Regionale Refabrikationsnetzwerke |
Potenziale und Herausforderungen der lokalen Wiederaufarbeitung von Produkten
| Zeitschrift | Industrie 4.0 Management |
| Ausgabe | 39. Jahrgang, 2023, Ausgabe 2, Seite 11-14 |
| Open Access | https://doi.org/10.30844/IM_23-2_11-14 |
| Literatur | Teilen | Zitieren | Download |
Abstract
Keywords
Artikel
Das Konzept der Wegwerfprodukte für den einmaligen Gebrauch verstößt gegen die Idee der nachhaltigen Entwicklung, von der sich die Menschheit seit Jahrtausenden leiten lässt, und schwächt die Gesellschaft von Natur aus. Das Wirtschaftswachstum vor dem Hintergrund der Erschöpfung der Ressourcen, der Umweltbelastung und des zunehmenden gesellschaftlichen Drucks erfordert jedoch eine radikale Änderung der Marktstrategien und des Produktions-/Konsumverhaltens der Akteure [1]. Auf der anderen Seite treiben Märkte, Gesetzgebung und ein wachsendes gesellschaftliches Bewusstsein für verantwortungsvollen Konsum und Verhalten die Refabrikation von Produkten voran. Refabrikation bezieht sich auf einen Lebenszyklus-Erneuerungsprozess.
Im Rahmen dieses Prozesses können Produkte, die aus Baugruppen oder mehreren Einzelteilen bestehen, demontiert und wiederaufbereitet werden, um dann aufgearbeitet und gegebenenfalls teilweise ersetzt zu werden, damit sie wieder in das fertige Produkt eingebaut werden können. Auf diese Weise können die gesamte Baugruppe oder die demontierten Einzelteile wiederverwendet werden. Allerdings haben produzierende Unternehmen noch relativ wenige Berührungspunkte mit der Kreislaufwirtschaft und sind sich ihres Potenzials nicht bewusst [2].
Darüber hinaus ist eine kosteneffiziente Bewertung des Zustands der Einzelteile oft problematisch und die Bewertungsverfahren nach der Einzelteiltrennung sind technisch aufwendig (z. B. Scan- und Prüfverfahren). Zudem sind diese Bewertungsverfahren meist erst nach Abschluss der Demontage verfügbar. Hier können die Konzeptionierung, Datenerfassung und Simulation von Remanufacturing-Prozessen helfen. Vorabinformationen über die Produktnutzung mittels Machbarkeitsanalyse können den Demontageaufwand im Vorfeld entlasten und Aufschluss über verbaute Einzelteile und deren Zustand geben. Vorabinformationen ermöglichen, sofern sie zugänglich sind, auch den Einsatz von Komponenten anderer Hersteller, sodass eine größere Interoperabilität gewährleistet werden kann. Sie können somit den Wiederaufbereitungsprozess kosteneffizient machen und auch Informationen über das zukünftige Produktdesign liefern, um die Wiederaufbereitung neuer Produktvarianten zu erleichtern.
Ein großer Hemmschuh ist die Reduzierung des logistischen Aufwands, da dieser auch negative externe Effekte auf die Umwelt hat. Die Regionalisierung ist somit eine zusätzliche, aber letztlich konsequente Herausforderung für Refabrikations-Prozesse und -Ansätze. Entsprechend der skizzierten Problemstellung soll dieser Beitrag eine Lücke füllen, indem er einen Ex-Ante-Ansatz für die lokale Refabrikation liefert, insbesondere die Gestaltung lokaler Refabrikationsketten und die Simulation von Handlungsalternativen, einschließlich Machbarkeitsstudie und wirtschaftlicher Bewertung.
Ein regionaler Refabrikationsnetwerk-Ansatz
Das Prozessmodell für ein regionales Wiederaufbereitungsnetz muss Aufgaben abdecken, die über den allgemeinen Wiederaufbereitungsansatz hinausgehen. Die Absicht ist, dass die Wiederaufarbeitung von und mit Akteuren aus einer bestimmten Region durchgeführt wird. Hierfür müssen die richtigen Kompetenzen und die entsprechenden Spezialisten identifiziert werden. Fachleute und Kunden müssen von der Teilnahme an einem solchen Netzwerk überzeugt werden, indem die Machbarkeit und die wirtschaftliche Tragfähigkeit nachgewiesen werden. Der eigentliche Aufbereitungsprozess ist eingebettet in eine gemeinsame Planung für das gesamte regionale Netzwerk. Das Vorgehensmodell [3] umfasst somit Aufgaben der Produktionsplanung, des Supply Chain Managements, des Qualitätsmanagements und des Stakeholder-Managements, die durch ein Unternehmen in der Rolle eines Netzwerkmanagers sichergestellt werden.
1. Ein potenzieller Auslöser für den regionalen Remanufacturing-Prozess kann eine Kundenanfrage sein. Ihre Anfrage wird zusammen mit allen anderen Anfragen ausgewertet, um Trends oder akute Schwerpunktaufträge zu identifizieren, die priorisiert oder mit besonderer Systematik bearbeitet werden sollten. Der Kundenkontakt kann bei jedem Partnerunternehmen im Netzwerk initiiert werden. Auch die Bedarfsanalyse wird von allen Partnerunternehmen gemeinsam durchgeführt. Der Netzwerkmanager ist für die zentrale Pflege der Kundendaten, Kundenanfragen und Analyseroutinen verantwortlich.
2. Die Pflege und der Ausbau der Kontakte zu den Partnerunternehmen des Netzwerks ist eine weitere zentrale Aufgabe des Netzwerkmanagers. Das Netzwerk prüft, ob die notwendigen Kompetenzen vorhanden sind, um akute oder potenzielle Aufträge zu erfüllen. Die spätere Planung und Durchführung sind nicht selbstorganisiert. Dafür sind die individuellen Geschäftsziele und Rahmenbedingungen der beteiligten Unternehmen zu dominant. Die zentrale Planung arbeitet auf der Basis der Daten, die die Netzwerkteilnehmer ihrerseits selbstorganisiert dem Netzwerk zur Verfügung stellen.
Jedes Unternehmen muss sich bewusst sein, dass eine Beteiligung an einem Aufarbeitungsauftrag wahrscheinlicher ist, wenn die Informationen über die eigene Verfügbarkeit und Leistungsfähigkeit aktuell sind. Das Netzwerk kann sich z. B. auf bestimmte Branchen, Ausfallsicherheit und regionale Selbstversorgung konzentrieren. Diese strategischen Überlegungen müssen von allen Partnerunternehmen verstanden und unterstützt werden. Deshalb werden in speziellen Netzwerktreffen verschiedene Szenarien und Akteurskonstellationen durchgespielt. Hier werden neue Potenziale und effektive Beziehungen innerhalb des Netzwerks aufgedeckt und diskutiert. Der Netzwerkmanager pflegt die bereitgestellten Stammdaten der Partnerunternehmen und initiiert die strategische Vernetzung.
3. In der Phase der Machbarkeitsprüfung wird die technische Umsetzung des Remanufacturing-Prozesses überprüft. Zentrale Fragen betreffen die korrekte Zerlegung und die notwendigen Produkt- und Akteursdaten, um diesen Prozess überhaupt steuerbar zu machen. Die Verifikation wird mittels einer Simulation durchgeführt. Bei einer Cyber-Physikalischen Simulation wird den Partnerunternehmen direkt aufgezeigt, auf welchen Arbeitsaufwand sie sich einstellen müssen bzw. welche Informationen noch zu liefern sind. Darüber hinaus können Probleme im Netzwerk simuliert werden und es wird festgestellt, ob sie mit den jeweils vorhandenen Informationen bewältigt werden können. Partnerunternehmen sollen hier Vertrauen gewinnen und die Notwendigkeit erkennen, Informationen mit Unternehmen auszutauschen, die außerhalb und innerhalb des Netzwerks Konkurrenten sein können.
Stellt sich heraus, dass ein bestimmtes Produkt nicht oder nicht umweltverträglich wiederaufbereitet werden kann, wird zur ersten Phase zurückgesprungen. Der Kundenbedarf und der Aufbau des Netzwerks werden von den Partnerunternehmen erneut geprüft, sodass im Idealfall neue und fehlende Kompetenzen sowie Informationen ausgetauscht werden. Der Netzwerkmanager organisiert die Machbarkeitsprüfung und ist für die Überwachung sowie Überarbeitung der nicht umsetzbaren Aufträge verantwortlich.
4. In der Vertriebsphase wird die grundsätzliche Machbarkeit des Remanufacturing-Prozesses bestätigt. Hier wird die konkrete Prozessplanung und -optimierung durchgeführt. Dies geschieht wiederum mit Informationen über Kapazitäten, Verfügbarkeiten und Kosten aus den Partnerunternehmen. Als Ergebnis werden dem Kunden ein konkreter Aufbereitungsprozess und Angebote für das Werkstück mit Angabe der beteiligten Unternehmen, Qualitätsstandards, Gesamtkosten und Gesamtfertigstellungstermin vorgelegt. Wenn keine Lösung gefunden werden kann oder das Angebot nicht angenommen wird, wird zu Phase 1 zurückgesprungen, damit die Partnerunternehmen die Leistung des Netzwerks überarbeiten können.
5. Die Ausführungsphase umfasst den eigentlichen Aufbereitungsprozess. Die Teilaufgaben werden höchstwahrscheinlich räumlich verteilt und über mehrere Netzwerkpartner abgewickelt. Daher müssen nicht nur die Teilaufgaben, sondern auch die Transporte des demontierten Werkstücks koordiniert werden. Dies geschieht durch den Netzwerkmanager.
6. Schließlich erfolgen die Auslieferung und die Bewertung der verteilten Gesamtleistung im Remanufacturing-Prozess. Hierbei werden auch die Phasen 1 bis 4 berücksichtigt. Die Einhaltung und Angemessenheit von Kosten, Zeiten und Ergebnisqualität werden überprüft und für zukünftige Prozesse berücksichtigt.
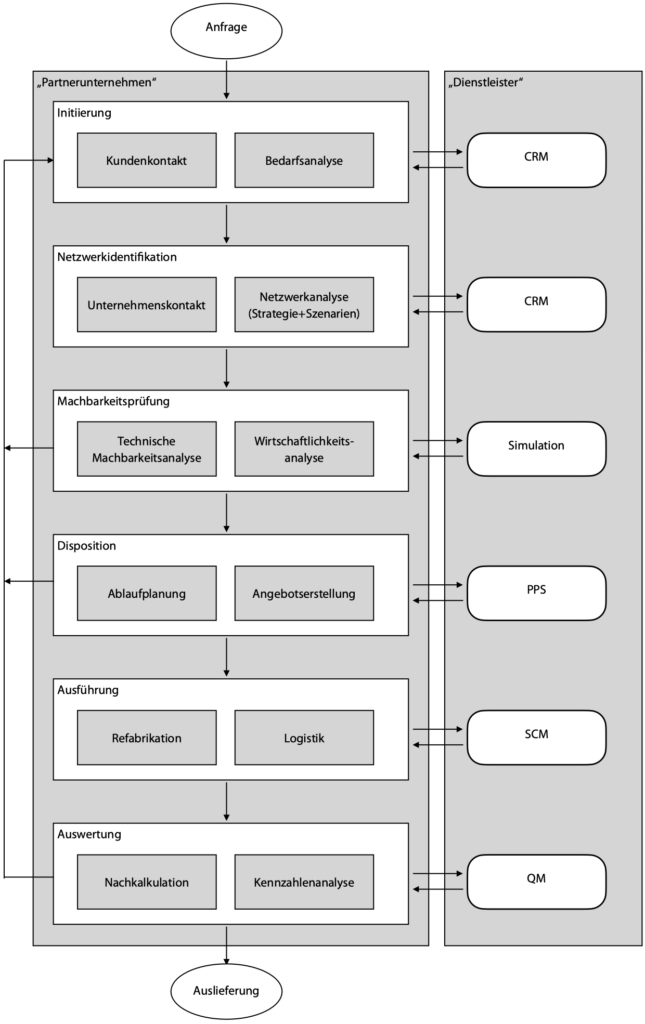
In Bild 1 ist das allgemeine Vorgehensmodell für ein regionales Refabrikationsnetzwerk dargestellt. Der Netzwerkmanager ist für den Betrieb der Anwendungssysteme verantwortlich, die von den Netzwerkpartnern im Remanufacturing-Netzwerk benötigt werden. Er integriert die Funktionen und Daten für den Gesamtprozess. Operativ bedeutet dies, dass er die Verfügbarkeit der Daten und die Ausführbarkeit der Teilaufgaben durch die Netzwerkpartner sicherstellt.
Der Netzwerkmanager ist nicht die zentrale Entscheidungsinstanz. Der erste Kundenkontakt läuft über die Netzwerkpartner. Der Netzwerkmanager sorgt lediglich für eine zentrale Kundendatenbank und ermöglicht Auswertungen über nachgefragte Produkte und Kompetenzen. Er fordert die relevanten Daten bei den Netzwerkpartnern an und pflegt sie. Die Unternehmen entscheiden selbst, welche Daten dem Netzwerk zur Verfügung gestellt werden. Das Gleiche gilt für Machbarkeitsanalysen, Terminplanung und Durchführung.
Viele der Aufgaben des Netzwerkmanagers können automatisiert werden: Erneuerung von Analysen, Datenaustausch, Mahnungen, Terminplanung, Kostenberechnungen und Berichterstattung über Leistungskennzahlen. Der Kundenkontakt muss also in der Regel gar nicht mehr bestehen. Intensiver Kontakt mit den Netzwerkpartnern findet nur im Schritt „Machbarkeitsprüfung“ statt. Dabei handelt es sich um strategisch wichtige Aufgaben (Simulationsworkshops), in denen die Netzwerkpartner unter der Moderation des Netzwerkmanagers die Partnerstruktur (Szenariomodellierung) und die technische Machbarkeit des Remanufacturing ermitteln.
Dieser Teilschritt ist nur dann komplex, wenn neue Produktkategorien oder neue Partner in das Netzwerk aufgenommen werden. Der Netzwerkmanager wird als unabhängiger und autonomer Akteur im Netzwerk benötigt. Er hat kein persönliches Interesse am eigentlichen Herstellungsprozess und kann sicherstellen, dass kritische Daten von Partnerunternehmen nur für die Planung verwendet, aber nicht direkt an die anderen Netzwerkpartner weitergegeben werden.
Potenziale und Herausforderungen regionaler Refabrikationsnetwerke
Ineffiziente Produktionsprozesse, der noch geglaubte wirtschaftliche Wachstumszwang und die Wegwerfgesellschaft verknappen unnötig die begrenzten natürlichen Ressourcen. Die Globalisierung hat zudem negative Effekte auf die Umwelt. In der Halbleiterindustrie wird z. B. ein Wafer dreimal um die Welt transportiert, bevor er an den Kunden ausgeliefert wird. Derartige lokale Optimierungen von Produktionsprozessen in Wertschöpfungsnetzwerken führen zu einem Raubbau an der Umwelt. Ein vielversprechender und aufstrebender Ansatz ist das Remanufacturing von Produkten. Unter dem Dach der Kreislaufwirtschaft ermöglicht dieser Ansatz eine Senkung des Ressourcenverbrauchs. Um konsequent zu sein, muss dieser Ansatz jedoch in einem lokalen Kontext umgesetzt werden, um den logistischen Aufwand und damit die negativen Auswirkungen auf die Umwelt zu verringern.
In diesem Beitrag wurde ein lokaler Remanufacturing-Ansatz vorgestellt, der es ermöglicht, den Ressourcenverbrauch zu reduzieren, lokale Unternehmen zu fördern und effiziente Lösungen für die regionale Wieder- und Weiterverwendung von Gütern anzubieten. Der Ansatz ist prinzipiell für eine Vielzahl von Produkten geeignet. Insbesondere ist dies jedoch stark von der regionalen Nachfrage und den vorhandenen Kompetenzen abhängig.
Besteht eine große regionale Nachfrage nach einer bestimmten Produktkategorie, ist der Aufbau eines RNN sinnvoll, auch wenn überregionale Kompetenzen einbezogen werden müssen. Wenn gute regionale Kompetenzen vorhanden sind, kann ein RRN gebildet werden, auch wenn die Nachfrage nach dieser Produktkategorie weniger aus der Region, sondern überregional kommt. Extremfälle sind z. B. billige Massenprodukte (z. B. Kaffeemaschinen) auf der einen Seite und große Spezialanfertigungen (z. B. Produktionsanlagen) auf der anderen Seite.
Dass die Kompetenzen innerhalb eines RRN komponierbar sind, ist ein notwendiges Kriterium. Das hinreichende Kriterium ist dann die wirtschaftliche Effizienz. Die Herausforderung für den Netzwerkmanager besteht darin, im Laufe der Zeit auszuloten, wie groß das Auftragsvolumen und die Produktkomplexität sein müssen oder können, damit das Netzwerk kostendeckend arbeitet.
Der RRN-Ansatz lässt sich nach unten skalieren, sodass Produktionsnetzwerke für bestimmte Produktkategorien nicht aufwändig simuliert, sondern direkt ohne Anspruch auf Wirtschaftlichkeit umgesetzt werden. Dies funktioniert jedoch nur, wenn es Netzwerkpartner gibt, die bestimmte Aktivitäten auf freiwilliger Basis durchführen (z. B. die Aufarbeitung von Kleingeräten in offenen Werkstätten).
Insbesondere bei der Umsetzung eines hybriden Simulationsansatzes ist es wahrscheinlich sinnvoll, mit großen, mittelkomplexen Produkten zu beginnen. Mit zunehmender Erfahrung kann das RRN dann auf komplexere Produkte oder auf Massenprodukte ausgeweitet werden. Für beide Ausrichtungen ist es sinnvoll, auch nicht-wirtschaftliche Wiederaufbereitungsszenarien in Betracht zu ziehen (Wiederaufbereitung von kostengünstigen Gegenständen für Bürger mit dem primären Ziel der Abfallvermeidung. Oder die Wiederaufbereitung von Spezialmaschinen, die für die regionale Wirtschaft existenziell wichtig sind). Dies wäre dann sogar ein Vorteil für die regionale Resilienz, damit man sich in Extremsituationen besser helfen kann.
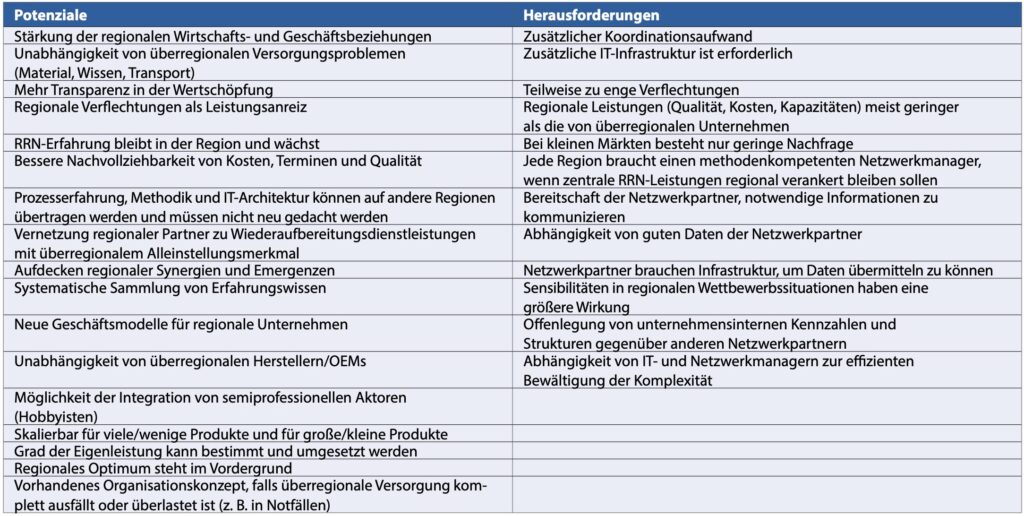
Eine detaillierte Auflistung der Potenziale und Herausforderungen regionaler Wiederaufbereitungsnetzwerke ist in Bild 2 dargestellt.
Dieser Beitrag entstand teilweise im Rahmen der Nachwuchsforschungsgruppe ProMUT „Nachhaltigkeitsmanagement 4.0 – Transformative Potentiale digital-vernetzter Produktion für Mensch, Umwelt und Technik“ (Kennzeichen 01UU1705B), das vom Bundesministerium für Bildung und Forschung in Rahmen der Förderinitiative „Sozial-ökologische Forschung“ gefördert wird. Darüber hinaus entstand der Beitrag teilweise im Rahmen des Weizenbaum-Instituts, welches durch das Bundesministerium für Bildung und Forschung (Kennzeichen 16DII13 16DII131, 16DII137, “Deutsches Internet-Institut”) gefördert wird.
Literatur
[1] Rathore, P.; Kota, S; Chakrabarti, A.: Sustainability through Remanufacturing in India: A Case Study on Mobile Handsets. In Journal of Cleaner Production 19 (2011) 15, S. 1709-22.[2] Kumar, V; Sezersan, I; Garza-Reyes, J. A.; Gonzalez, EDRS; Moh’d Anwer, A-S.: Circular Economy in the Manufacturing Sector: Benefits, Opportunities and Barriers. In: Management Decision. 2019.
[3] Gronau, N.; Weber. E.; Wander, P.; Ullrich, A.: A regional remanufacturing approach – Modeling and simulation of circular economy processes in the era of Industry 4.0. In: Plapper, P. (Hrsg): Digitization of the work environment for sustainable production. Berlin 2022. htt- ps://doi.org/10.30844/ WGAB_2022_8.