werden kritische Meilensteintermine, wie beispielsweise der Fertigungsstart oder die Inbetriebnahme des Schiffes, genutzt. Während des PEP erfolgt die enge Abstimmung zwischen den verschiedenen Unternehmensbereichen und eine kontinuierliche Fortschrittsüberwachung. Bei notwendigen konstruktiven Änderungen wird ein Abgleich mit dem aktuellen synchronisierten Fertigungsstand durchgeführt.
Unter Nutzung von Design for X-Methoden finden Konstruktion und Planung gemeinsam die beste technische Lösung zum aktuellen Produktionszustand. Anschließend plant die Produktionsplanung diese terminlich und kapazitiv ein. Hier können verschiedene Maßnahmen zur Einsteuerung der Änderungen [5, 22] standardisiert betrachtet werden. Zeitliche Engpässe werden direkt sichtbar und ermöglichen die Fokussierung auf die prozessoptimierte Auswahl. Die relevanten Kontrollpunkte zur zeitgerechten und zugleich ressourceneffizienten Einsteuerung werden im Digital Thread eingebettet. Im Ergebnis entsteht eine Planungsumgebung, die stets die aktuellen Prozessstände aus den Bereichen des PEP berücksichtigt.
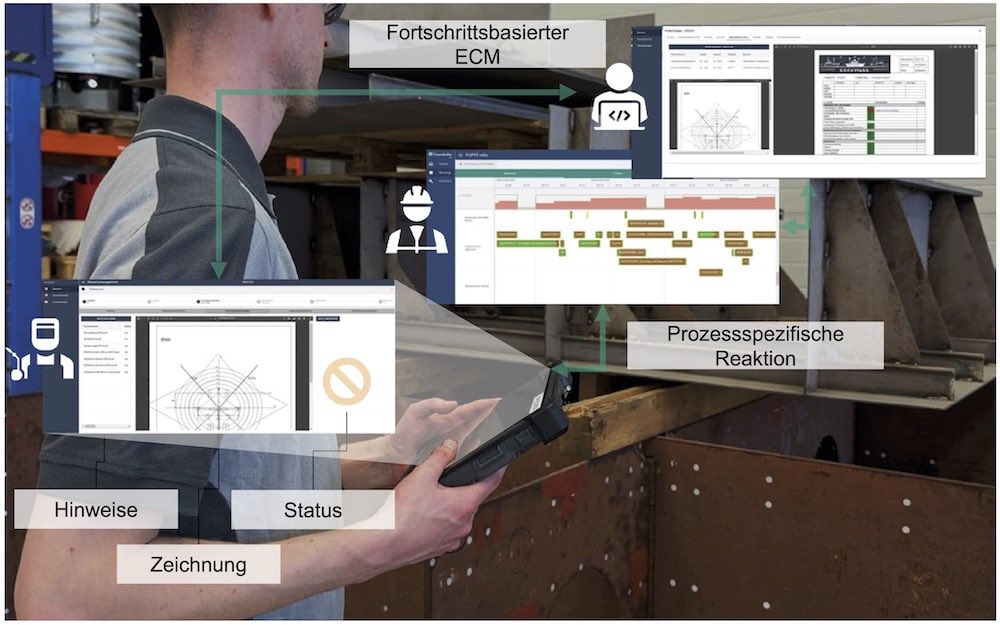
Die Ansätze wurden in einem Software-Prototyp umgesetzt. Hierfür wurden ein Siemens PLM und ein ERP-System schnittstellenbasiert für die notwendige Datensynchronisation (Digital Thread) angebunden. Im Assistenzsystem werden anhand der zusammengeführten Informationen, die für jede standardisierte Maßnahme zu erwartenden Planungsstrecken automatisch kalkuliert und für die Produktionsplanung dargestellt. Entsprechend der prozessspezifischen Reaktion erfolgen die Terminierung und der Informationsfluss in die Fertigung mit Hinweisen zur technischen Änderung.
Bild 3 zeigt das Zusammenspiel der verschiedenen Ebenen und Ausschnitte der softwaretechnischen Umsetzung. Die Konstruktion erfährt bei der Lösungsfindung zusätzlich den gegenwärtigen Produktionsstatus bspw. einer Baugruppe. Die Planung wiederum erhält direkt Kenntnis von in Vorbereitung befindlichen Konstruktionsänderungen.
Es wurden erste Tests bei einer Werft im Yachtbau über einen Zeitraum von 18 Monaten durchgeführt. Sie ergaben folgende Verbesserungen:
- weniger Ausschuss,
- deutliche Reduktion des manuellen Aufwands in der Planung,
- geringere Aufwände durch Nacharbeiten in der Montage.
Die Realisierung erfuhr weiterhin auch jenseits von Konstruktionsänderungen positive Resonanz von Mitarbeitenden durch die gestiegene Transparenz. Dies zeigt, es besteht ein enormes Potenzial bei der Anwendung auf einer breiteren Ebene. Eine Erweiterungsmöglichkeit besteht in der Einbindung des Einkaufs, um Auswirkungen auf Beschaffungsprozesse zu berücksichtigen.
Perspektivisch ist ebenso die standortübergreifende Betrachtung erstrebenswert. So können sowohl interne als auch externe Zulieferer in den Prozess integriert werden, um ganzheitlich Aufwände und Fehlleistungen zu minimieren. Dies führt gleichzeitig wiederum zu komplexeren Abhängigkeiten. Um diese Zusammenhänge in der Maßnahmenbetrachtung abzubilden, sind Methoden wie die ereignisdiskrete Simulation in künftigen Untersuchungen zu betrachten.
Dies ist ein Originalbeitrag. Die englische Übersetzung finden Sie unter der DOI: 10.30844/I4SE.25.5.76
Literatur
[1] Nam, S.; Shen, H.; Ryu, C. et al.: SCP-Matrix based shipyard APS design: Application to long-term production plan. International Journal of Naval Architecture and Ocean Engineering 10 (2018) 6, S. 741–761.[2] Grabner, T.: Operations Management. Auftragserfüllung bei Sach- und Dienstleistungen. Wiesbaden 2017.
[3] Iakymenko, N.; Romsdal, A.; Semini, M. et al.: Managing engineering changes in the engineer-to-order environment: challenges and research needs. IFAC-PapersOnLine 51 (2018) 11, S. 144–151.
[4] Mckendry, D.; Whitfield R., I.; Duffy, A. H. B.: Key findings to support the development of a framework for the implementation of Product Lifecycle Management in Engineer to Order Products. In: Gao, J.; El Souri, M.; Keates, S. (Hrsg): Advances in Manufacturing Technology XXXI. Proceedings of the 15th International Conference on Manufacturing Research, incorporating the 32nd National Conference on Manufacturing Research, S. 464–469. Amsterdam 2017.
[5] Jagusch, K.; Sender, J.; Jericho, D. et al.: Approach of Partial Front-Loading in Engineer to Order. In: Elstermann, M.; Dittmar, A.; Lederer, M. (Hrsg): Subject-Oriented Business Process Management. Models for Designing Digital Transformations, S. 111–120. Cham 2023.
[6] Gruß, R.: Schlanke Unikatfertigung. Zweistufiges Taktphasenmodell zur Steigerung der Prozesseffizienz in der Unikatfertigung auf Basis der Lean Production. 2010.
[7] Putnik, G. D.; Putnik, Z.: Defining Sequential Engineering (SeqE), Simultaneous Engineering (SE), Concurrent Engineering (CE) and Collaborative Engineering (ColE): On similarities and differences. Procedia CIRP 84 (2019), S. 68–75.
[8] Jagusch, K.; Sender, J.; Jericho, D. et al.: Digital thread in shipbuilding as a prerequisite for the digital twin. Procedia CIRP 104 (2021), S. 318–323.
[9] Möller, A.: Modulare Produktion, Vernetzung und Industrie 4.0. CITplus 25 (2022) 7-8, S. 22–24.
[10] Iakymenko, N.; Romsdal, A.; Alfnes, E. et al.: Status of engineering change management in the engineer-to-order production environment: insights from a multiple case study. International Journal of Production Research 58 (2020) 15, S. 4506–4528.
[11] Finkel, N.: Verständnis der Ressource IT im Wandel – Integration und Interoperabilität das Maß der Dinge. In: Zentrum für Digitalisierung.Bayern (Hrsg): Digitales Engineering im Holozän von Industrie 4.0 und Business Transformation. Globale Entwicklungen und Herausforderungen. 2021. S. 32–33.
[12] Kersten, W.; Kern E.-M.: Flexibilität in der verteilten Produktentwicklung. In: Kaluza, B.; Blecker, T.; Behrens, S. (Hrsg): Erfolgsfaktor Flexibilität. Strategien und Konzepte für wandlungsfähige Unternehmen, S. 229–250. Berlin 2005.
[13] Külschbach, A.: Systematische Bewertung von Änderungsanfragen in der Produktion. Dissertation, RWTH Aachen 2021.
[14] FINCANTIERI S.p.A.: Business Model. Internetadresse: https://www.fincantieri.com/en/group/business-model/, Abrufdatum 16.04.2025.
[15] Hirsch, B. E.: CIM in der Unikatfertigung und -montage. Leitfaden zum Erfolg. Berlin 1992.
[16] Kamola-Cieslik, M.: Changes in the Global Shipbuilding Industry on the Examples of Selected States Worldwide in the 21st Century. EUROPEAN RESEARCH STUDIES JOURNAL XXIV (2021), Issue 2B, S. 98–112.
[17] Halata, Sebastian, Philipp: Augmented-Reality-gestützte Informationsbereitstellung für die Unikatproduktion – Dissertation. Technische Universität Hamburg-Harburg 2018.
[18] Jarratt, T.; Clarkson, J.; Eckert, C.: Engineering change. In: Clarkson, P. J.; Eckert, C. (Hrsg): Design process Improvement. A Review of Current Practice, S. 262–285. London 2005.
[19] Verband der Automobilindustrie: Engineering Change Managment Reference Process. covering ECM Recommendation V2.0. covering VDA 4965 V3.0 2009.
[20] Sender, J.; Illgen, B.; Flügge, W.: Digital design of shipbuilding networks. Procedia CIRP 79 (2019), S. 540–545.
[21] Schlick, C. M.; Bruder, R.; Luczak, H.: Arbeitswissenschaft. Berlin, Heidelberg 2010.
[22] Jagusch, K.; Sender, J.; Jericho, D. et al.: Process control measures in reaction to assembly adjustments in one-off production. Procedia CIRP 106 (2022), S. 258–263.
Ihre Downloads
Lösungen: Produktionsplanung Prozessmanagement