


Simulierte Produktionsumgebung heute |
Evaluation der numerischen Prozesssimulation des selektiven Laserschmelzens
| Zeitschrift | Industry 4.0 Science |
| Ausgabe | 40. Jahrgang, 2024, Ausgabe 4, Seite 70-77 |
| Open Access | https://doi.org/10.30844/I4SD.24.4.70 |
| Literatur | Teilen | Zitieren | Download |
Abstract
Keywords
Artikel
Generative Herstellungsverfahren
Zwei Hauptverfahren der additiven Fertigung in der Metallverarbeitung sind Pulverbett-Verfahren (PBF) und Directed Energy Deposion (DED). In beiden Verfahren wird das gewünschte Bauteil schichtweise gefertigt. Dabei wird in PBF zuerst ein Pulverbett aufgetragen, welches anschließend lokal durch eine Wärmequelle aufgeschmolzen wird. Anschließend wird die Bauplattform abgesenkt. Durch die Bewegung der Wärmequelle über die Baufläche wird schichtweise die gewünschte Geometrie erzeugt. In DED wird das Ausgangsmaterial in Form von Pulver oder Draht während des Auftragens durch eine fokussierte Wärmequelle geschmolzen und konsolidiert [1].
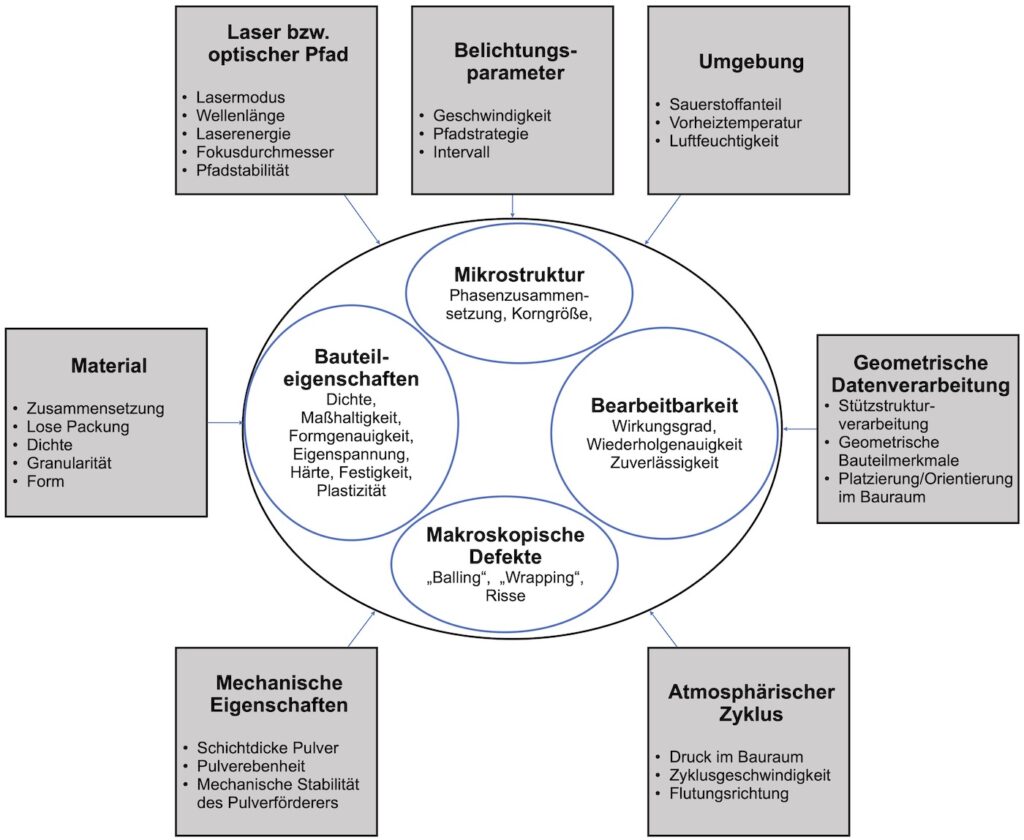
Die resultierenden Bauteileigenschaften hängen stark von den gewählten Prozessparametern ab. Allein für Laser-basierte Pulverbettverfahren (PBF-LB), welche im Fokus dieses Beitrags stehen, wurden 130 Faktoren identifiziert. Bild 1 visualisiert die wesentlichen Einflussparameter [2].
Herausforderungen in der numerischen Simulation des Prozesses sind u. a. die auftretenden hohen Temperaturgradienten, materielle Nichtlinearitäten, komplexe Geometrien, Bandbreite der relevanten Raum- und Zeitskalen und physikalische Kopplungen [3]. All dies führt dazu, dass der Prozess im Vergleich zu den technisch relevanten Bauteilmaßen im Zentimeterbereich und Prozesszeiten von mehreren Stunden sehr hoch aufgelöst werden muss. In [4] wurde beispielsweise eine Schmelzbadtiefe von 84 µm und eine Lebensdauer der Schmelze von ca. 700 µs simuliert.
Einteilung der Simulationsmethoden
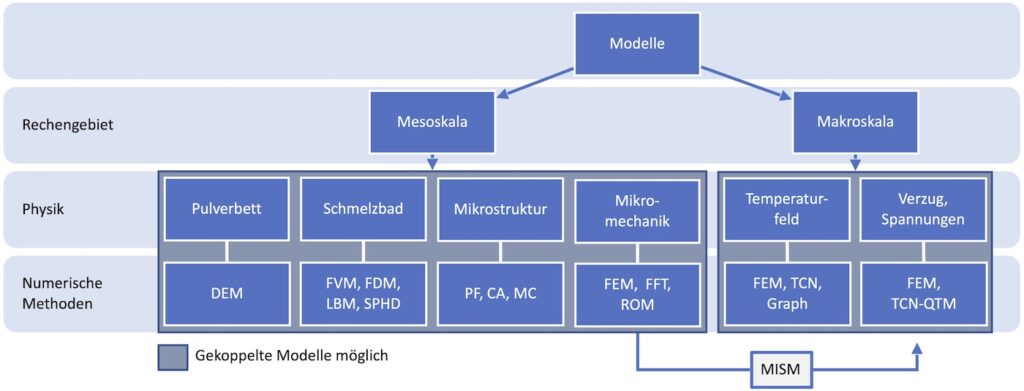
Abhängig von dem jeweiligen Untersuchungsgegenstand werden verschiedene mathematische Modelle und numerische Methoden herangezogen. Bild 2 gibt einen Überblick der im Rahmen dieser Arbeit behandelten Methoden.
Eine quantitative Vorhersage der makroskopischen Bauteileigenschaften erfordert die Simulation sämtlicher Mechanismen, welche für die Ausbildung der Mikrostruktur, von Defekten (z. B. Poren) und thermischen Spannungen relevant sind. Aufgrund der Komplexität der Wechselwirkungen zwischen den ablaufenden physikalischen Prozessen ist die Abbildung innerhalb eines mathematischen Modells nicht ohne weiteres möglich [5]. Nach der Größe des Rechengebietes gliedern sich die aktuell angewandten Modelle in hochaufgelöste mesoskopische Simulationen und makroskopische Simulationen auf Bauteilebene.
Auf der mesoskopischen Ebene sind thermo-fluiddynamische [6], thermo-mikrostrukturelle [7] und thermo-mechanische Modelle [8] etabliert, die jeweils unterschiedliche Aspekte des Prozesses beleuchten. Auf Bauteilebene unterscheidet man hauptsächlich thermische, mechanische und thermo-mechanisch gekoppelte Modelle. Im Folgenden werden kurz die verschiedenen Modelle vorgestellt.
Pulverbett
Der Pulverauftrag erfolgt üblicherweise mithilfe der Diskreten Elemente Methode (DEM). Zu diesem Zweck werden die Pulverpartikel in der Regel als weiche Kugeln angenommen. Weich heißt in diesem Zusammenhang, dass eine kleine Überlappung der Pulverpartikel zugelassen wird, wodurch im Kontakt (visko-)elastische und plastische Deformationen berücksichtigt werden können. Die Annahme der Kugelform vereinfacht nicht nur die zugrundeliegenden Newton-Euler-Gleichungen, welche die Starrkörperdynamik beschreiben [9], sondern ist auch physikalisch aufgrund der besseren Fließeigenschaften verglichen mit unregelmäßig geformtem Pulver sinnvoll [10]. Die Fließeigenschaften wirken sich u. a. auf die Homogenität und Packungsdichte des erzeugten Pulverbettes aus [10].
Partikelgeometrien, die von der optimalen Kugelform abweichen, können als Überlagerung von Kugeln approximiert werden [11]. Weitere Möglichkeiten sind in [12] dargestellt. Eine weitere häufige Vereinfachung ist die Erzeugung des Pulverbettes durch freien Fall einer Partikelwolke, statt den realen Prozess mit Rakel abzubilden [13]. Die stochastische Verteilung des Pulvers kann die simulierte Oberflächenrauigkeit signifikant beeinflussen [13]. Eine realitätstreue Abbildung macht es jedoch möglich, den Einfluss einiger Prozessparameter wie der Rakelgeschwindigkeit und Schichtdicke auf das erzeugte Pulverbett und mithin auf die erzeugte Schicht zu erfassen [14].
Schmelzbad
Die Simulation des Schmelzbads basiert auf fluiddynamischen Simulationen (CFD). Hierbei wird neben dem konduktiven Energietransport in den thermischen Modellen auch der konvektive Masse-, Impuls- und Energietransport berücksichtigt. Zur Lösung der (inkompressiblen) Navier-Stokes Gleichungen können u.a. Finite-Volumen (FVM) [15], Finite-Differenzen (FDM) [4], Lattice-Bolzmann (LBM) [16] oder Smoothed Particle Hydrodynamics (SPHD) [17] angewendet werden. Die Dynamik im Schmelzbad wird durch die Marangoni-Kräfte und den Verdampfungsdruck dominiert [13]. Die Abbildung von freien Oberflächen und Phasentransformationen ist folglich ein integraler Bestandteil aktueller Modelle. Diese erlauben die Untersuchung von Defekten wie Poren, Balling oder Lack-of-Fusion [6].
Des Weiteren kann das Pulverbett auf der mesoskopischen Größenordnung vollständig aufgelöst werden, statt mit homogenisierten Pulvereigenschaften zu rechnen. Einige Effekte wie die Fragmentierung des Schmelzbades werden nicht nur durch Instabilitäten beeinflusst (Rayleigh-Plateau-Instabilität), sondern sind auch stark von der stochastischen Pulververteilung abhängig [13]. Grundsätzlich schränkt der numerische Aufwand die Simulationen auf einige wenige Tracks und Schichten ein [18].
Mikrostruktur
Mit den (thermo-)mikrostrukturellen Modellen lassen sich unter anderem die Phasentransformationen [19], Korngrößenverteilung und Orientierung [20], sowie die Ausbildung von Dendriten und Segregation vorhersagen [21]. Das Temperaturfeld wird als externe Last aufgetragen und kann analytisch [7] oder numerisch [8] bestimmt werden. Nach Kenntnis des Temperaturfeldes besteht die Möglichkeit, die Erstarrung aus der Schmelze heraus mittels Phasenfeldmodellen (PF), zellulären Automaten (CA) oder Monte-Carlo-Potts-Modellen (MC) zu berechnen [7]. Die verschiedenen Modelle werden ausführlich in [22] diskutiert.
Die PF-Modelle sind in der Lage, das Wachstum der Dendriten und Segregationen von Legierungselementen zu beschreiben – in dieser Form jedoch nur auf Rechengebiete im Mikrometerbereich anwendbar. Angepasste Modelle ermöglichen die Berechnung von Korngrößenverteilungen und Kornorientierungen, welche hingegen effizienter mit CA berechnet werden können [9]. Weiterhin wurden phänomenologische Ansätze zur Bestimmung von Phasentransformationen angewendet.
Zu diesem Zweck wurde von [5] für PBF-LB mit Ti6Al4V-Pulver das Koistinen-Marburger-Gesetz für diffusionslose Phasentransformationen und die Johnson-Mehl-Avrami-Kolmogorov-Gleichung (JMAK) für diffusionsgetriebene Phasentransformationen verwendet. Von [19] wurde ein Ansatz zur Berechnung von Phasentransformationen in beliebigen Metalllegierungen ausgearbeitet .
Mikromechanik
Eine wichtige Aufgabe der Mikromechanik ist die Verknüpfung mechanischer Zusammenhänge auf unterschiedlichen Skalen [23]. Von [24] wurde eine detaillierte thermo-mechanische Analyse genutzt, um inhärente Dehnungen für eine nachfolgende, rein mechanische Bauteilsimulation zu identifizieren (siehe nachfolgendes Kapitel). Dazu wird üblicherweise ein elasto-plastisches Materialmodell (z. B. J2-Plastizität) herangezogen [25]. Es ist auch möglich, mittels Homogenisierungsverfahren aus einem repräsentativen Volumenelement (RVE) die lokalen mechanischen Eigenschaften abzuleiten.
Yan u. a. [26] entnehmen dieses RVE aus dem Simulationsgebiet ihrer Mikrostruktursimulation. Verschiedene Homogenisierungsverfahren werden in [27] verglichen, wobei der numerische Aufwand und die Anwendbarkeit auf polykristalline Mikrostrukturen im Vordergrund steht. Von den sechs diskutierten Methoden eignen sich insbesondere die spektralen Methoden basierend auf der Fast Fourier Transformation (FFT) zur Homogenisierung von RVE mit periodischen Randbedingungen. Diese Ansätze sind jedoch nicht in der Lage makroskopische Einflüsse abzubilden, welche die lokalen Erstarrungsbedingungen verändern und somit zu räumlich inhomogenen Eigenschaften führen. Diese sind etwa die Geometrie des Bauteils oder der Abstand zur Bauplattform bzw. zu Stützkonstruktionen.
Bauteilsimulation
Um die Simulation ganzer Bauteile mit akzeptablem numerischen Aufwand zu ermöglichen, wurden verschiedene makroskopische Ansätze entwickelt. Da der thermische Energieeintrag direkt oder indirekt prozessrelevante Phänomene wie Phasentransformation, thermischen Verzug und Eigenspannungen beeinflusst [2], werden oft thermische und thermomechanische Modelle angewendet. Die thermischen Analysen basieren auf der Lösung der Wärmeleitungsgleichung mit geeigneten Randbedingungen. Um den Materialauftrag abzubilden, werden die einzelnen Schichten im Laufe der Simulation nacheinander aktiviert.
Übliche Vereinfachungen beinhalten (1) Die Zusammenfassung mehrerer Schichten in eine Superschicht (2) Ersetzung der lokalen Wärmequelle durch eine äquivalente volumetrische Wärmequelle 3) homogenisierte Eigenschaften der Stützkonstruktionen [28]. Außerdem werden die Pulvereigenschaften homogenisiert. Die Elementgröße wird nach oben nur durch die Größe der Superschicht begrenzt, wodurch eine effiziente numerische Lösung möglich wird [13].
Da die thermomechanische Analyse numerisch immer noch sehr aufwendig ist, wurden für die Verzugsvorhersage auch rein mechanische Ansätze wie die Inherent Strain Method (ISM) entwickelt [29]. Die inhärenten Dehnungen können analytisch, numerisch oder experimentell bestimmt werden [18]. In der Modified Inherent Strain Method (MISM) werden die inhärenten Dehnungen mittels einer thermo-mechanischen Analyse auf der Meso-Ebene bestimmt und Schicht für Schicht in einer quasistatischen Analyse auf das gesamte Bauteil übertragen [18]. Die MISM wurde u. a. zur Optimierung von Stützkonstruktionen, Bauteilorientierung und Scan-Pfad eingesetzt [18].
Die Analysen werden häufig mittels FEM durchgeführt. Darüber hinaus kristallisieren sich vielversprechende alternative Lösungsansätze heraus. Yavari u. a. [30] nutzen einen graph-theoretischen Ansatz. Mit diesem kann die Temperaturhistorie in einem Verdichterrad (Impeller) in 17 min simuliert werden. Dem steht eine FEM Simulation mit einer Laufzeit von 4,5 h und die tatsächliche Bauzeit von 16 h gegenüber. Die relative Abweichung der simulierten Temperaturhistorie bezogen auf experimentelle Daten beträgt ca. 9 %. Dies zeigt auch, dass trotz der groben Vereinfachungen im thermischen Modell noch eine gute Übereinstimmung zu experimentellen Beobachtungen gegeben ist.
Peng u. a. [28] verwenden ein sogenanntes Thermal Circuit Network (TCN) als Ersatzmodell. Dieses ist nach Angabe der Autoren um den Faktor 100 schneller als klassische FEM-basierte Berechnungen. Im konkreten Anwendungsfall für ein Bauteil in jeweils einer flachen und aufrechten Lage ergaben sich die Laufzeiten von 2 min (flach) bzw. 19 min (aufrecht) im Vergleich zur FEA mit 14 h (flach) bzw. 41 h (aufrecht), bei einer relativen Abweichung der Ergebnisse von unter 15 %. Die Autoren verknüpfen dieses mit einem quasistatischen thermo-mechanischen Modell (TCN-QTM), mit dem sie die thermischen Spannungen berechnen [25].
Multiphysikalische Kopplung
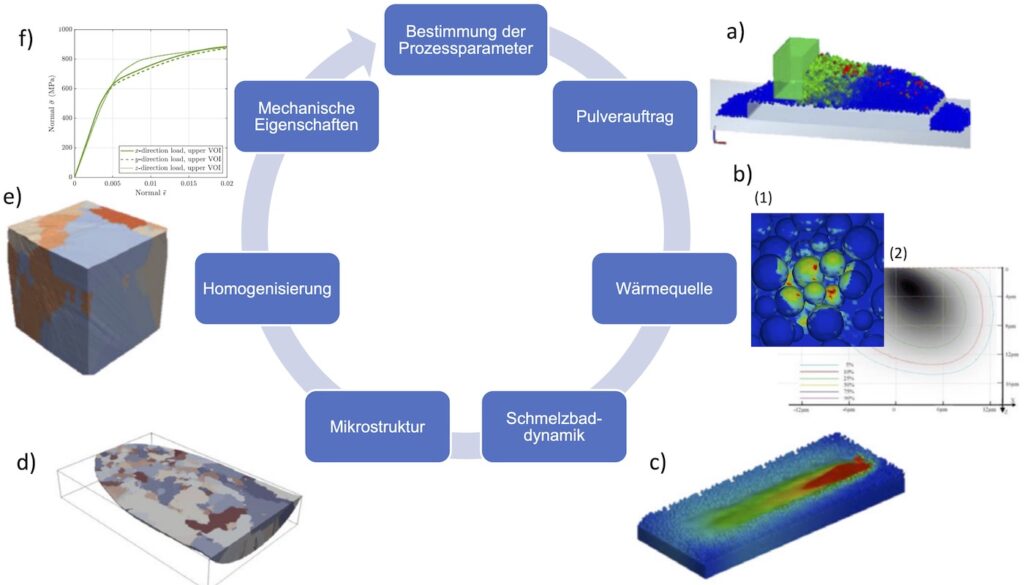
Die Vielzahl der genannten Modelle verdeutlicht die Komplexität der Prozesssimulation. Zumeist handelt es sich um ein gekoppeltes multiphysikalisches Problem, welches in Teilprobleme gegliedert wird. Diese werden anschließend unabhängig voneinander untersucht. Ein solches Vorgehen bietet sich vor allem bei schwach gekoppelten Problemen an, welche sequentiell gelöst werden können. Zum Beispiel wird die Energiegleichung und die Impulsgleichung in thermo-mechanischen Modellen oft als schwach gekoppelt angenommen, da die thermische Energie im Vergleich zur mechanischen Energie dominiert [31]. Das Interesse ist groß, diese Teilprobleme in ein einziges Framework zu integrieren [26]. Ein mögliches Konzept wird von [26] für das PBF-EB (auch Electron Beam Melting, kurz EBM) aufgestellt (Bild 3).
Der Elektronenstrahl wird als volumetrische Wärmequelle modelliert. Dabei wird die räumliche Absorptionsrate durch MC Simulation der Elektronenpfade berechnet (Bild 3.b (2)). Im Gegensatz dazu beträgt die Interaktionslänge des Lasers nur wenige Nanometer, weshalb die Wärmequelle in PBF-LB als Oberflächenwärmequelle modelliert wird [13]. Die mehrfachen Reflexionen des Laserstrahls an freien Oberflächen werden durch Ray Tracing abgebildet [32] (Bild 3.b (1)). Die Pulververteilung für die anschließende CFD Simulation wurde mittels DEM berechnet (Bild 3.a).
Zur Berechnung der thermischen Spannungen erfolgt der Transfer der berechneten Temperaurfelder auf bereits erstarrten Kontrollvolumen (FV) in einen FE-Solver. Dieser ermöglicht die Kopplung der fluiddynamischen Simulation (Bild 3.c) mit einer thermomechanischen Simulation. Weiterhin dienen die berechneten Temperaturfelder als Input für das CA Modell zur Mikrostruktursimulation (Bild 3.d). Anschließend werden mithilfe einer speziellen Reduced-Order-Methode (ROM), von den Autoren Self-Consistent Clustering Analysis (SCA) genannt, aus der berechneten Mikrostruktur lokale mechanische Eigenschaften abgeleitet
(Bild 3.e-f). Von [5] wird bezogen auf CA eine Möglichkeit beschrieben, die Abhängigkeit von Unterkühlung der Schmelze zur Erstarrungsgeschwindigkeit der Dendriten aus einer PF-Simulation abzuleiten. Dadurch kann die Thermodynamik im CA auf eine solide physikalische Grundlage gestellt werden. Eine Anreicherung der Mikrostruktursimulation durch Berechnung der Phasentransformationen [19] ist ebenfalls möglich.
Fazit: Mögliche Entwicklungen und Einordnung in den Stand der Forschung
Die Simulation von PBF-LB birgt aufgrund der Vielzahl an Einflussfaktoren zum gegenwärtigen Zeitpunkt ein großes Forschungspotenzial. Der vorliegende Artikel gibt eine Übersicht über gängige physik-basierte Vorgehensweisen. Es wurden Möglichkeiten aufgezeigt, einzelne Aspekte des Prozesses wie Pulverauftrag, Schmelzbaddynamik, Mikrostruktur und thermischen Verzug zu untersuchen. Der Informationsaustausch zwischen den verschiedenen Zeit- und Raumskalen stellt jedoch immer noch eine große Hürde dar. Homogenisierungsmethoden und die Methode inhärenter Dehnungen stellen dazu erste Ansätze dar. Außerdem werden Modelle oft nur als schwach gekoppelt angenommen (z. B. DEM-CFD [15] oder CFD-CA [20]).
Alternative Ersatzmodelle (TCN) oder effizientere Algortihmen (GPU Computing) können helfen, Simulationen zu beschleunigen. Inverse Lösungsstrategien, in denen beispielsweise mittels datengetriebener Ansätze zu gewünschten Eigenschaftsprofilen die erforderlichen Prozessparameter gefunden werden könnten, wurden in dieser Übersicht nicht berücksichtigt. Einige Ansätze zur Optimierung von Prozessparametern und zur Optimierung von Topologie oder Materialeigenschaften werden in [13] diskutiert.
Literatur
[1] DIN EN ISO/ASTM 52900:2022-03. In: Additive Fertigung_- Grundlagen_- Terminologie (ISO/ASTM 52900:2021). Deutsche Fassung EN_ISO/ASTM 52900:2021. Berlin 2022. DOI: 10.31030/3290011.[2] Wang, D.; Yang, Y.; Liu, Y.; Bai, Y.; Tan, C.: Factors Affecting the Manufacturing Quality of Laser Powder Bed Fusion in Laser Powder Bed Fusion of Additive Manufacturing Technology. In: Additive Manufacturing Technology (2024), S. 35-58. DOI: 10.1007/978-981-99-5513-8_2.
[3] Kollmannsberger, S.; . Özcan, M.; Carraturo, N., Zander, N.; Rank, E.: A hierarchical computational model for moving thermal loads and phase changes with applications to selective laser melting, Computers & Mathematics with Applications 75 (2018) 5, S. 1483-1497. DOI: 10.1016/j.camwa.2017.11.014.
[4] Lee, Y. S.; Zhang, W.: Modeling of heat transfer, fluid flow and solidification microstructure of nickel-base superalloy fabricated by laser powder bed fusion. In: Additive Manufacturing 12 (2016), S. 178-188. DOI: 10.1016/j.addma.2016.05.003.
[5] Higgins, D.: Investigating the Microstructure Evolution of Additive Manufactured Parts using Multiscale Modelling. Juli 2023.
[6] Sun, Z.; Chueh, Y.-H.; Li, L.: Multiphase mesoscopic simulation of multiple and functionally gradient materials laser powder bed fusion additive manufacturing processes. In: Additive Manufacturing 35 (2020). DOI: 10.1016/j.addma.2020.101448.
[7] Pauza, J. G.; Tayon, W. A.; Rollett, A. D.: Computer simulation of microstructure development in powder-bed additive manufacturing with crystallographic texture, Modelling Simul. Mater. Sci. Eng., 29 (2021) 5, 055019. DOI: 10.1088/1361-651X/ac03a6.
[8] Chen, F.; Yan, W.: High-fidelity modelling of thermal stress for additive manufacturing by linking thermal-fluid and mechanical models. In: Materials & Design 196 (2020), 109185. DOI: 10.1016/j.matdes.2020.109185.
[9] De Lorenzis, L.; Düster, A. (Hrsg): Modeling in Engineering Using Innovative Numerical Methods for Solids and Fluids. In: CISM International Centre for Mechanical Sciences 599 (2020). DOI: 10.1007/978-3-030-37518-8.
[10] Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C.: Additive manufacturing of metals, Acta Materialia 117 (2016), S. 371-392. DOI: 10.1016/j.actamat.2016.07.019.
[11] Nan, W.; Ghadiri, M.: Numerical simulation of powder flow during spreading in additive manufacturing. In: Powder Technology 342 (2019), S. 801-807. DOI: 10.1016/j.powtec.2018.10.056.
[12] Dong, K.; Wang, C.; Yu, A.: A novel method based on orientation discretization for discrete element modeling of non-spherical particles. In: Chemical Engineering Science 126 (2015), S. 500-516. DOI: 10.1016/j.ces.2014.12.059.
[13] Markl, M.; Körner, C.: Multiscale Modeling of Powder Bed–Based Additive Manufacturing. In: Annu. Rev. Mater. Res. 46 (2016) 1, S. 93-123. DOI: 10.1146/annurev-matsci-070115-032158.
[14] Mussatto, A.; Groarke, R.; O’Neill,A.; Obeidi, M. A.; Delaure, Y.; Brabazon, D.: Influences of powder morphology and spreading parameters on the powder bed topography uniformity in powder bed fusion metal additive manufacturing. In: Additive Manufacturing 38 (2021), 101807. DOI: 10.1016/j.addma.2020.101807.
[15] Li, E.; Zhou, Z.; Wang, L.; Zou, R.; Yu, A.: Modelling of keyhole dynamics and melt pool flow in laser powder bed fusion process. In: Powder Technology 400 (2022), 117262. DOI: 10.1016/j.powtec.2022.117262.
[16] Körner, C.; Attar, E.; Heinl, P.: Mesoscopic simulation of selective beam melting processes. In: Journal of Materials Processing Technology, 211 (2011) 6, S. 978-987. DOI: 10.1016/j.jmatprotec.2010.12.016.
[17] Ma, Y.; Zhou, X.; Zhang, F.; Weißenfels, C.; Liu, M.: A novel smoothed particle hydrodynamics method for multi-physics simulation of laser powder bed fusion. In: Comput Mech. (2024). DOI: 10.1007/s00466-024-02465-5.
[18] Bayat, M.; Dong, W.; Thorborg, J.; To, A. C.; Hattel, J. H. A review of multi-scale and multi-physics simulations of metal additive manufacturing processes with focus on modeling strategies. In: Additive Manufacturing 47 (2021), 102278. DOI: 10.1016/j.addma.2021.102278.
[19] Zhang, Q.; Xie, J.; Gao, Z.; London, T.; Griffiths, D.; Oancea, V.: A metallurgical phase transformation framework applied to SLM additive manufacturing processes. In: Materials & Design 166 (2019), 107618. DOI: 10.1016/j.matdes.2019.107618.
[20] Lian, Y.; Gan, Z.; Yu, C.; Kats, D.; Liu, W. K.; Wagner, G. J.: A cellular automaton finite volume method for microstructure evolution during additive manufacturing. In: Materials & Design 169 (2019), 107672. DOI: 10.1016/j.matdes.2019.107672.
[21] Azizi, H.; Ebrahimi, A.; Ofori-Opoku, N.; Greenwood, M. Provatas, N.; Mohammadi, M.: Characterizing the microstructural effect of build direction during solidification of laser-powder bed fusion of Al-Si alloys in the dilute limit: A phase-field study. In: Acta Materialia 214 (2021), 116983. DOI: 10.1016/j.actamat.2021.116983.
[22] Körner, C.; Markl, M.; Koepf, J. A.: Modeling and Simulation of Microstructure Evolution for Additive Manufacturing of Metals: A Critical Review. In: Metall Mater Trans A 51 (2020) 10, S. 4970-4983. DOI: 10.1007/s11661-020-05946-3.
[23] Gross, D.; Seelig, T.: Bruchmechanik. Berlin Heidelberg 2016. DOI: 10.1007/978-3-662-46737-4.
[24] Chen, Q.; Liang, X.; Hayduke, D.; Liu, J.; Cheng, L.: An inherent strain based multiscale modeling framework for simulating part-scale residual deformation for direct metal laser sintering. In: Additive Manufacturing 28 (2019), S. 406-418. DOI: 10.1016/j.addma.2019.05.021.
[25] Peng, H.; Ghasri-Khouzani, M.; Gong, S.; Attardo, R.,Ostiguy, P; Rogge, R. B.; Gasterell, B.A.; Budzinski, J.; Tomono, C.; Neidig, J.; Shankar, M. R.; Billo, R.; Go, D.B. Hoelzle, D.: Fast prediction of thermal distortion in metal powder bed fusion additive manufacturing: Part 2, a quasi-static thermo-mechanical model. In: Additive Manufacturing 22 (2018), S. 869-882. DOI: 10.1016/j.addma.2018.05.001.
[26] Yan, W.; Lian, Y.; Kafka, O. L.; Liu, Z.; Liu, W. K.: An integrated process–structure–property modeling framework for additive manufacturing. In: Computer Methods in Applied Mechanics and Engineering 339 (2018), S. 184-204. DOI: 10.1016/j.cma.2018.05.004.
[27] March, N. G.; Gunasegaram, D. R.; Murphy, A. B.: Evaluation of computational homogenization methods for the prediction of mechanical properties of additively manufactured metal parts. In: Additive Manufacturing 64 (2023), 103415. DOI: 10.1016/j.addma.2023.103415.
[28] Peng, H.; Ghasri-Khouzani, M.; Gong, S.; Attardo, R.; Ostiguy, P; Rogge, R. B.; Gasterell, B. A.; Budzinski, J.; Tomono, C.; Neidig, J.; Shankar, M. R.; Billo, R.; Go, D. B. Hoelzle, D.: Fast prediction of thermal distortion in metal powder bed fusion additive manufacturing: Part 1, a thermal circuit network model. In: Additive Manufacturing 22 (2018), S. 852-868. DOI: 10.1016/j.addma.2018.05.023.
[29] Mohammadtaheri, H.; Sedaghati, R.; Molavi-Zarandi, M. Inherent strain approach to estimate residual stress and deformation in the laser powder bed fusion process for metal additive manufacturing—a state-of-the-art review. In: Int J Adv Manuf Technol 122 (2022) 5-6, S. 2187-2202. DOI: 10.1007/s00170-022-10052-2.
[30] Yavari R.; Williams, R.; Riensche, A.; Hooper, P.A.; Cole, K. D.; Jaquemetton, L.; Halliday, H. S.; Rao, P.K.: Thermal modeling in metal additive manufacturing using graph theory – Application to laser powder bed fusion of a large volume impeller. In: Additive Manufacturing 41 (2021), 101956. DOI: 10.1016/j.addma.2021.101956..
[31] Denlinger, E. R.; Gouge, M.; Irwin, J.; Michaleris, P.: Thermomechanical model development and in situ experimental validation of the Laser Powder-Bed Fusion process. In: Additive Manufacturing 16 (2017), S. 73-80. DOI: 10.1016/j.addma.2017.05.001.
[32] Huang, W.; Wang, H.; Rinker, T.; Tan, W.: Investigation of metal mixing in laser keyhole welding of dissimilar metals. In: Materials & Design 195 (2020), 109056. DOI: 10.1016/j.matdes.2020.109056.





