

Wertschöpfungskette der additiven Fertigung |
Entwicklung einer KMU-spezifischen Wertschöpfungskette für additiv gefertigte Endbauteile aus Metall
| Zeitschrift | Industrie 4.0 Management |
| Ausgabe | 38. Jahrgang, 2022, Ausgabe 3, Seite 25-30 |
| Open Access | https://doi.org/10.30844/I40M_22-3_25-30 |
| Literatur | Teilen | Zitieren | Download |
Abstract
Keywords
Artikel
Die additive Fertigung hat sich in den letzten drei Jahrzehnten zu einer der weltweit bedeutendsten Herstellungstechnologien entwickelt und eine regelrechte Revolution der industriellen Fertigung bewirkt [1, 2].
Die in Medien und Öffentlichkeit oftmals unter dem einprägsamen Begriff 3D-Druck bezeichnete Technologie unterscheidet sich fundamental zu allen bisher bekannten konventionellen Fertigungsverfahren: Die gewünschte Produktgeometrie wird nicht durch das Abtragen oder Verformen vorhandenen Materials erreicht, sondern sukzessive durch wiederholtes Generieren undAneinanderfügen kleiner Volumenelemente, bis das dreidimensionale Bauteil die angestrebte Form erreicht hat [3, 4]. So erlaubt die werkzeuglose Produktion unmittelbar aus einer digitalen Datei die stückzahlenunabhängige Fertigung hochkomplexer kundenindividueller Bauteile und bietet das Potenzial, die Durchlaufzeit und Komplexität der gesamten Wertschöpfungskette zu reduzieren [5-7].
Dem gegenüber stehen gegenwärtig hohe Fertigungszeiten und -kosten der wenig integrierten Herstellungsanlagen sowie diverse technologische Herausforderungen, die sowohl in einer geringen Reproduzierbarkeit der Bauteilqualität als auch in kostenintensiven und arbeitsaufwendigen Nachbearbeitungsschritten münden. Es lässt sich zusammenfassend festhalten, dass die additive Fertigung zum jetzigen Zeitpunkt primär in Nischenmärkten wettbewerbsfähig ist und nur zögerlich zur Herstellung von Endprodukten industrieweit Anwendung findet [1, 2, 8-10].
Zur übergreifenden Optimierung der Prozesse und Erschließung der Potenziale einer umfangreichen Industrialisierung bedarf es umfassender Untersuchungen der gesamten additiven Wertschöpfungskette. Ziel des Beitrags ist daher die Entwicklung einer verfahrensübergreifenden Wertschöpfungskette der additiven Fertigung von Endbauteilen aus Metall bei KMU der produzierenden Industrie und auf deren Grundlage Forschungs- und Entwicklungsbedarfe für den erfolgreichen Einsatz additiver Fertigungsverfahren in KMU zu gegeben.
Methodisches Vorgehen
Zur Bearbeitung der Problemstellung wurde ein zweistufiges Forschungsdesign erarbeitet. In der ersten Stufe wurde eine systematische Literaturrecherche (SLR) in Anlehnung an [11] und [12] durchgeführt, welche den Stand der Forschung umfassend abbilden konnte. In der zweiten Stufe wurden die zuvor generierten Ergebnisse mithilfe von leitfadengestützten Experteninterviews angereichert und verifiziert.
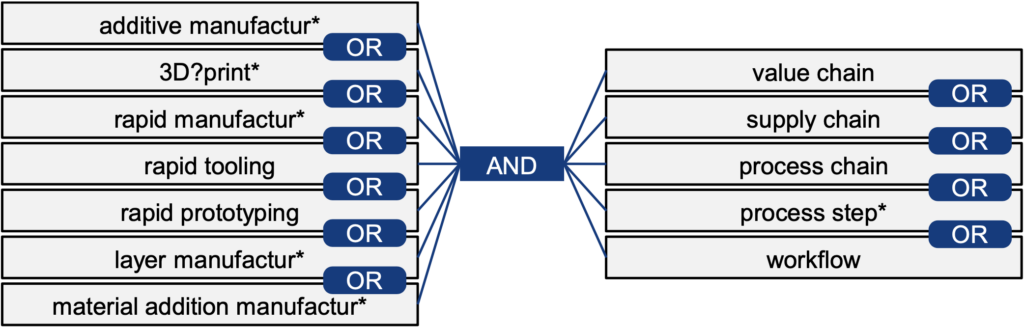
Als Datenbasis für die Literaturrecherche wurden im ersten Schritt vier interdisziplinäre Datenbanken ausgewählt („Scopus“, „Web of Science“, „WTI Frankfurt“ und „Perinorm“). Durch die Verwendung der wissenschaftlichen Datenbanken „Scopus“ und „Web of Science“ werden sowohl betriebswirtschaftliche als auch ingenieur- und naturwissenschaftliche, peer-reviewte Publikationen in den Literaturbestand einbezogen. Um die Weite des Suchfelds auszudehnen, wurde ergänzend die Datenbank „WTI Frankfurt“ mit einem Fokus auf technisch-wissenschaftliche Beiträge herangezogen. Die Datenbank „Perinorm“ enthält nationale, europäische und internationale Normen und findet vor dem Hintergrund der zunehmenden Standardisierung und Normierung in der additiven Fertigung Berücksichtigung.
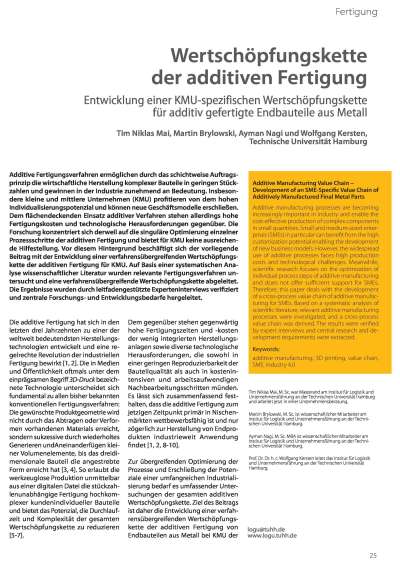
Zur Durchführung der SLR wurden auf Basis intensiver Vorrecherchen relevanten Suchbegriffe definiert und mithilfe von booleschen Operatoren („OR“ und „AND“) zu einem Suchstring verknüpft (Bild 1).
Dieser Suchstring wurde, angepasst an der jeweiligen Syntax, auf alle vier Datenbanken angewandt und ergab nach der Entfernung von Duplikaten eine kumulierte Anzahl von 1920 Ergebnissen. Zur Prüfung und Eingrenzung der Ergebnisse hinsichtlich ihrer formalen und inhaltlichen Eignung für die Zielsetzungen dieses Beitrages wurden Selektionskriterien definiert und stufenweise angewandt. So wurden die Ergebnisse in einem Titel- und Abstract-Screening sowie nachfolgendem Volltext-Screening schrittweise reduziert und 42 verbleibende Beiträge als relevant eingestuft. Das detaillierte Vorgehen der systematischen Literaturrecherche ist in Bild 2 beschrieben.
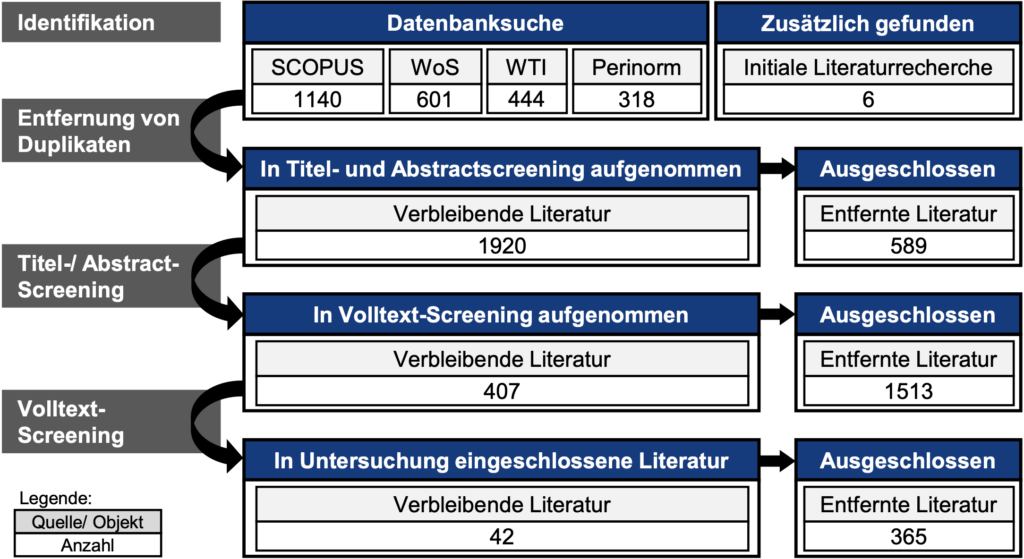
In der zweiten Stufe des Forschungsdesigns wurde der aktuelle Stand der Praxis zur Anreicherung und Verifizierung der Wertschöpfungskette im Rahmen von leitfadengestützten Experteninterviews nach [13] erhoben. Hierfür sind insgesamt acht Experten in acht verschiedenen Unternehmen befragt worden.
Die Interviews dauerten zwischen 26 und 64 Minuten (der Durchschnitt liegt bei 41 Minuten) und wurden anschließend nach wissenschaftlichen Vorgaben transkribiert. Für ein umfassendes Verständnis der Wertschöpfungskette schließt die Untersuchung neben Interviews mit Führungskräften in KMU ebenfalls zwei Interviews mit Experten aus Unternehmensberatungen ein, wodurch wertvolle unternehmens- und branchenübergreifende Einblicke aus Beratungsprojekten gewonnen wurden. Die Zusammensetzung des Samples ist Bild 3 zu entnehmen.
Die Wertschöpfungskette wird in Anlehnung an das prozessorientierte Modell nach Porter [14] entwickelt. Neben den Vorteilen der einfachen Systematisierung und Analyse von Prozessschritten eignet sich dieses ebenfalls als gestaltungsbezogenes Instrument [15] und unterstützt somit im Forschungsprozess die Untersuchung von Interdependenzen zwischen Wertaktivitäten sowie nachfolgend deren Optimierung [2, 16]. Die untersuchten KMU lassen sich innerhalb eines Wertsystems zwischen den vor- und nachgelagerten Wertketten (Lieferanten- und Vertriebskanalwertketten) einbetten [17].
Wie sich aus der Literaturrecherche ableiten lässt, betrachtet die Forschung die vorgelagerten Wertaktivitäten bisher nur in geringem Umfang. Daher werden in der vorliegenden Untersuchung neben der Wertschöpfungskette des produzierenden Unternehmens zusätzlich die vorgelagerte Werkstoffherstellung (speziell: Pulverherstellung) als essenzieller Bestandteil der Wertschöpfungsaktivitäten untersucht und deren Auswirkungen auf die Prozessleistung und Qualität der Endbauteile dargestellt [18, 19].
Eingrenzung der additiven Fertigungsverfahren
Die Leistungsfähigkeit der additiven Fertigung zur Herstellung von Endbauteilen ist in Forschung und Praxis bereits vielfach bestätigt worden [18, 20, 21] [Interview 1-8]. Im Gegensatz zur Prototypenfertigung ist die additive Herstellung von Endbauteilen [3, 4] allerdings noch nicht vollständig ausgereift [8, 22]. Im Zuge des Markteintritts namhafter Maschinenhersteller und die Kommerzialisierung neuer sowie Weiterentwicklung bestehender Verfahren steigt zugleich die Verfahrensvielfalt stetig [2]. Im Metallbereich lassen sich mittlerweile 18 additive Fertigungsverfahren differenzieren [23]. Für die Ableitung einer verfahrensübergreifend gültigen Wertschöpfungskette bedarf es daher zunächst einer Untersuchung und Eingrenzung der additiven Fertigungsverfahren hinsichtlich ihrer Eignung für die hier betrachtete Herstellung von Endbauteilen.
Als technologisch fortschrittlichste Verfahrensklasse ist die Eignung pulverbettbasierter Verfahren in Forschung und Praxis unbestritten [4, 9, 24-27] [Interview 1-8]. Das hier einzuordnende selektive Laserstrahlschmelzen zeichnet sich insbesondere durch die erzielbaren Genauigkeiten und Oberflächengüten in Verbindung mit hohen Festigkeitswerten aus [4, 28]. Diese für KMU besonders bedeutenden Faktoren gehen allerdings mit geringen Aufbauraten und entsprechend hohen Fertigungskosten einher [29] [Interview 1-3, 5].
Das ebenfalls pulverbettbasierte Elektronenstrahlschmelzen verfügt über vergleichbare Eigenschaften. Neben einer verringerten Werkstoffauswahl [Interview 3] erzielt das Verfahren aber aufgrund der höherer Strahlleistung auch größere Aufbauraten bei entsprechend geringeren Oberflächengüten [19, 30]. Für die binderbasierten Verfahren wie bspw. das Binderjetting [31] oder die Materialextrusion [29] prognostiziert die Forschung trotz weitgehender Verzugsproblematiken im Sinterprozess große Kosten- und Geschwindigkeitsvorteile bis hin zu einer wirtschaftlichen Massenproduktion [29]. Die vielfach betonten Efffizienzvorteile [9, 29, 31], konnten − Stand jetzt − in den befragten KMU aufgrund der geringen Bauteilqualitäten aber noch nicht umgesetzt werden [Interview 1-8].
Neben den in KMU etablierten pulverbettbasierten Verfahren sind daher ebenfalls die in der Entwicklung befindlichen und potenzialreichen binderbasierten Verfahren in die weitere Untersuchung eingeschlossen.
Entwicklung der verfahrensübergreifenden Wertschöpfungskette
Nach intensiver Auswertung der identifizierten Literatur sowie der durchgeführten Experteninterviews lässt sich auf Grundlage der im vorherigen Absatz eingeschlossenen Technologien eine verfahrensübergreifende Wertschöpfungskette für die additive Fertigung in KMU ableiten. Diese gliedert sich auf der obersten Betrachtungsebene in vorgelagerte Wertaktivitäten zur Rohstoffherstellung und im Unternehmen selbst in den Pre-, In- und Post-Prozess sowie das Pulvermanagement. Bild 4 zeigt die erstellte Wertschöpfungskette, die sich bei zunehmender Granularität in 22 Teilprozesse ausdetaillieren lässt.
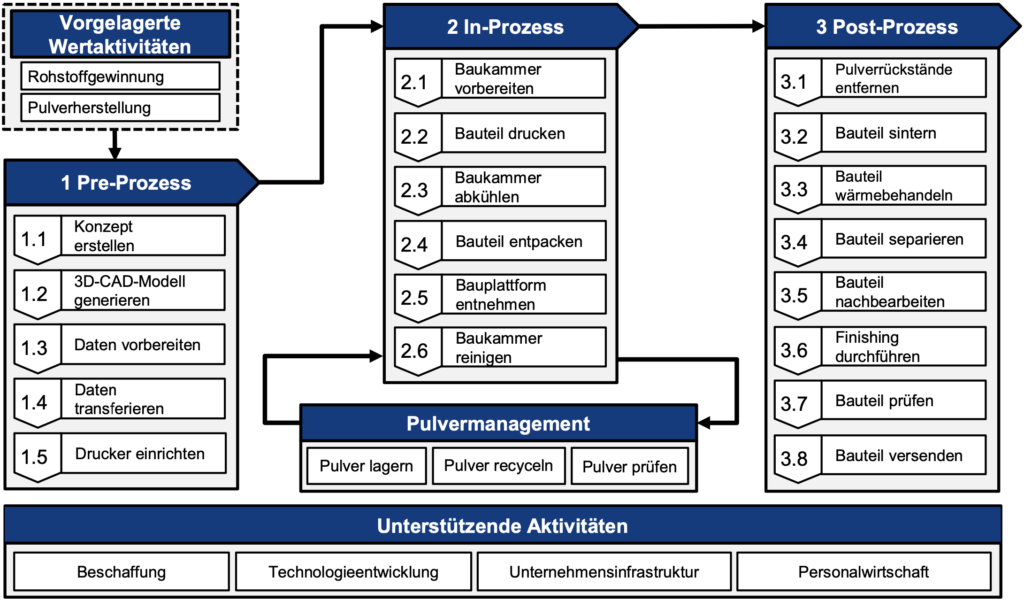
Der Pre-Prozess beinhaltet alle Wertaktivitäten, die vor dem eigentlichen Druckprozess durchgeführt werden. Diese sind primär digitaler Natur und betreffen neben der Erstellung eines digitalen Schichtmodells u. a. auch den in der Forschung breit diskutierten Ansatz der Optimierung unter mehrfacher Zielsetzung. Hierbei werden neben einer alleinigen lastbezogenen Topologieoptimierung [26, 27] auch die Anforderungen der Post-Prozesse sowie produktions- und kostenorientierte Aspekte in die Optimierung mit einbezogen [32, 33].
Weitergehende Untergliederungen und das Aufzeigen der Interdependenzen einzelner Wertaktivitäten sollen exemplarisch anhand der Datenvorbereitung in 1.3 verdeutlicht werden. So wirkt sich die hier durchzuführende Bauteilpositionierung und -orientierung neben der Bauraumauslastung auch bereits auf die Maßhaltigkeit und mechanischen Bauteileigenschaften aus und bestimmt darüber hinaus in großen Teilen die Durchlaufzeit sowie Produktionskosten [2, 10, 32]. Die Datenvorbereitung hat daher bereits signifikante wirtschaftliche, ökologische und materialwissenschaftliche Implikationen auf den weiteren Fertigungsprozess [10, 34].
Der In-Prozess bezeichnet daraufhin den eigentlichen Druckvorgang und schichtweisen Aufbau des Produkts auf der Anlage. Er fungiert somit zur Umsetzung der im Pre-Prozess definierten Fertigungsoperationen [3, 24, 27, 35].
Der Post-Prozess umfasst anschließend die verfahrensbedingt nötigen Nachbearbeitungsschritte, die auf einem breiten Spektrum an konventionellen Fertigungstechnologien [36] basieren und nach dem gegenwärtigen Entwicklungsstand bei allen additiven Fertigungsverfahren in unterschiedlicher Ausprägung erforderlich sind. Die unmittelbare Nutzung der gedruckten Bauteile ist neben verfahrensspezifischen Besonderheiten, wie z. B. der Verwendung von Supportstrukturen, insbesondere aufgrund der ungenügenden Maßhaltigkeit und im Vergleich zur subtraktiven Fertigung schlechteren Oberflächenqualität, nicht möglich [10, 24, 37]. Forschung und Praxis zeichnen hier ein zeitintensives, hochgradig manuelles Bild des Post-Prozesses, der wiederum primär physisch abläuft und die Kosten des eigentlichen Druckvorgangs weit überschreiten kann [3, 25].
Hauptaufgabe des Pulvermanagements ist es, den für den In-Prozess benötigten Massenrohstoff als primären materiellen Produktionsfaktor in der geforderten Spezifikation bereitzustellen [18, 19, 38]. Dies kann zeitlich unabhängig vom Druckprozess erfolgen und wird als Kreislauf um den In-Prozess abgebildet [2, 25, 28].
Die sekundären Wert- aktivitäten Beschaffung, Technologieentwicklung, Unternehmensinfrastruktur und Personalwirtschaft unterstützen und koordinieren die vier Prozesse [3, 19, 27, 29, 39].
Verifikation der Wertschöpfungskette
Durch die Experteninterviews konnte die entwickelte Wertschöpfungskette abschließend verifiziert und weitere KMU-spezifische Besonderheiten identifiziert werden [Interview 1-8]. Zwei Drittel der befragten KMU führen die in Bild 4 aufgezeigten Wertaktivitäten primär unternehmensintern durch. Einzelne Prozessschritte werden bauteil- und kundenabhängig allerdings auch fremdvergeben [Interview 1-3, 5-7]. Dies betrifft insbesondere hochkomplexe Verfahren des Post-Prozesses wie z. B. Wärmebehandlungsverfahren zur Porositätsreduzierung oder speziellen Verfahren der Bauteilprüfung. Die Hauptursache liegt meist in der Vielfältigkeit und Komplexität der Prozessschritte und den damit einhergehenden hohen Investitionsbedarfen in Humankapital und Maschinen. KMU lagern diese Schritte aufgrund ihrer geringen Ressourcenausstattung daher oft an spezialisierte externe Dritte aus und halten hierfür keine internen Kapazitäten vor [Interview 1-3, 5-7].
Ableitung von Forschungs- und Entwicklungsbedarfen für den erfolgreichen Einsatz additiver Fertigungsverfahren in KMU
Der Forschungsprozess gab einen umfangreichen Überblick über die Barrieren von KMU beim Einsatz additiver Verfahren. Die Herausforderungen wurden nach dem MTO-Ansatz von Strohm und Ulich [40] in die Klassen Mensch, Technik und Organisation gegliedert und weisen in allen Klassen auf einen noch nicht vollumfänglich erfolgreichen und reifen Einsatz additiver Technologien hin.
- In der Klasse „Mensch“ stellen insbesondere das mangelnde Erfahrungswissen und die Softwarelösungen sowie die Aus- und Weiterbildungsmöglichkeiten die KMU vor große Herausforderungen.
- In der technischen Klasse dominieren anlagenspezifische Probleme hinsichtlich der Reproduzierbarkeit und Zuverlässigkeit des In-Prozesses sowie damit einhergehend der Bedarf an manuellen Nachbearbeitungsschritten im Post-Prozess.
- In der Klasse „Organisation“ wurden als Herausforderungen die tradierten Konstruktionsdenkweisen der Kunden in Kombination mit fehlendem Wissen über die Potenziale und einer infolge der schnellen Technologieentwicklung hohen Intransparenz am Markt identifiziert.
KMU stehen vor mannigfaltigen, klassenübergreifenden Herausforderungen, die in gegenseitiger Abhängigkeit zueinanderstehen und in ihrer Gesamtheit den Einsatz additiver Technologien in KMU behindern.
Zur Überwindung der identifizierten Herausforderungen werden auf Grundlage der erstellten Wertschöpfungskette drei Handlungsfelder identifiziert und Empfehlungen für den erfolgreichen Einsatz additiver Fertigungsverfahren hergeleitet, die zu Teilen die Unterstützung Dritter, wie z.B. Forschungsinstitute, Beratungsunternehmen und IT-Dienstleister, voraussetzen. Diese werden in Bild 5 strukturiert visualisiert und den jeweiligen Problemstellungen und Auswirkungen für KMU zugeordnet. So sollten für den Pre-Prozess intuitive Software-Lösungen nach dem Vorbild konventioneller Fertigungsverfahren weiterentwickelt werden, sodass die Konstruktionsingenieure ohne intensiven Umschulungsbedarf auf vorhandenes Erfahrungswissen zurückgreifen können.
Ferner empfiehlt sich die Entwicklung von cloudbasierten Simulationen des Druckprozesses, sodass auf Basis der Prozesssimulation verzugsfreier konstruiert wird und infolgedessen der Bedarf an Wärmebehandlungs- und manuellen Nachbearbeitungsschritten sowie damit einhergehend die hohen Durchlaufzeiten reduziert werden. Im Handlungsfeld Werkstoffe sollte insbesondere die Entwicklung einer Materialdatenbank spezifisch für die additive Fertigung initiiert und über Mustererkennungen in den gesammelten Datenmengen die Interaktion zwischen Pulvermorphologie, Maschinenparameter und der Bauteilqualität besser verstanden und optimiert werden. Dies fördert den Wissensaustausch zwischen den beteiligten Akteuren, ermöglicht werkstofffindividuelle Prozesssimulationen und erhöht maßgeblich die Reproduzierbarkeit additiver Verfahren.

Darüber hinaus empfiehlt sich die Definition von Untergrenzen der noch verarbeitbaren Pulverqualität, was die prophylaktische Entsorgung von Restpulver vermeidet und eine ressourcenschonendere Produktion ermöglicht. Um die begrenzten finanziellen Ressourcen der KMU gewinnmaximierend einzusetzen und den Informationsnachteil gegenüber großen Anlagenherstellern für additive Fertigung zu reduzieren, sollten sich die produzierenden KMU im Rahmen von Kooperationen vernetzen und so über einen strukturierten Informationsaustausch insbesondere fundiertere Kaufentscheidungen über bisher hochpreisige Anlagen-Updates mit ungewissem Nutzen zu treffen.
Darüber hinaus empfiehlt sich, im Rahmen der Kooperationen proaktiv Weiterbildungsmaßnahmen für bestehende und neue Kunden zu offerieren, um die Potenziale der additiven Fertigung vollumfänglich zu heben, neue Umsatzquellen zu erschließen und den Kommunikationsaufwand im Pre-Prozess zu reduzieren. Zusammenfassend lässt sich festhalten, dass es für den erfolgreichen Einsatz additiver Technologien in KMU gesamtheitlicher Forschungs- und Entwicklungsansätze bedarf, welche die additiven Fertigungsmaschinen, die involvierten Personen sowie die Organisation und die zugrundeliegenden Prozessschritte in gleichem Maße beachten und so ganzheitlich die Wertschöpfungskette optimieren.
Fazit und Ausblick
Im vorliegenden Beitrag wurde eine KMU-spezifische und verfahrensübergreifende Wertschöpfungskette der additiven Fertigung abgeleitet. Neben den etablierten pulverbettbasierten Verfahren sind ebenfalls die in der Entwicklung befindlichen und potenzialreichen binderbasierten Verfahren in der Wertschöpfungskette integriert. Diese setzt sich aus vier Prozessen zusammen und gliedert sich weiter in 22 Teilprozesse, welche durch Interdependenzen geprägt sind und Auswirkungen auf die Bauteilgüte und Prozessleistung haben. Mithilfe von Experteninterviews wurden die erzielten Ergebnisse verifiziert und abschließend Forschungs- und Entwicklungsbedarfe für KMU abgeleitet. Essenzielle Faktoren zur ganzheitlichen Optimierung der Wertschöpfungskette sind der Einsatz cloudbasierter Simulationen des Druckprozesses, die Zertifizierung der Ausgangswerkstoffe und die Entwicklung von Materialdatenbanken für akteursübergreifende Kooperationen.
Abschließend lässt sich festhalten, dass die abgeleitete Wertschöpfungskette einen vielversprechenden Ansatz für die Entwicklung technologieübergreifender Industrialisierungsansätze bietet. Der verfahrensübergreifende Aufbau ermöglicht es, dass Abhängigkeiten von einzelnen additiven Fertigungsverfahren und damit die in Forschung und Praxis kritisierten singulären Optimierungen vermieden werden und so in zukünftigen Forschungsvorhaben die Potenziale einer Industrialisierung der gesamten Wertschöpfungskette voll ausgeschöpft werden.
Literatur
[1] Almeida, H.; Vasco, J.: Expectations of Additive Manufacturing for the Decade 2020–2030. In: H. A. Almeida und J. C. Vasco (Hrsg): Progress in Digital and Physical Manufacturing. Cham 2003.[2] Wildemann, H.: 3D-Metalldruck. Wertschöpfungskette – Teileauswahl – Industrialisierung – Wirtschaftlichkeit – Einführungsstrategien, 1. Auflage. München 2019.
[3] Gebhardt, A.: Additive Fertigungsverfahren. Additive Manufacturing und 3D-Drucken für Prototyping – Tooling – Produktion, 5 Auflage. München 2016.
[4] Grund, M.: Implementierung von schichtadditiven Fertigungsverfahren – mit Fallbeispielen aus der Luftfahrtindustrie und Medizintechnik. Berlin Heidelberg 2015.
[5] Witt, E.; Anton, C.: Additive Fertigung. Entwicklungen, Möglichkeiten und Herausforderungen. Halle (Saale) 2020.
[6] Auth, C.; Arndt, A.; Anderl, R.: Development of a Concept for a Holistic Knowledge-Based Additive Manufacturing over the Entire Lifecycle. In: P. Chiabert, A. Bouras, F. Noël und J. Ríos (Hrsg): Product Lifecycle Management to Support Industry 4.0. Cham 2018.
[7] Kunovjanek, M.; Reiner, G.: How will the Diffusion of Additive Manufacturing Impact the Raw Material Supply Chain Process? In: International Journal of Production Research 58 (2020) 5, S. 1540–1554.
[8] Polenz, S.; Oettel, M.; Lopez, E.; Leyens, C.: Hybride Prozesskette aus Gießen und additiver Fertigung. In: Leightweight Design 12 (2019) 1, S. 58–63.
[9] Durach, C. F.; Kurpjuweit, S.; Wagner, S. M.: The Impact of Additive Manufacturing on Supply Chains. In: International Journal of Physical Distribution & Logistics Management 47 (2017) 10, S. 954–971.
[10] Schmidt, M.; Merklein, M.; Bourell, D.; Dimitrov, D.; Hausotte, T.; Wegener, K.; Overmeyer, L.; Vollertsen, F.; Levy, G. N.: Laser Based Additive Manufacturing in Industry and Academia. In: CIRP Annals 66 (2017) 2, S. 561–583.
[11] Fink, Arlene (2014): Conducting research literature reviews – From the Internet to Paper, 4. Auflage. Los Angeles 2014.
[12] Tranfield, D.; Denyer, D.; Smart, P.: Towards a Methodology for Developing Evidence-Informed Management Knowledge by Means of Systematic Review. In: British Journal of Management 14 (2003) 3, S. 207–222.
[13] Gläser, J.; Laudel, G.: Experteninterviews und qualitative Inhaltsanalyse als Instrument rekonstruierender Untersuchungen, 4. Auflage. Wiesbaden 2010.
[14] Porter, M. E.: Wettbewerbsvorteile (Competitive advantage). Spitzenleistungen erreichen und behaupten, 1. Auflage. Frankfurt a. M (1989).
[15] Töpfer, A.: Betriebswirtschaftslehre. Anwedungs- und prozessorientierte Grundlagen, 2. Auflage. Berlin Heidelberg 2007.
[16] Oehlrich, M.: Betriebswirtschaftslehre. Eine Einführung am Businessplan-Prozess, 2. Auflage. München 2010.
[17] Porter, M. E.: Wettbewerbsstrategie (Competitive strategy). Methoden zur Analyse von Branchen und Konkurrenten, 10. Auflage. Frankfurt a. M. 1999.
[18] Thornton, A.; Saad, J.; Clayton, J.: Measuring the critical attributes of AM powders. In: Metal Powder Report 74 (2019) 6, S. 314–319.
[19] Dawes, J.; Bowerman, R.; Trepleton, R.: Introduction to the Additive Manufacturing Powder Metallurgy Supply Chain. In: Johnson Matthey Technology Review 59 (2015) 3, S. 243–256.
[20] Jimo, A.; Braziotis, C.; Rogers, H.; Pawar, K.: Traditional vs Additive Manufacturing Supply Chain Configurations: A Comparative Case Study. In: Procedia Manufacturing 39 (2019) 1, S. 765–774
[21] Alkahtani, M.; Abidi, M. H.: Supply Chain in The Era of Additive Manufacturing. In: Garza-Reyes, A. (Hrsg.): International Conference on Industrial Engineering and Operations management. Pilsen 2019.
[22] Verboeket, V.; Krikke, H.: The Disruptive Impact of Additive Manufacturing on Supply Chains: A Literature Study, Conceptual Framework and Research Agenda. In: Computers in Industry 111 (2019) 1, S. 91–107.
[23] Munsch, M.; Schmidt-Lehr, M.; Wycisk, E.: Additive Manufacturing – New Metal Technologies, 6. Auflage. Hamburg 2020.
[24] Yusuf, S. M.; Cutler, S.; Gao, N.: Review: The Impact of Metal Additive Manufacturing on the Aerospace Industry. In: Metals 9 (2019) 12, S. 1286.
[25] Denkena, B.; Dittrich, M.-A.; Henning, S.; Lindecke, P.: Investigations on a Standardized Process Chain and Support Structure related Rework Procedures of SLM Manufactured Components. In: 18th Machining Innovations Conference for Aerospace Industry (2018), S. 50–57.






