


Mensch-Roboter-Kollaboration in der Flugzeugendmontage |
Ein intelligentes Assistenzsystem für das mechanische Fügen in der manuellen Montage
| Zeitschrift | Industrie 4.0 Management |
| Ausgabe | 35. Jahrgang, 2019, Ausgabe 1, Seite 19-22 |
| Open Access | https://doi.org/10.30844/I40M_19-1_S19-22 |
| Literatur | Teilen | Zitieren | Download |
Abstract
Keywords
Artikel
Das Stanznieten als Fügeverfahren wirkt sich positiv auf die Durchlaufzeit aus, da viele zusätzliche Prozessschritte beim herkömmlichen Nieten, wie bspw. das aufwändige Vorbohren, Reinigen und Neupositionieren der Stringer und Stringerkupplungen, entfallen [1]. Im Flugzeug durchgeführte Prozessanalysen haben gezeigt, dass die Montage 50 % weniger Zeit, im Vergleich zum herkömmlichen Nietprozess, benötigt. Das aus dem Automobilbau bekannte Nietverfahren [2] wurde im Flugzeugbau bisher nicht eingesetzt. Für eine erfolgreiche Integration müssen einige Herausforderungen bewältigt werden. Neben der Qualifizierung der Fügetechnologie und der Entwicklung geeigneter Werkzeuge, muss ein effizienter Prozess mithilfe eines Assistenzsystems entwickelt werden.
Aufgrund der hohen Sicherheitsvorschriften in der Luftfahrtindustrie bestehen hohe Qualitäts- und Dokumentationsanforderungen an den Montageprozess. Intelligente Nietwerkzeuge, wie das zu Verwendende, bieten bereits die Möglichkeit einer sensorischen Erfassung und Auswertung relevanter Prozessparameter (z. B. Kraft, Weg, Zeit) [2]. Eine Zuordnung dieser Parameter zu den konkreten Nietpositionen ist im manuellen Betrieb jedoch mit einem hohen Aufwand verbunden.
Zielstellung
Ziel war es daher, ein leichtes und flexibles Assistenzsystem zu entwickeln, das den Mitarbeiter beim variantenreichen Fügen von Stringer und Stringerkupplung innerhalb der Flugzeug-struktur physisch und geistig unterstützt. Das Werkzeug mit einem Gewicht von acht Kilogramm muss so geführt werden, dass die körperliche Belastung für den Bediener auf ein Minimum reduziert wird. Die Bedienung des Assistenzsystems soll intuitiv erfolgen. Dazu zählt die Vermeidung von unnötigen Bewegungen und Laufwegen sowie die ganzheitliche Steuerung des Systems in unmittelbarer Nähe des Setzgeräts. Die Prozessdokumentation der Montage soll zukünftig nicht mehr händisch erfolgen, sondern durch das System unterstützt werden, sodass eine prozessbegleitende und kontinuierliche Qualitätssicherung einfacher erfolgen kann.
Lösungsansatz
Da die zu entwickelnde Lösung ein geringes Gewicht und eine hohe Flexibilität aufweisen muss, ist die Auswahl möglicher Assistenzsysteme beschränkt. Gegenüber möglichen passiven Balancersystemen haben Roboter einen großen Vorteil: die eingebaute Sensorik. Sie sind mit innovativen Technologien ausgestattet, die eine Mensch-Roboter-Kollaboration (MRK) sowie intelligente Vernetzung mit anderen Systemen und so eine automatische Prozessdokumentation erlaubt. Zudem bieten sie bei geringem Eigengewicht mittlerweile eine verhältnismäßig große Reichweite und Traglast. Der Manipulator als Assistenzsystem wird handgeführt, indem die Bedienperson Kraft auf eine Führungseinrichtung am Endeffektor ausübt, die der Roboter in eine Bewegung überführt [3, 4]. Neben der Handführung ist darüber hinaus auch eine teilweise Automatisierung des Prozesses möglich, die den Mitarbeiter weiter unterstützt.
Durchgeführte 3D-Simulationen und Tests an Mockups führten zu einer Auswahl des Leichtbauroboters UR10 (Universal Robots). Die vergleichsweise hohe Reichweite (1.300mm) und Traglast (10 kg) sowie das geringe Eigengewicht waren ausschlaggebende Kriterien. Auf einer bestehenden Montagebühne zur manuellen Montage wird der Roboter auf einer Linearschiene befestigt, um alle betrachteten Nietpositionen zu erreichen. Im Folgenden wird die Funktionsweise des kombinierten Roboter-Setzgerät-Systems kurz erläutert. Weiterführende Darstellungen zur Auswahl und Bedienung des Roboter- und Handhabungssystems sind [5] zu entnehmen.
Roboter- und Handhabungssystem
Der UR10 ist ab Werk mit der Möglichkeit der Handführung ausgestattet, die durch das Messen der Motorströme in den Roboterachsen realisiert wird. Für industrielle Anwendungen ist diese kontinuierliche Art der Handführung weniger geeignet [6], sondern sie erleichtert das Teachen von Bahnpunkten. Eine weitere, oft genutzte Möglichkeit der Handführung wird durch den Einsatz eines zusätzlichen Kraft-Momenten-Sensors (KMS) am Endeffektor realisiert [7]. Nach dem Prinzip der Admittanz werden die Kontaktkräfte berechnet, die aus der Handführung hervorgehen.
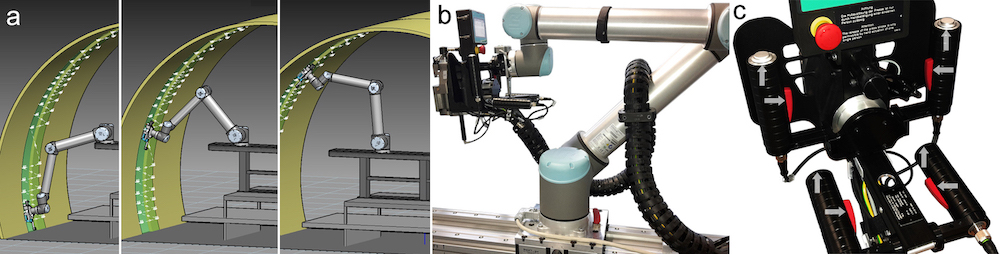
Die vorliegende Anwendung, in der der FT300 (Robotiq Inc.) verwendet wird, erfordert eine Führung des Setzgeräts mit flexiblen Handhabungsmodi in verschiedenen Sensitivitätsstufen. Dazu wurde ein adaptiver Algorithmus zur Handführung des Roboters entwickelt, der je nach Bedarf angepasst und erweitert werden kann. Durch das Zusammenwirken der Komponenten und des Algorithmus wird dem Mitarbeiter eine gewichtskompensierte Bewegung des Setzwerkzeugs mit geringerer körperlicher Belastung ermöglicht. Aus diesen Komponenten ergibt sich ein Robotersystem, das in Bild 1 a/b in der virtuellen Kinematikstudie sowie real dargestellt ist.
Neben der Montagebühne besteht noch eine Electronic Supply Unit (ESU), die aus den Steuerungen des Manipulators und des Werkzeugs besteht. Sie versorgt beide Geräte mit Strom sowie das Setzgerät mit hydraulischem Druck. Die Kabel und Schläuche hierfür werden in einem Schlauchpaket zusammengefasst, das von der ESU zum Endeffektor verläuft. Am Setzgerät befinden sich Taster, mit denen sowohl das Werkzeug als auch der Roboter bedient werden. So wird eine ganzheitliche Bedienung des Robotersystems ermöglicht.
Diese Handhabung erfolgt über redundante Wipp- und Daumentastern, die sich von einer Person bequem betätigen lassen (Bild 1c). Die roten Wipptaster dienen in diesem Zusammenhang als Zustimmtaster [3, 4], welche die Bewegung des Roboters sicher freigeben. Sofern kein Taster betätigt wird, befindet sich das Robotersystem im sicherheitsbewerteten überwachten Halt und verbleibt an der momentanen Position. Einwirkende Kräfte auf den KMS haben also in diesem Zustand keinen Einfluss.
Mithilfe einer Einhandsteuerung wird der Endeffektor zügig bewegt. Durch eine Zweihandsteuerung wird das Setzgerät feinfühlig zur endgültigen Nietposition geführt. Durch das Betätigen eines Daumentasters wird dann der Eilhub ausgelöst, bei dem Stringer und Stringerkupplung miteinander verklemmt werden. Hierdurch entstehen Kräfte am Niederhalter des Setzgeräts, denen der Roboter nachgeben muss, um Schäden an Flugzeug und Manipulator zu vermeiden. Das Setzgerät führt dann eine Überprüfung der Blechdicke durch. Stimmt die gemessene Blechdicke mit dem im Nietmagazin geladenen Niet überein, kann abschließend der Krafthub ausgelöst werden. Hierbei nimmt das Setzgerät kontinuierlich Prozessdaten auf, die gemeinsam mit Roboterdaten aufgezeichnet werden. Diese Daten lassen sich auf dem nachfolgend erläuterten mobilen Endgerät darstellen und den Nietpositionen zuordnen.
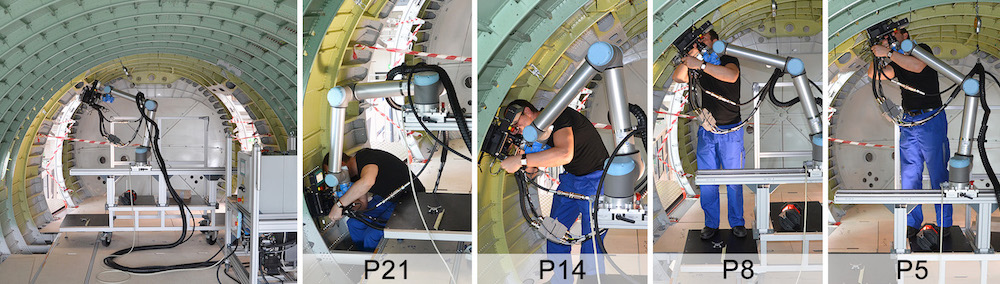
Bild 2 zeigt das entwickelte Robotersystem im Ausgangszustand sowie während des Montageprozesses an verschiedenen Stringern.
Mobile Bedienung und Intelligente Prozessüberwachung
Eine wichtige Anforderung an das System ist eine ganzheitliche Steuerung und Informationsausgabe zum Niet- und Montageprozess in unmittelbarer Nähe des Setzgeräts bzw. der Nietposition. Neben den beschriebenen Handhabungsfunktionen zum sicheren Führen des Roboters und Auslösen des Setzprozesses besteht daher der Bedarf nach einem Bediengerät, mit dem sich der UR10 und das Setzgerät ansteuern lassen. Zudem müssen die verarbeiteten Daten zusammengeführt und um zusätzliche Funktionen erweitert werden. Die bereitgestellten Systeme des UR10 und Setzgeräts sind hierfür nur bedingt geeignet. Das zwölf Zoll große Handbediengerät des UR10 ist über ein dickes Kabel mit der Robotersteuerung verbunden und stellt somit eine permanente Stolperfalle für den Endanwender dar. Das Setzgerät kann über den Bildschirm an der Setzgerätsteuerung bedient werden, wodurch wiederkehrende Laufwege entstehen würden.
Deshalb ist ein mobiles Endgerät notwendig, das sich idealerweise permanent im Sichtfeld des Mitarbeiters befindet, ohne dass es für ihn störend ist. Für die Bereitstellung und Verarbeitung der entsprechenden Daten kommt ein zusätzlicher Computer zum Einsatz, der die Kommunikation zu beiden Geräten übernimmt. Dazu wird in einem lokalen WLAN-Netzwerk eine Internetseite bereitgestellt (nachfolgend als Applikation bezeichnet), die über ein beliebiges und austauschbares mobiles Endgerät aufgerufen werden kann. In diesem Fall kommt ein handelsübliches Smartphone zum Einsatz. Im Gegensatz zu Smartwatches kann es ausreichend Informationen bei gutem Bedienungskomfort anzeigen und kann gegenüber Tablets während des gesamten Montageprozesses bequem am Unterarm getragen werden. Die Benutzeroberfläche auf dem Smartphone ist übersichtlich gestaltet.
Bezüglich des Setzgeräts können beispielsweise Routinen aufgerufen werden, die für einen Magazinwechsel, Nietauswurf oder auch eine Blechdickenmessung notwendig sind. Durch gezielte Anweisungen und Informationen auf dem Smartphone kann der Bediener über notwendige Arbeitsschritte hingewiesen und intelligent geleitet werden. Die Zustände der Teilsysteme Roboter sowie Setzgerät werden ihm jederzeit dargestellt. Auftretende Störungen werden direkt angezeigt und können bei Bedarf quittiert werden. Für den Nietprozess wichtige Informationen, wie die aktuell eingestellten Nietparameter sowie die Daten der letzten durchgeführten Nietprozesse, werden ebenfalls abgebildet (Bild 3), sodass die bestehenden Bediengeräte des UR10 und Setzgeräts substituiert werden.
Durch die Vernetzung und Nutzung der integrierten Robotersensorik wurde eine intelligente Prozessüberwachung umgesetzt. Die aufgenommenen Daten des Setzgeräts werden vom zusätzlichen Computer abgerufen. Hierzu zählen ein Kraft-Weg-Verlauf und eine Bewertung des Nietprozesses, die in der Applikation unter anderem angezeigt werden. Während des Montageprozesses erscheint auf der Benutzeroberfläche eine Ansicht der sogenannten RivetMap. Diese verdeutlicht dem Mitarbeiter, welche Niete bereits gesetzt sind und welche noch genietet werden müssen.

Die einzelnen Nietpositionen werden pro Flugzeugrumpf und Querstoß angezeigt und sind durch Kreise dargestellt (Bild 3 (c), links). Der farbige Rahmen um die Nietposition symbolisiert, welche Nietlänge der Niet an dieser Stelle aufweisen muss. Für jede Nietlänge existiert ein separates Nietmagazin, das mit derselben Farbe zur einfachen Identifikation gekennzeichnet ist. Wenn ein Kreis grün oder rot gefüllt ist, heißt das, dass der entsprechende Nietprozess fehlerfrei bzw. fehlerbehaftet war, andernfalls wurde der Niet an dieser Stelle noch nicht gesetzt.
Um weitere Informationen zu erhalten, kann der Kreis angewählt werden, woraufhin auf der rechten Seite der Ansicht weitere Daten bspw. zur gemessenen Blechdicke und der gesetzten Nietlänge visualisiert werden. Durch eine zusätzliche Schaltfläche kann das Kraft-Weg-Diagramm zum ausgewählten Niet angezeigt werden. Somit trägt diese Ansicht dazu bei, dass sich der Mitarbeiter während der variantenreichen Nietprozesse schnell zurechtfindet und erspart ihm das Mitführen zusätzlicher Dokumente.
Die Zuordnung von gesetztem Niet und Nietposition erfolgt während des Montageprozesses nachdem der Krafthub des Setzgeräts ausgelöst wurde. Neue Prozessdaten werden abgefragt und unmittelbar auf dem Smartphone angezeigt. Die Zuordnung anhand der RivetMap kann sowohl manuell per Drag’n‘Drop als auch automatisiert geschehen. Wenn ein neuer Montageprozess beginnt, gibt der Mitarbeiter einmalig an, an welcher Nietposition er setzen wird. Durch eine hinterlegte Reihenfolge kann dann antizipiert werden, welcher Niet darauf folgen wird.
Über eine Referenzierung der Position des Roboters kann zudem berechnet werden, welcher Niet gesetzt wurde. Beide Vorgehensweisen werden durch ein visuelles Feedback dargestellt und können permanent im Blick behalten werden. Die Bedienperson kann in die automatische Zuordnung der Niete zu den Nietpositionen jederzeit eingreifen und manuell vornehmen, wenn beispielsweise ein Niet übersprungen oder die Montagebühne verschoben werden muss. Darüber hinaus dient es als langfristige Dokumentation der Montage, da die Daten in einer Datenbank gespeichert werden und jederzeit abrufbar sind.
Die integrierte Handführung mit den Tastern am Endeffektor und die Nutzung eines Smartphones als erweiterte Steuerung des kombinierten Roboter-Setzgerät-Systems ergeben ein komplett neues, intelligentes Robotersystem für den industriellen Einsatz. Die Datenfusion und kontinuierliche Prozessüberwachung der Teilsysteme und Sensoren eröffnet eine Vielzahl an Einsatzmöglichkeiten.
Zusammenfassung und Ausblick
Die vorgestellte Anwendung zeigt eine intelligente Mensch-Roboter-Kollaboration in der Flugzeugendmontage. Das acht Kilogramm schwere Werkzeug wird vom Manipulator getragen und kann leichtgängig bewegt werden, wodurch die körperliche Belastung während der einzunehmenden Arbeitshaltungen stark reduziert wird. Durch die Vernetzung und Nutzung eines mobilen Endgeräts wurde ein schlankes Bedienkonzept entwickelt, welches dem Mitarbeiter zusätzlich eine geistige Unterstützung bietet.
Die beschriebene digitale Prozessdokumentation ermöglicht eine nachhaltige Qualitätssicherung. Die Einführung und Akzeptanz des neuen Stanznietverfahrens in der Flugzeugendmontage hängen signifikant vom Robotersystem ab. Insbesondere im Bereich der manuellen Montage, wo eine Vollautomatisierung aufgrund der Variantenvielfalt und begrenzten Raumverhältnisse nicht möglich ist, eröffnen hybride Montagesysteme mit MRK und intelligenter Vernetzung neue Möglichkeiten. Die Ausweitung des prinzipiellen Systems auf weitere Flugzeugfamilien und Fügeprozesse verspricht enorme Vorteile für die manuell geprägte Flugzeugmontage.
Literatur
[1] DVS – Deutscher Verband für Schweißen und Verwandte Verfahren e.V., EFB Europäische Forschungsgesellschaft für Blechverarbeitung e.V., Merkblatt DVS/EFB 3410, Stanznieten – Überblick. Düsseldorf 2014.[2] Jäckel, M.; Falk, T.; Landgrebe, D.; Concept for Further Development of Self-pierce Riveting by Using Cyber Physical Systems, Procedia CIRP 44 (2016), S. 293-297.
[3] DIN Deutsches Institut für Normung e. V., DIN EN ISO 10218-1:2011, Industrieroboter – Sicherheitanforderungen – Teil 1: Roboter. Berlin 2012.
[4] DIN Deutsches Institut für Normung e. V., DIN EN ISO 10218-2:2011, Industrieroboter – Sicherheitsanforderungen – Teil 2: Robotersysteme und Integration. Berlin 2012.
[5] Meißner, J.; Schmatz, F.; Beuß, F.; Sender, J.; Flügge, W.; Gorr, E.: Smart Human-Robot-Col- laboration, Procedia Manufacturing 24 (2018), S. 264-270.
[6] Massa, D.; Callegari, M.; Cristal- li, C.: Manual guidance for industrial robot programming, Industrial Robot 42 (2015) 5, S. 457-465.
[7] Rodamilans, G. B.; Villani, E.; Trabasso, L. G.; Oliveira, W. R. d.; Suterio, R.: A comparison of industrial robots interface: Force guidance system and teach pendant operation, Industrial Robot 43 (2016) 5, S. 552-562.






