


Absicherung von Risiken beim Prozess des Wire Arc Additive Manufacturing |
| Zeitschrift | Industry 4.0 Science |
| Ausgabe | 40. Jahrgang, 2024, Ausgabe 1, Seite 63-69 |
| Open Access | https://doi.org/10.30844/I4SD.24.1.63 |
| Literatur | Teilen | Zitieren | Download |
Abstract
Keywords
Artikel
Die additive Fertigung (AM) ist ein aufstrebendes Fertigungsverfahren. Eines dieser Verfahren ist das Wire Arc Additive Manufacturing (WAAM). Dieses basiert auf dem Lichtbogenschweißprozess. Daraus ergeben sich Vorteile gegenüber anderen Verfahren, d. h. kostengünstige Anlagentechnik und hohe Dispositionsraten von bis zu zehn Kilogramm pro Stunde [1]. Das WAAM-Verfahren findet Anwendung im Rapid Prototyping, Rapid Tooling, Direct Manufacturing und Additive Repair [2].
Trotz der langjährigen Erfahrungen mit Auftragsschweißverfahren werden vollständig additive gefertigte Bauteile aufgrund von instabilen Prozessen immer noch als kritisch angesehen [3]. Ursächlich dafür sind die verschiedenen Einflüsse wie Schweißparameter, Zwischenlagentemperatur und Wärmeeintrag. In der Ausgabe 5/2023 modellierten Fischer u. a. diese Einflüsse mittels der Structured Analysis and Design Technique (SADT) und lieferten einen Beitrag zur Verbesserung der Bauteilqualität [4]. Ziel des aktuellen Beitrags ist die Risikobewertung dieses modellierten Prozesses zur Ermittlung konkreter Optimierungspotenziale mittels der Fehlermöglichkeits-und Einflussanalyse (FMEA).
Die FMEA-Methode
Die FMEA ist eine systematische, gruppenorientierte und qualitative Analysemethode. Die Vorgehensweise zielt darauf ab, technische Risiken eines Produkt- oder Prozessfehlers zu bewerten, die Ursachen und Folgen dieser potenziellen Gefahren zu untersuchen, geplante und umgesetzte Vermeidungs- und Entdeckungsmaßnahmen zu dokumentieren sowie sinnvolle Maßnahmen der Risikominimierung zu empfehlen [5].
In dieser Arbeit wird eine Prozess-FMEA (PFMEA) verwendet. Grundsätzlich kann eine PFMEA in die folgenden sieben Schritte unterteilt werden [5]: Planung und Vorbereitung, Strukturanalyse, Funktionsanalyse, Fehleranalyse, Risikoanalyse, Optimierung und Dokumentation.
Der Inhalt der Planung und Vorbereitung ist die Festlegung des Umfangs sowie des Projektplans. Ferner werden Analysegrenzen gesetzt und mögliche Basis-FMEAs zur Schaffung einer Grundlage herangezogen. Letztendlich soll ein Fundament für die Strukturanalyse gelegt werden [5].
Im Schritt der Strukturanalyse erfolgt die Identifizierung und Aufgliederung des Fertigungssystems in Prozesselemente, -schritte sowie Ursachenelemente. Hauptziel ist die Erstellung eines Prozessflussdiagramms in Verbindung mit der Identifikation der Prozessschritte mit deren Unterschritten [5].
Die Funktionsanalyse besitzt den Zweck sicherzustellen, dass die festgelegten Anforderungen des Prozesses korrekt zugeordnet werden. Dabei besteht das Ziel in der Visualisierung sowie der Zuordnung der Anforderungen zu den Funktionen [5].
Der Nutzen der Fehleranalyse besteht in der Identifizierung der Fehlerfolgen, -arten und -ursachen. Hinzukommend ist die Darstellung derer Beziehungen für die Risikobewertung von großer Bedeutung. Ziele dieses Schrittes sind die Erstellung der Fehlerfolgeketten sowie die Identifizierung der Prozessfehlerursache [5].
In der Risikoanalyse erfolgt eine Abschätzung des Fehlerrisikos von jedem Element der Fehlerfolgenkette (Fehlerart, -ursachen und -folge). Diese Faktoren werden mit den folgenden drei Kriterien bewertet [5]: Bedeutung (B), Auftretens- (A) und Entdeckungswahrscheinlichkeit (E).
Das B beschreibt die Bedeutung der schwerwiegendsten Fehlerfolge. Der Buchstabe A kennzeichnet die Häufigkeit des Auftretens der Fehlerursache im Prozess unter der Berücksichtigung der aktuellen Vermeidungsmaßnahme. Die E-Bewertung bezieht sich auf die Fähigkeit bzw. den Reifegrad der Entdeckungsmethode sowie der Entdeckungsmöglichkeit [5]. Alle Kriterien werden innerhalb des Risikoanalyseprozesses mit einer Bewertung von eins bis zehn beurteilt. Eine hohe Bewertung steht hierbei für ein hohes Risiko. Nach der Bewertung erfolgt die Multiplikation der Kriterien. Das entstehende Produkt wird als Risikoprioritätszahl (RPZ) bezeichnet und dient als Grundlage der Handlungsbedarfspriorisierung. Die RPZ kann Werte zwischen eins und 1 000 annehmen [5]. In der erweiterten Risikomatrix werden diese in drei verschiedene Kategorien eingeteilt.
Die erste ist die niedrige Maßnahmenpriorität. In diesem Bereich obliegt es dem FMEA-Team weitere Maßnahmen zu identifizieren, welche die Vermeidungs- oder Entdeckungsmaßnahmen verbessern. In der mittleren und hohen Maßnahmenpriorität sollte beziehungsweise muss das Team angemessene Maßnahmen zur Verbesserung von Auftreten und/oder Entdeckung festlegen. In Ausnahmefällen genügt eine Begründung und Dokumentation des Ausreichens der getroffenen Maßnahmen [5, 6].
Die Optimierung stellt den vorletzten Schritt der PFMEA dar. Sie dient der Festlegung von Maßnahmen zur Risikoreduzierung sowie der Bewertung deren Wirksamkeit. Ziel dieses Schrittes sollte es sein, die Verantwortlichkeiten der getroffenen Maßnahmen festzulegen und zu terminieren [5].
Der abschließende Schritt ist die Ergebnisdokumentation. Diese umfasst die Ausführung der getroffenen Maßnahmen sowie deren Wirksamkeitsbestätigung. Ferner wird das Risiko nach der Maßnahmenumsetzung erneut bewertet [5].
Das Ergebnis, nach dem Durchlauf der beschriebenen Schritte, ist ein Prozess, welcher minimale Risiken für die Erstellung eines Produktes aufweist [5].
Ergebnisse – Ermittlung von Risiken
Gemäß den Vorgaben wird die PFMEA in einem interdisziplinären Team durchgeführt [5]. Für die Bearbeitung wird die FMEA Software in der Version 7.0 der APIS Informationstechnologie GmbH verwendet [7].
Die Strukturanalyse orientiert sich zu diesem Zweck an den Ausarbeitungen von Fischer u. a. Darin wird der Prozess in sechs Schritte unterteilt [4]. Diese werden nach der Rücksprache mit dem FMEA-Kernteam zur allgemeineren Verständlichkeit leicht umbenannt. Folglich ergeben sich die Prozessschritte: Bauteil konstruieren, Pfadplanung entwerfen, Schweißparameter bauteilspezifisch anpassen, Fertigen, Nachbearbeiten und Prüfung.
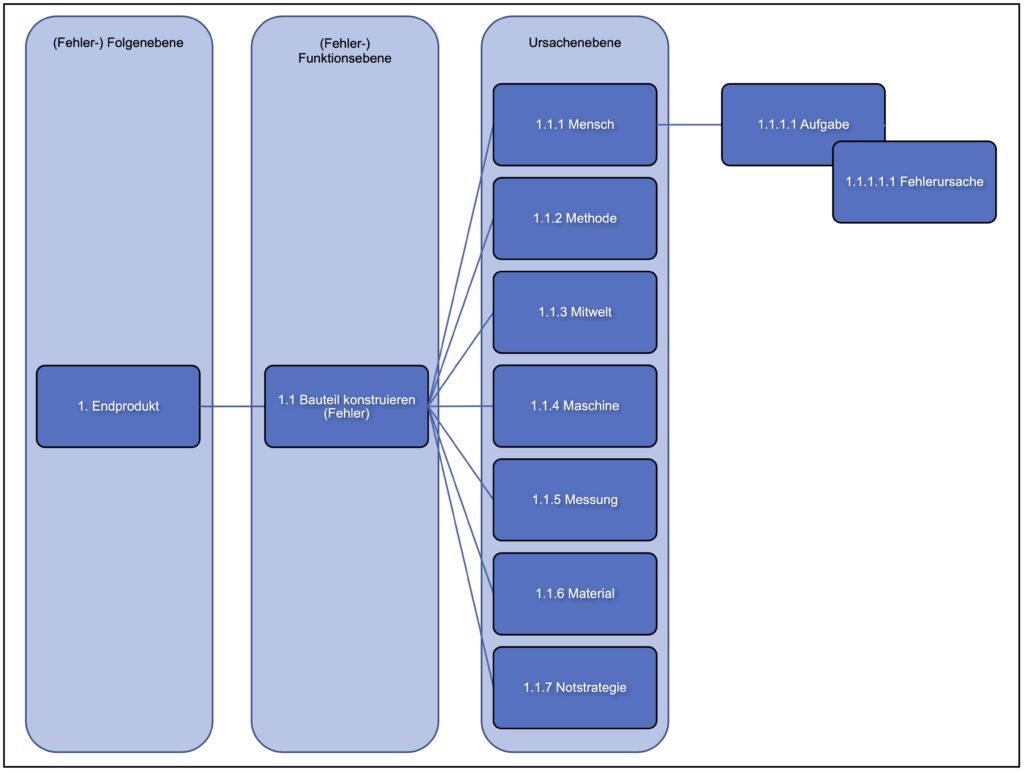
Auf der Ursachenebene orientiert sich das FMEA-Team gemäß den Empfehlungen des VDA Handbuchs an der Ishikawa oder „6M“-Methode. Die sechs „M“ stehen für die möglichen Ursachenkategorien Mensch, Methode, Mitwelt, Maschine, Messung, Material [5, 8]. Bild 1 zeigt beispielhaft die Struktur des ersten Schritts „Bauteil konstruieren“.
Unter den Kategorien definiert das FMEA-Team im dritten Schritt in Summe 76 Funktionen bzw. Merkmale. Im nachfolgenden Schritt erfolgt die Fehleranalyse, in der 186 mögliche Fehlerursachen ermittelt werden. Anschließend werden diese Fehlerursachen mit zuvor ermittelten Fehlermöglichkeiten und deren Folgen für das Endprodukt verknüpft.
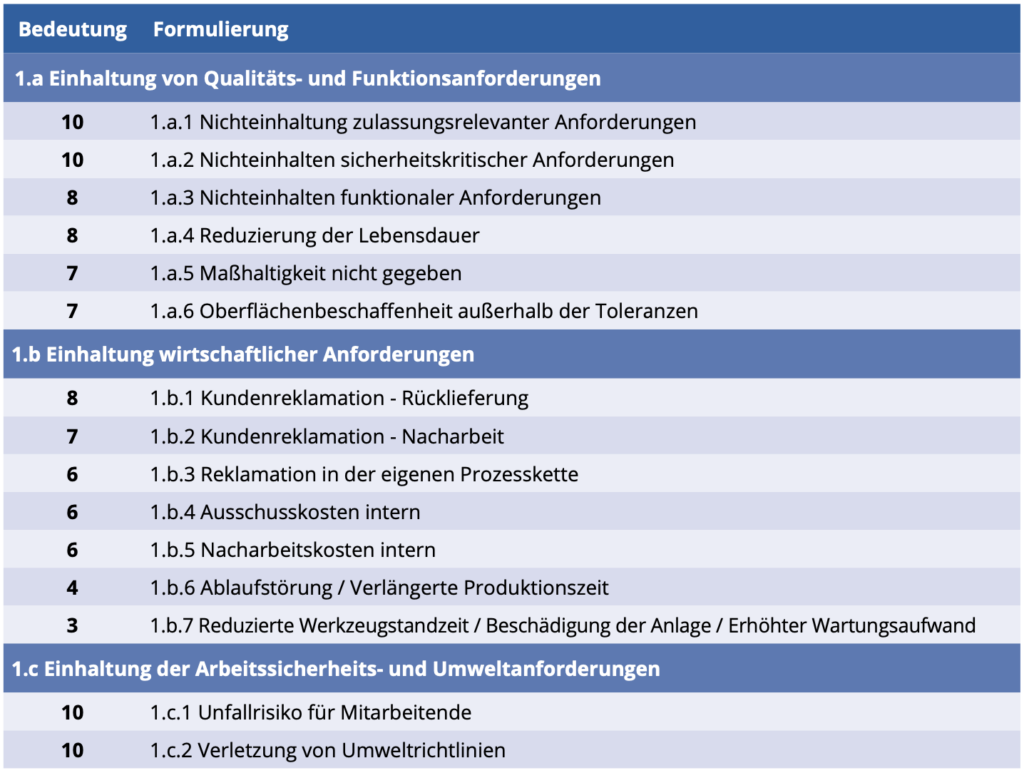
Im fünften Schritt erfolgt die Risikoanalyse. Zu diesem Zweck muss zunächst ein Bewertungskatalog festgelegt werden. Diesbezüglich orientierte sich das Team an den Richtlinien des AIAG/VDA Handbuchs. Abweichungen gibt es lediglich in der Formulierung der Funktionen und Fehlerfolgen in Bezug auf das Endbauteil. Diese sind in Bild 2 dargestellt.
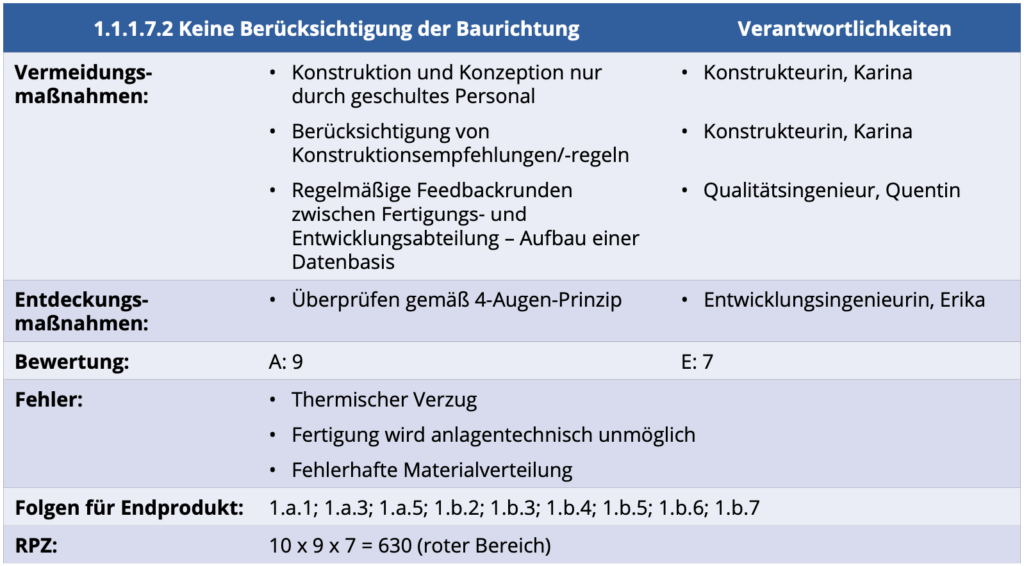
Entsprechend der Verknüpfungen ergeben sich die Risikoprioritätszahlen für jeden einzelnen Prozessschritt. Diese werden im Folgeschritt durch die Definition von Vermeidungs- und Entdeckungsmaßnahmen gemindert. Bild 3 stellt diesen Schritt ausführlich am Beispiel der kritischsten Fehlerursache „1.1.1.7.2 Keine Berücksichtigung der Baurichtung“ dar.
Nach diesem Vorgehen wurden alle 186 aufgenommenen Fehlerursachen bewertet. Basierend auf dieser Bewertung erfolgt das Screening des Risikos mithilfe der erweiterten Risikomatrix. Diese ist in Bild 4 dargestellt.

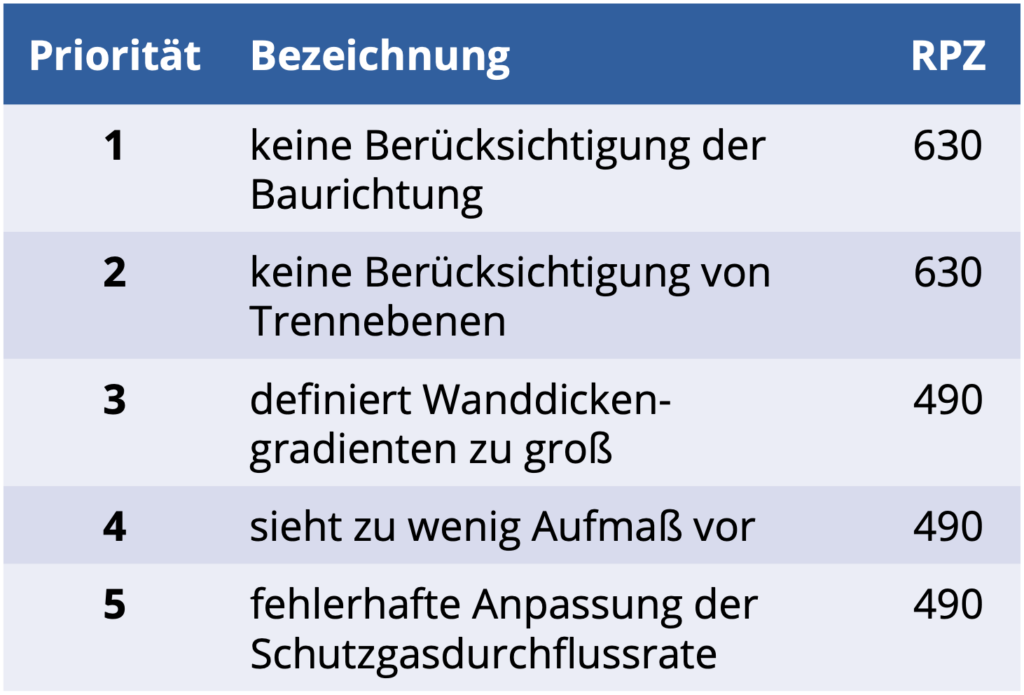
Die Verteilung der Risiken weist mit 89 Risikoursachen eine Häufung im gelben Bereich auf. Ursachen im gelben Bereich werden vom FMEA-Team akzeptiert. Darauf folgen 52 mögliche Fehlerursachen im grünen Bereich, bei denen keine weiteren Maßnahmen ergriffen werden müssen, sowie 45 Risikoursachen im roten Bereich. Von diesen befinden sich 36 an der Grenze zum gelben Bereich. In der vorliegenden Ausarbeitung wird zunächst auf die fünf kritischsten Risikoursachen eingegangen, welche die in Bild 5 dargestellte Periodisierung aufweisen.
Deutlich wird, dass die Risikoursachen eins und zwei sowie drei bis fünf eine identische RPZ aufweisen. Die Priorisierung erfolgt diesbezüglich anhand des Prozessablaufs. Je früher die jeweilige Fehlerursache auftreten könnte, desto höher fällt die Priorisierung aus.
Die Ergebnisse der FMEA verdeutlichen, dass sich die ersten vier Risikoursachen auf den Prozessschritt der Bauteilkonzeption und -konstruktion beziehen. Folglich ergibt sich eine Empfehlung zur internen Festlegung klarer Konzeptions- und Konstruktionsrichtlinien für additive Bauteile. Als Grundlage dafür kann [9] dienen. Ferner wird empfohlen, die Ergebnisse jedes Prozessschritts zu dokumentieren, eine interne Wissensdatenbank aufzubauen und diese regelmäßig zu überprüfen und zu erweitern.
Das fünftgrößte Risikopotenzial der vorliegenden Ausarbeitung ergibt sich aus der fehlerhaften Anpassung der Schutzgasdurchflussrate. Diese beeinflusst beispielsweise die Abkühlrate oder Viskosität der Schmelze und mithin die Schweißraupengeometrie und die Gefügeeigenschaften. Eine von den übrigen Schweißparametern losgelöste Betrachtung dieser wäre jedoch aufgrund von bestehenden Wechselwirkungen nicht zielführend. Bild 6 stellt die Einflüsse der Schweißparameter in einem Ishikawa-Diagramm dar [10].
![Darstellung der Schweißparameter mittels Ishikawa-Diagramm [10]](https://industry-science.com/wp-content/uploads/2024/03/Grueger_I4S-24-1_Bild-6-3-1024x535.jpg)
Bild 6: Darstellung der Schweißparameter mittels Ishikawa-Diagramm [10].
Das Bild verdeutlicht die Komplexität der Einflussfaktoren auf das Schweißergebnis. Kurzfristig kann diese Risikoursache durch ein Einfrieren der Parameter und eine Erhöhung des Aufmaßes kompensiert werden. Langfristig sollte das Ziel die vollständige Ermittlung der Zusammenhänge sein. Zu diesem Zweck wird jedoch die Durchführung zahlreicher Versuche notwendig. Zu diesem Zweck könnte die Konzeption und Konstruktion durch die Verwendung von Machine-Learning-Ansätzen unterstützt werden. Erste Untersuchungen zeigen das Potenzial dieses Ansatzes für einzelne Stahl- [11] bzw. Edelstahlwerkstoffe [12].
Fazit – Machine-Learning-Ansätze künftig im Vorteil
In der vorliegenden Ausarbeitung konnte mithilfe der FMEA-Methode ein erster Überblick über wesentliche Risiken im WAAM-Prozess erarbeitet werden. Deutlich wurde, dass die Risikoursachen häufig bereits in der Bauteilkonzeption und -konstruktion verortet sind. Ferner liegt ein großer Einfluss der Schweißparameter auf das Prozessergebnis vor. Diese unterliegen starken Wechselwirkungen, welche jedoch mit der FMEA-Methodik nicht abgebildet werden können. Zukünftig können Machine-Learning-Ansätze bei der Ermittlung von Einflüssen und der Berücksichtigung der Wechselwirkungen unterstützen. Darüber hinaus sollte der vorliegende Entwurf der FMEA mit steigendem Kenntnisstand regelmäßig überarbeitet werden.
Literatur
[1] Williams, S. W.; Martina, F.; Addison, A. C.; Ding, J.; Pardal, G.; Colegrove, P.: Wire + Arc Additive Manufacturing. In: Materials Science and Technology 32 (2016) 7, S. 641-647.[2] Lachmayer, R.; Lippert, R. B.: Grundlagen. In: Lachmayer, R.; Lippert, R. B. (Hrsg): Entwicklungsmethodik für die Additive Fertigung. Berlin Heidelberg 2020, S. 7-20.
[3] Seifi, M.; Salem, A.; Beuth, J.; Harrysson, O.; Lewandowski, J. J.: Overview of Materials Qualification Needs for Metal Additive Manufacturing. In: JOM 68 (2016) 3, S. 747-764.
[4] Fischer, T. S.; Grüger, L.; Woll, R.: Modellierung von Einflüssen auf das Wire Arc Additive Manufacturing. In: Industrie 4.0 Management 2023 (2023) 5, S. 53-57.
[5] Automotive Industry Action Group; Verband der Automobilin- dustrie: FMEA-Handbuch. Fehlermöglichkeits- und Einflussanalyse/Design FMEA/Prozess FMEA/FMEA-Ergänzung/Monitoring & Systemreaktion. Berlin 2019.
[6] Rohrschneider, U.: Risikomanagement in Projekten. Die häufigsten Fallen und Gefahren – Die besten Sofortmaßnahmen. Freiburg Berlin München 2006.
[7] APIS Informationstechnologien GmbH: IQ-FMEA. APIS Informa- tionstechnologien GmbH (2023).
[8] Stoesser, K. R.: Ausgewählte Methoden, Tools und Vorgehens- weisen. In: Stoesser, K. R. (Hrsg): Prozessoptimierung für produzierende Unternehmen. Wiesbaden 2019, S. 45-109.
[9] Lachmayer, R.; Lippert, R. B. (Hrsg): Entwicklungsmethodik für die Additive Fertigung. Berlin Heidelberg 2020.
[10] Pattanayak, S.; Sahoo, S. K.: Gas metal arc welding based addi- tive manufacturing—a review. CIRP Journal of Manufacturing Science and Technology 33 (2021), S. 398-442.
[11] Venkata Rao, K.; Parimi, S.; Suvarna Raju, L.; Suresh, G.: Modelling and optimization of weld bead geometry in robotic gas metal arc-based additive manufacturing using machine learning, finite-element modelling and graph theory and matrix approach. In: Soft Computing 26 (2022) 7, S. 3385-3399.
[12] Xiao, X.; Waddell, C.; Hamilton, C.; Xiao, H.: Quality Prediction and Control in Wire Arc Additive Manufacturing via Novel Machine Learning Framework. In: Micromachines 13 (2022) 1, S. 1-15.






