


In-Orbit-Wartung von Satelliten |
Adaptive Greiferplatzierung auf veränderten Komponenten dank 3D-Kamera und CAD-Modellen
| Zeitschrift | Industry 4.0 Science |
| Ausgabe | 41. Jahrgang, 2025, Ausgabe 6, Seite 10-21 |
| Open Access | https://doi.org/10.30844/I4SD.25.6.10 |
| Literatur | Teilen | Zitieren | Download |
Abstract
Keywords
Artikel
Angesichts des Konzepts „New Space“ und der damit verbundenen Entwicklungen in Richtung Kommerzialisierung und Privatisierung tritt die Raumfahrt in eine neue Ära ein. Diese neueste Ära ist geprägt von neuen Megakonstellationen wie OneWeb, Starlink, Kuiper und Guowang, die zu einem deutlichen Anstieg der Anzahl der Satelliten im Orbit führen [1]. Die Zunahme der Satelliten führt zu ernsthaften Problemen wie Weltraummüll. In ihrem jährlichen „Space Environment Report 2025” [2] beziffert die ESA die gestiegene Anzahl der verfolgten Objekte auf fast 40.000.
Ein besonderes Problem stellen Satelliten dar, die außer Kontrolle geraten sind und nicht mehr in die Umlaufbahn zurückkehren können. Diese Situation wird durch den Mangel an In-Orbit-Wartungskapazitäten noch verschärft. Neue Konzepte wie die In-Orbit-Fabrik [3] bieten alternative Lösungen. Langfristig erscheint es sinnvoll, die im Satellitenbereich anfallenden Kosten und Ressourcen zu minimieren, indem die Möglichkeit einer direkten Wartung oder Reparatur defekter Satelliten im Orbit in Betracht gezogen wird. Dies könnte zu einer Verlängerung der aktiven Lebensdauer einzelner Satelliten und zu einem geringeren Bedarf an neuen Satelliten führen. Anstelle von kompletten Satelliten könnten deutlich leichtere Ersatzteile als Rohmaterial direkt zu einer In-Orbit-Fabrik geschickt werden, die automatisierte In-Orbit-Wartungsarbeiten durchführt.
Dies wäre eine nachhaltige Möglichkeit, Kosten und Weltraummüll zu reduzieren. Es ist jedoch zu beachten, dass die In-Orbit-Wartung mehrere Herausforderungen mit sich bringt. Externe Einflüsse während des Raketenstarts und der Betriebsphase im Orbit (Kollisionen mit Asteroiden, Weltraummüll oder anderen aktiven Satelliten) können die physikalische Struktur von Satelliten verändern. In einigen Fällen können bestehende (De-)Montageschritte nicht mehr wie geplant durchgeführt werden, da die Greifflächen nicht mehr verfügbar sind oder sich die Trägheit und/oder Dynamik der Komponenten erheblich verändert hat. Daher ist eine adaptive Methode erforderlich, um Greifflächen an den Komponenten zu identifizieren, wodurch die automatisierte Wartung der Satelliten unter veränderten Bedingungen sichergestellt werden soll.
Stand der Technik bei der In-Orbit-Wartung
Die Wartung im Orbit muss zuerst gelöst werden, um sowohl Weltraummüll als auch die hohen Kosten für den Start von Satelliten zu reduzieren. Die Hauptziele der Wartung im Orbit lassen sich in Lebensdauerverlängerung/Positionshaltung, Betankung, De-/Re-Orbitierung, Bergung und Recycling, Verlagerung, robotergestützte Manipulation, Montage und Fertigung im Orbit unterteilen [4].
Da der Einsatz von Menschen im Orbit extrem kostspielig ist und die Fernsteuerung Grenzen hat, werden neue Ansätze entwickelt, um vollständig autonome Fabriken im Orbit mit Hilfe von KI zu errichten, die diese Aufgaben übernehmen können [5]. Das Kernprinzip des Konzepts der In-Orbit-Fabrik beinhaltet den Einsatz von Gelenkarmrobotern, die einen flexiblen Betrieb ermöglichen. Die Fabrik selbst wird autonom von einem Digitalen Prozesszwilling gesteuert [3].
Zusätzlich zur Ausführung der einzelnen Prozessschritte liefert der Digitale Prozesszwilling alle relevanten Informationen der erforderlichen Komponenten, Anweisungen und 3D-Modelle bis hin zur Simulation und Fehlererkennung über Sensoren wie Kameras oder Kraftsensoren. Der Hauptvorteil einer solchen Anlage besteht darin, dass die Komponenten direkt zur Fabrik transportiert werden können. Folglich müssen Satelliten selbst nicht mehr vor den Belastungen beim Raketenstart und den darauf folgenden Vibrationen mithilfe von Stützstrukturen verstärkt werden. Dies erleichtert die Entwicklung leichter Strukturen, die nachhaltiger sind und sowohl das Gewicht als auch die Transportkosten senken.
Ein weiteres Hindernis ist die Heterogenität der Satelliten selbst. Die Kommerzialisierung der Luft- und Raumfahrtindustrie in Verbindung mit mangelnder Interoperabilität hat den Weg für eine Vielzahl von Satellitenlösungen und -strukturen geebnet. Bei einem Großteil der Schritte, die zur Wartung im Orbit erforderlich sind, müssen Komponenten demontiert oder ausgetauscht werden. Folglich muss der Roboterarm für die Montage flexibel steuerbar sein.
Ein skillbasierter Demontageansatz bietet eine flexible und hardwareunabhängige Methode zur Durchführung dieser Demontagearbeiten. Ein Skill verleiht einem Robotersystem eine hochgradige Fähigkeit [6] und kann mit anderen Skills kombiniert werden, um komplexere Aufgaben zu erfüllen, wie beispielsweise einen gesamten Demontageprozess [7].
Ein großer Vorteil des Skill-Konzepts besteht darin, dass Skills abstrakte, für Menschen lesbare Funktionen darstellen. Selbst im vollständig autonomen Betrieb können Ingenieure den Betriebszustand des Roboters jederzeit überwachen. Darüber hinaus sind Skills nicht unbedingt an bestimmte Roboterfunktionen gebunden. Sie können auf andere Maschinen, Peripheriegeräte oder sogar Softwaremodule innerhalb desselben Systems angewendet werden, was eine Vielzahl von Anwendungsszenarien ermöglicht. Diese Abstraktion erleichtert die Übertragung der Betriebslogik auf heterogene Hardwareplattformen.
Für die automatisierte Handhabung deformierter oder beschädigter Satellitenkomponenten erweist sich die skillbasierte Aufgabenzerlegung als besonders vorteilhaft. Es kann eine Abfolge von Skills definiert werden, beginnend mit der Erfassung einer Punktwolke des Zielobjekts, gefolgt von einem Skill zur Schätzung der Greifposition und schließlich einem Skill zur tatsächlichen Ausführung des Greifvorgangs. Solche modularen Abläufe wurden in bestehenden Forschungsarbeiten [8, 9] erfolgreich als effektiver Ansatz für die Objektmanipulation in unsicheren oder sich verändernden Umgebungen demonstriert.
Vision-basierte robotergestützte Greiferkennungssysteme erfordern die Lokalisierung von Objekten, die Schätzung der Objektpose sowie die Greiferschätzung, die in den oben genannten Roboterfähigkeiten enthalten sein können [10]. Greiferschätzungen auf der Grundlage von Punktwolken verwenden häufig die Posenschätzung, um die erforderlichen Werte für den Greifer-Endeffektor Tool Center Point (TCP) zu berechnen. Diese Schätzungen eignen sich für verschiedene Arten von Endeffektoren und Teilegeometrien und erreichen je nach Teilegeometrie durchschnittliche Erfolgsraten von etwa 80–100 % [11-13]. Darüber hinaus fehlt diesen Algorithmen derzeit die erforderliche Genauigkeit für unüberwachte In-Orbit-Wartungsarbeiten im Weltraum. Das Greifen unbekannter Teile wurde prototypisch demonstriert, unterliegt jedoch häufig Einschränkungen aufgrund vereinfachter Implementierungen und mangelnder Genauigkeit [14].
Vorläufige Forschungsergebnisse zeigen die Vorteile einer automatisierten In-Orbit-Fabrik, die mit Gelenkroboterarmen für die Wartung von Satelliten ausgestattet ist [5]. Die Aufteilung von Roboteraufgaben in einzelne Fähigkeiten hat sich als vielversprechender Ansatz zur Verbesserung der Flexibilität automatisierter Vorgänge herausgestellt [8, 9]. Die Entwicklung von Schätzfähigkeiten hängt von der Geometrie des betreffenden Objekts ab. Diese Fähigkeit wird oft durch Faktoren wie die Geometrie des Endeffektors eingeschränkt [14]. Die identifizierte Forschungslücke resultiert aus dem Fehlen automatisierter und anpassungsfähiger Mechanismen, die eine flexible Anpassung der Roboterfähigkeiten und -aufgaben bei der Reparatur von Komponenten mit veränderter Geometrie ermöglichen.
Adaptive Greiferplatzierung für die In-Orbit-Wartung von Satelliten
Aufbauend auf den Konzepten der kompetenzbasierten Aufgabenmodellierung, die von Trautner et al. [8] und Parigi Polverini et al. [9] vorgestellt wurden, zerlegt der vorgeschlagene Ansatz die Demontageaufgabe in modulare Kompetenzen, wodurch eine flexible Anpassung des Roboterverhaltens an veränderte Bauteilgeometrien ermöglicht wird. Darüber hinaus werden die von Du et al. [10] skizzierten Prinzipien der bildbasierten Greifschätzung durch die Integration von punktwolkenbasierter Objektlokalisierung, Posenschätzung und Greifpunktbestimmung in die vorgeschlagene Methodik einbezogen.
Die nachfolgende Methode soll die Automatisierung der Satellitendemontage in einer Fabrik im Orbit unter Verwendung von Gelenkarmrobotern und parallelen Greifer-Endeffektoren erleichtern. Der Prozess basiert auf vorhandenen 3D-Modellen der CubeSat-Komponenten in ihrem ursprünglichen Zustand. Ebenso sind eine Punktwolken-Datei der Weltraumfabrikumgebung in Verbindung mit einer vorhandenen Abfolge von Arbeitsschritten sowie eine Weg- und Bahnplanung für die Demontageaufgabe erforderlich.
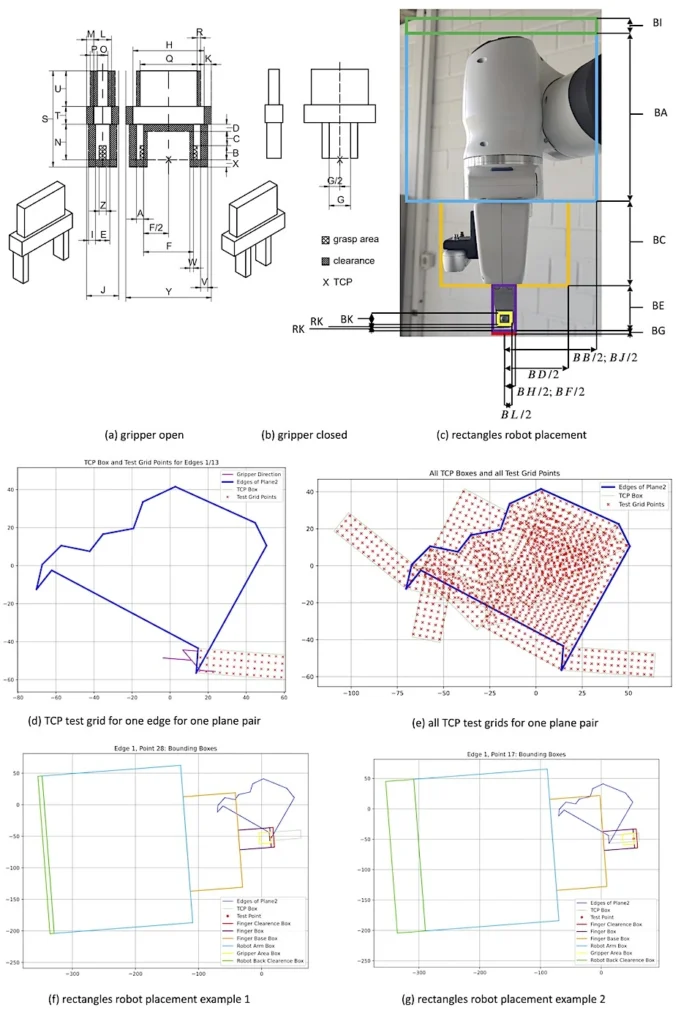
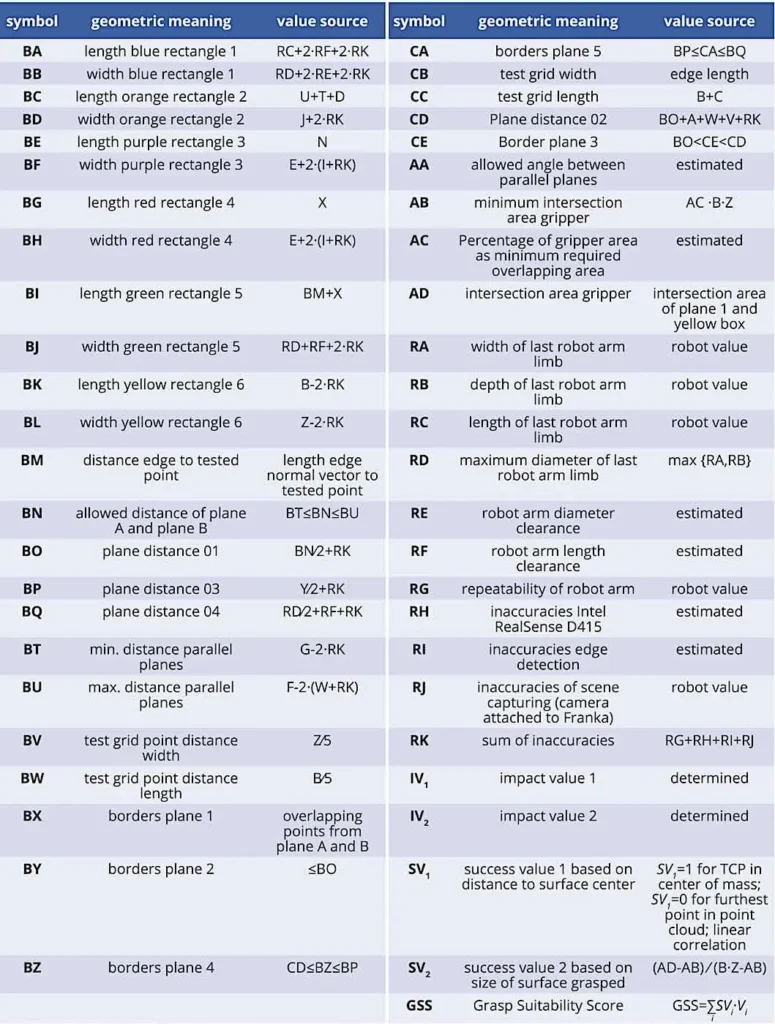
Die vorgeschlagene Methode ist in Bild 3 als UML-Aktivitätsdiagramm dargestellt und unabhängig von der verwendeten Technologie. Der Einfachheit halber wird davon ausgegangen, dass alle Endeffektoren symmetrisch sind und nur parallele Greifer-Endeffektoren für den Einsatz im Orbit berücksichtigt werden, weil Vakuum-Saugnapf-Endeffektoren aufgrund der fehlenden Luft nicht eingesetzt werden können. Bei Endeffektoren mit asymmetrischer Geometrie basieren die Berechnungen auf den Parameterwerten, die die ungünstigsten (Worst-Case-)Effekte erzeugen, um ein Höchstmaß an Sicherheit zu gewährleisten. Bild 1 zeigt die Parameter und Bild 2 ihre Korrelationen. Die für die Implementierung verwendeten Werte für die Parameter sind im GitHub-Repository [15] verfügbar.
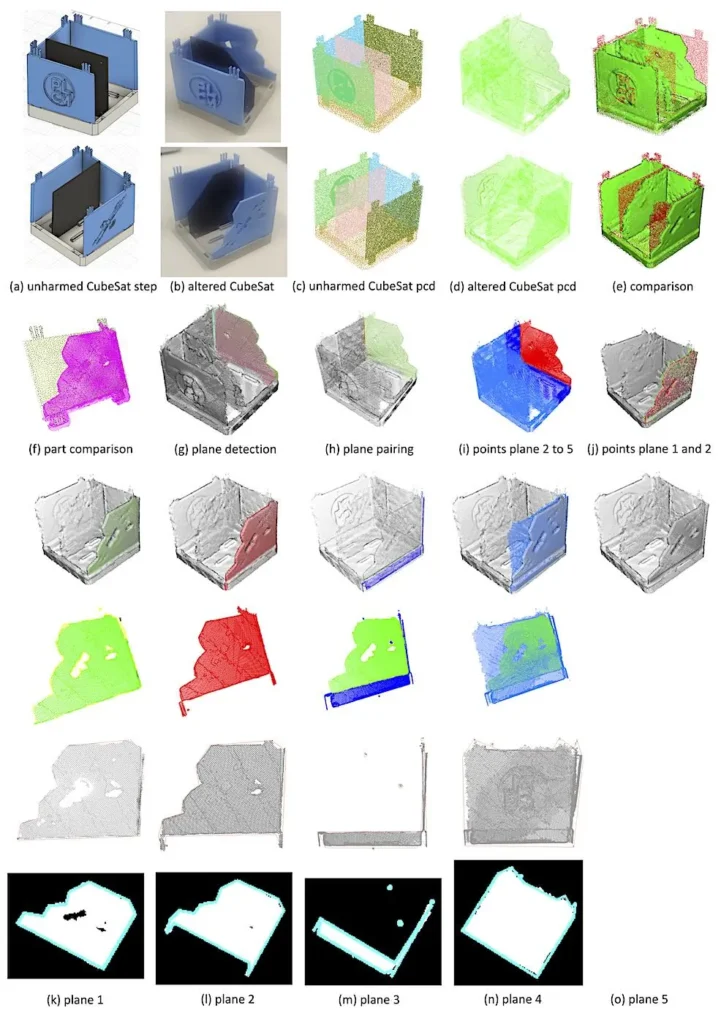
Zunächst werden ein defekter CubeSat und seine Umgebung aus mehreren Blickwinkeln mithilfe von 3D-Punktwolken erfasst. Dazu könnte eine 3D-Kamera an einem Roboterarm angebracht oder mehrere Kameras verwendet werden. Diese erzeugten Punktwolken werden einer Reihe von Vorverarbeitungsschritten unterzogen, darunter die Entfernung von Punkten außerhalb des Kameramessbereichs. Anschließend werden die einzelnen Punktwolken zu einer einzigen Punktwolke zusammengefasst. Die einzelnen Punkte des Hintergrunds und der CubeSats werden dann in einzelne Cluster sortiert (Bild 4d).
Die Punktwolke des CubeSats wird mit einer 3D-Modelldatenbank verglichen, um den CubeSat-Typ zu bestimmen (Bild 4e). Die einzelnen Komponenten der CubeSat-Baugruppe werden dann identifiziert und auf der Punktwolke positioniert (Bild 4c). Die nächste zu demontierende Komponente des CubeSats wird aus der Sequenzplanung ausgewählt und mit der Punktwolke verglichen, um festzustellen, ob sich ihre Geometrie wesentlich verändert hat (Bild 4f). Sobald sich die Geometrie verändert – beispielsweise aufgrund einer Kollision mit Weltraummüll – muss eine neue Greifposition bestimmt werden.
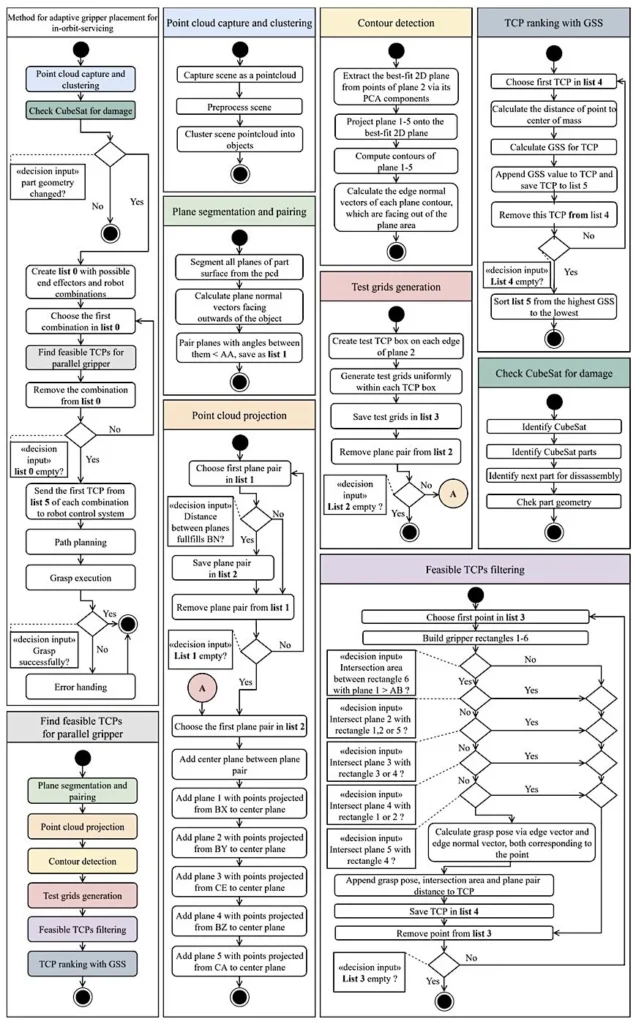
Anschließend werden Kombinationen aus verfügbaren Robotern und Endeffektoren erstellt, deren Parameter für weitere Berechnungen verwendet werden. Alle verfügbaren Kombinationen werden für die Schätzung der Greifposition verwendet. Zunächst werden alle Punkte eines Teils entsprechend ihrer Zugehörigkeit zu einer ebenen Oberflächengeometrie in Cluster gruppiert (Bild 4g). Die Punktgruppen werden dann Paaren mit anderen ebenen Flächen zugeordnet, die parallel ausgerichtet sind (Bild 4h).
Der Winkel zwischen beiden Paaren muss kleiner als AA sein, und ihre Normalenvektoren müssen voneinander weg zeigen. Wenn die Ebenen auch die BN-Anforderung erfüllen, können sie als Greifflächen verwendet werden. Darüber hinaus werden die Greifpositionen auch als Werkzeugmittelpunkte (TCPs) bezeichnet. Die Punkte in den Flächen A und B werden auf die Ebene 1 projiziert (Bild 4k), die sich im symmetrischen Mittelpunkt der Ebenen A und B befindet und die Schnittbereiche beider auf die Ebene projizierten Flächenpunkte enthält.
Ohne Schnittpunkt ist die Erstellung einer Mittelebene und der Ebenen 2 bis 5 nicht möglich. Anschließend wird eine zusätzliche Ebene „Ebene 2” (Bild 4l) erzeugt, die alle Punkte mit einem Abstand in BY in positiver und negativer Richtung von der Mittelebene umfasst. Eine dritte Ebene, „Ebene 3“ (Bild 4m), enthält alle Punkte mit einem Abstand in CE. Ebene 4 (Bild 4n) enthält alle Punkte mit einem Abstand in BZ und Ebene 5 (Bild 4o) alle Punkte mit einem Abstand in CA.
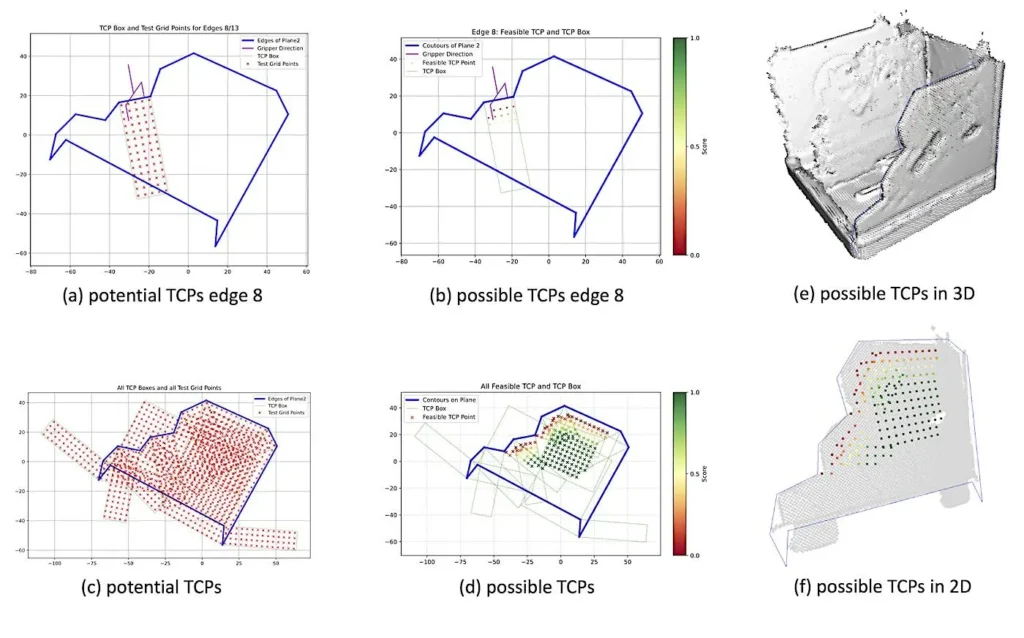
Um die nachfolgenden Berechnungen zu erleichtern, wird eine Kantenerkennung verwendet, um aus den einzelnen Punkten für alle vier Flächen einen oder mehrere Bereiche pro Ebene zu generieren. Alle fünf Ebenen liegen auf Ebene 1, wobei die Richtung ihrer Normalenvektoren ausgerichtet ist (Bild 4j). Die Bestimmung potenzieller TCPs basiert auf der Verwendung von Ebene 2. Der Vektor für jede Kante des Bereichs, die aus dem Bereich herauszeigt, wird identifiziert, indem überprüft wird, ob ein unendlich langer Normalenvektor in der Ebene des Bereichs eine gerade oder ungerade Anzahl von Kanten schneidet (gerade = nach außen gerichtete Richtung; ungerade = nach innen gerichtete Richtung).
Die Erzeugung eines Rechtecks wird von jeder Kante in der negativen Vektorrichtung aus initiiert (Bild 1d und 1e). Die Breite des Rechtecks, bezeichnet als CB, entspricht der Kantenlänge, während seine Position durch die Lage der Kante bestimmt wird. Die Länge des Rechtecks beträgt CC.
Anschließend wird ein Testraster potenzieller TCPs innerhalb dieses Rechtecks positioniert, mit einer Punktabstandskonfiguration in der Breite BV und Tiefe BW. Dadurch wird sichergestellt, dass das gesamte Rechteck symmetrisch vom Mittelpunkt aus gefüllt wird. Die X-, Y- und Z-Positionen der TCPs werden durch die Position des Punktes im kartesischen Raum bestimmt, und die Drehung wird durch die Richtung des negativen Normalenvektors der Kante und die Parallelität der Greifflächen zur Symmetrieebene definiert. Für jeden potenziellen TCP wird eine Kombination von Rechtecken platziert, um die einzelnen Komponenten des Greifers und des Roboters darzustellen (Bild 1f und Bild 1g). Diese werden einer Kollisionsprüfung mit den Ebenen 1 bis 5 unterzogen. Alle verbleibenden Punkte sind geeignete TCPs.
Eine Rangfunktion (1), im Folgenden als Grasp Suitability Score (GSS) bezeichnet, wird verwendet, um den optimalen Greifpunkt aus allen möglichen Greifpunkten gemäß [14] zu bestimmen.
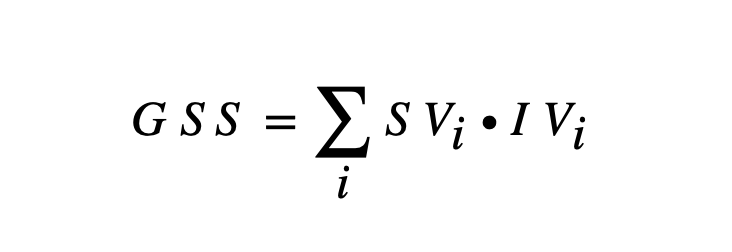
(1)
Dies wird erreicht, indem die Erfolgswerte (SV) mit entsprechenden Auswirkungswerten (IV) gewichtet werden, wobei der Auswirkungswert (SV1) mit dem Abstand des TCP vom Schwerpunkt des Objekts und der Auswirkungsgrad (SV2) mit der Größe der Überlappungsfläche zwischen dem Greiferfinger und der Objektoberfläche korreliert. Jedem Punkt wird ein GSS von 0 bis 1 zugewiesen, wobei ein höherer Wert eine bessere Eignung des Greifpunkts anzeigt (Bild 5).
Der TCP mit dem höchsten GSS-Wert wird an die Robotersteuerung weitergeleitet und ersetzt die ursprüngliche Greifposition. Alle TCPs des Demontage-Skills werden um den Versatz zum ursprünglichen Greifpunkt angepasst. Eine zusätzliche Kollisionsprüfung ist erforderlich, um Kollisionen während der Bewegung in dem Skill zu vermeiden, da bei diesem Verfahren nur die Greifposition des Endeffektors berücksichtigt wird. Anschließend wird der Vorgang zum Greifen der Komponente ausgeführt.
Bewertung und Diskussion der adaptiven Greiferplatzierung
Zur Bewertung der adaptiven Greiferplatzierungsmethode wird eine vereinfachte CubeSat-Baugruppe verwendet. Die Bewertung wird mit einem Franka Research 3-Roboterarm mit einem Franka-Parallelgreifer durchgeführt. Bild 4a zeigt den unbeschädigten CubeSat und Bild 4b den beschädigten CubeSat, der für die Bewertung verwendet wurde. Der CubeSat wurde mit einem Artec Eva 3D-Scanner erfasst. Die Bilder 4c bis 4o zeigen die durch die Implementierung erstellten Bilder, die die Funktionalität der entwickelten Methode für die adaptive Greiferplatzierung belegen.
Es wird ein halb zerlegter CubeSat verwendet, da dieser die Kollisionsprüfungen im Prozess der TCP-Schätzung beim Greifen besser veranschaulicht und der verwendete Endeffektor einen geschlossenen CubeSat aufgrund des maximalen Greiferabstands von 80 mm im Vergleich zu einem CubeSat mit einer Größe von etwa 100 x 100 x 100 mm3 nicht greifen kann. Alle möglichen TCPs werden mit einer Heatmap ihrer GSS-Werte grün = 1 und rot = 0 in Bild 5 dargestellt.
Die Gesamtlaufzeit der Software für verschiedene Anwendungsfälle lag je nach Komplexität der Teile und Punktwolkendichte zwischen etwa 0,5 und 5 Minuten. Es wurden jedoch keine Anstrengungen unternommen, die Laufzeit des Codes zu optimieren, und diese Zeit ist angesichts der Anzahl der derzeit im Weltraum befindlichen Satelliten, die eine In-Orbit-Wartung benötigen, angemessen. Der für die Implementierung geschriebene Code, die 3D-Dateien und die Ergebnisse sind auf GitHub [15] verfügbar.
Die derzeitige Einschränkung der Implementierung besteht darin, dass nur ebene Flächen für die Greifschätzung verwendet werden, was jedoch kein Problem darstellt, da das Greifen von unebenen Flächen zu einem unsicheren Griff führen könnte. Dies stellt in einer Fabrik im Orbit ein hohes Risiko dar. Der Grund dafür sind die unvorhersehbaren Bewegungen und Schäden durch unsicher gegriffene und ausgerichtete Teile in einem Endeffektor während des Prozesses. Die Teile könnten sich während einer Roboterbewegung aus dem Endeffektor lösen oder mit der Umgebung kollidieren.
Die derzeitige Methode ist nur für parallele Greifer-Endeffektoren anwendbar, bei denen die Parameter der Endeffektor-Geometrie in Bild 1 angenommen werden können. Damit sind die meisten für die Industrie relevanten Endeffektortypen abgedeckt, mit Ausnahme von Vakuum-Saugnapf-Endeffektoren, die für eine luftlose Fabrik im Orbit nicht geeignet sind. Aufgrund der Größe und Ausrichtung der Testgitter werden nicht alle möglichen Greifpositionen getestet. Das bedeutet, dass möglicherweise nicht die optimale Position gefunden wird, was jedoch nicht problematisch ist, da für das Greifen nur eine einzige brauchbare Position mit einer ausreichend hohen Erfolgswahrscheinlichkeit erforderlich ist.
Der hier vorgestellte Ansatz ist ein erster Schritt zur Lösung des Problems der Abweichung von Bauteilen während der Wartung einer Fabrik im Orbit. Wie bereits erwähnt, muss dieser Ansatz nun um weitere Endeffektortypen erweitert werden, um Flexibilität zu ermöglichen und komplexere Vorgänge wie das Schrauben zu unterstützen. Darüber hinaus sollte der nächste Schritt darin bestehen, die Verwendung und den Datenaustausch mit Digitalen Zwillingen der Produkte zu untersuchen. Diese könnten eine ideale Grundlage für die Bereitstellung von 3D-Modellen sein. Zusätzlich könnte die virtuelle Darstellung des physikalischen Zustands über den Digitalen Zwilling den Prozess unterstützen, indem sie weitere Informationen liefert, etwa im Falle bereits bekannter beschädigter Teile.
Adaptive Greiferplatzierung für die In-Orbit-Wartung
Aufgrund der steigenden Anzahl von Satelliten im Orbit und deren unvermeidlichem Lebensende wurde eine Methode für die In-Orbit-Satellitenwartung vorgestellt. Die vorgeschlagene Methode ermöglicht eine adaptive Greiferplatzierung von veränderten Komponenten für die In-Orbit-Wartung und archiviert darüber hinaus eine TCP-Schätzung für unbekannte Teile. Beide Teile der Methode können in einem modularisierten System getrennt voneinander verwendet werden.
Die Schätzung der Greifposition könnte durch einen bereits bewährten Greifschätzungsalgorithmus ersetzt werden. Alternativ könnte die Methode weiterentwickelt werden, um komplexere Endeffektor-Geometrien zu berücksichtigen. Der Ansatz verwendet eine regelbasierte Greifschätzung und Berechnungen des Greiftauglichkeitswerts, die für den Einsatz in einer Wartungsfabrik im Orbit geeignet sind. Die einzigen Black-Box-Systeme sind maschinell lernbasierte Kantenerkennungen und Punktwolken-Nachbearbeitungen, die etablierte Algorithmen verwenden, aber fehleranfällig sind. Die Methode ist unabhängig von den verwendeten Technologien und kann vollständig automatisiert werden, sodass während des Reparaturprozesses keine menschliche Interaktion erforderlich ist.
In zukünftigen Schritten könnten eine Sequenz-, Pfad- und Trajektorieplanung für die In-Orbit-Wartung sowie ein Digitaler Prozesszwilling in die Methode aufgenommen werden, um eine vollständig automatisierte flexible In-Orbit-Wartung von CubeSats zu erreichen. Die von der Europäischen Weltraumorganisation vorgestellte RISE-Mission veranschaulicht die potenziellen Anwendungen und die Bedeutung dieses Ansatzes, da sie derzeit einen Satelliten mit Roboterarmen für die In-Orbit-Wartung startet [16].
Dieser Artikel wurde gemeinsam im Rahmen der Projekte AI2SB, ACOR und RoboTeach veröffentlicht. AI2SB wird von der DFG und CAPES unter den Fördernummern 547432938 (DFG) und 88881.964206/2024-01 (CAPES) gefördert. ACOR wurde vom BMWK unter der Projektnummer 50RP2240A-C gefördert und RoboTeach wird vom BMWK als ZIM-Projekt unter der Fördernummer 16KN096034 gefördert.
Dies ist die deutsche Version des englischen Originalbeitrags mit der DOI: 10.30844/I4SE.25.6.10
Literatur
[1] De Gaudenzi, R.: Satellitennetzwerke: Herausforderungen in Vergangenheit, Gegenwart und Zukunft – Teil 2: Breitbandsysteme. In: IEEE Aerosp. Electron. Syst. Mag. (2025), S. 1–9. DOI: 10.1109/MAES.2025.3565491.[2 Europäische Weltraumorganisation: ESA’S ANNUAL SPACE ENVIRONMENT REPORT. URL: https://www.sdo.esoc.esa.int/environment_report/Space_Environment_Report_latest.pdf, abgerufen am: 11.08.2025.
[3] Leutert, F. et al.: KI-gestützte cyber-physische Fabrik im Orbit – KI-Ansätze auf Basis der Digital-Twin-Technologie für die robotergestützte Produktion kleiner Satelliten. In: Acta Astronautica 217 (2024), S. 1–17. DOI: 10.1016/j.actaastro.2024.01.019.
[4] Opromolla, R. et al.: Zukünftige In-Orbit-Wartungsarbeiten im Kontext des Weltraumverkehrsmanagements. In: Acta Astronautica 220 (2024), S. 469–477. DOI: 10.1016/j.actaastro.2024.05.007.
[5] Mühlbauer, M. et al.: KI-basierte robuste und fehlertolerante Prozesse für die In-Orbit-Fertigung modularer Kleinsatelliten. 2024. URL: https://mediatum.ub.tum.de/node?id=1755632
[6] Steinmetz, F. J.: Intuitive Roboterprogrammierung für Anfänger und Experten. In: RWTH Aachen University (2022). DOI: 10.18154/RWTH-2022-08236.
[7] George, P.; Cheng, C.-T. et al.: Aufgabenkomplexität und das Qualifikationsdilemma bei der Programmierung und Steuerung von kollaborativen Robotern für die Fertigung. In: Applied Sciences 13 (2023) 7, S. 4635. DOI: 10.3390/app13074635.
[8] Trautner, T.; Ayatollahi, I. et al.: Verhaltensmodellierung von Fertigungsfähigkeiten in OPC UA für die automatisierte Ausführung durch einen unabhängigen Zellcontroller. In: Procedia CIRP 99 (2021), S. 633–638. DOI: 10.1016/j.procir.2021.03.085.
[9] Parigi Polverini, M.; Zanchettin, A. M.; Rocco, P.: Ein auf Einschränkungen basierender Programmieransatz für die Implementierung von Roboter-Montagefähigkeiten. In: Robotics and Computer-Integrated Manufacturing 59 (2019), S. 69–81. DOI: 10.1016/j.rcim.2019.03.005.
[10] Du, G.; Wang, K. et al.: Vision-basiertes Greifen durch Roboter von der Objektlokalisierung über die Objektposenschätzung bis zur Greifschätzung für Parallelgreifer: eine Übersicht. In: Artif Intell Rev 54 (2021) 3, S. 1677–1734. DOI: 10.1007/s10462-020-09888-5.
[11] Ma, H.; Wang, G. et al.: Roboterbasierte Greifmethode mit 6D-Posenschätzung und Punktwolkenfusion. In: Int J Adv Manuf Technol 134 (2024) 11–12, S. 5603–5613. DOI: 10.1007/s00170-024-14372-3.
[12] Bekiroglu, Y. et al.: Benchmarking-Protokoll für Greifplanungsalgorithmen. In: IEEE Robot. Autom. Lett. 5 (2020) 2, S. 315–322. DOI: 10.1109/LRA.2019.2956411.
[13] Zapata-Impata, B. S.; Gil, P. et al.: Schnelle geometriebasierte Berechnung von Greifpunkten auf dreidimensionalen Punktwolken. In: International Journal of Advanced Robotic Systems 16 (2019) 1. DOI: 10.1177/1729881419831846.
[14] Rein, J.; Voges, J.; Reuther, A.; Schleich, B.: Methode zur Bestimmung des am besten geeigneten Greif-TCP für die Roboter-Teilehandhabung. In: K. Srihari, M. T. Khasawneh, S. Yoon, D. Won (Eds.), Flexible Automation and Intelligent Manufacturing: The Future of Automation and Manufacturing: Intelligence, Agility, and Sustainability, Lecture Notes in Mechanical Engineering, Springer Nature Switzerland, Cham, 2026, pp. 347–354. doi:10.1007/978-3-032-07675-5_33.
[15] Rein, J.: Adaptive-in-Orbit-Servicing-of-Altered-Satellite-Components. GitHub. 2025. URL: https://github.com/JustusRein/Adaptive-In-Orbit-Servicing-of-Altered-Satellite-Components. DOI: 10.5281/zenodo.16947439.
[16] Europäische Weltraumorganisation, In-Orbit-Servicing-Mission RISE. [Online]. URL: https:// www.esa.int / Space_ Safety/ ESA_ to_ build_ first_ in- orbit_ servicing_ mission_ with_ D- Orbit, abgerufen am: 03.11.2025.
Ihre Downloads
Potenziale: Innovation
Lösungen: Instandhaltung Logistik




