Nachhaltige Problemlösung in digitalisierten Prozessen |
Lean-Management-Umsetzung in der Logistik mittels datengestützter Prozessabsicherung
| Zeitschrift | Industrie 4.0 Management |
| Ausgabe | 37. Jahrgang, 2021, Ausgabe 5, Seite 31-34 |
| Open Access | https://doi.org/10.30844/I40M_21-5_S31-34 |
| Literatur | Teilen | Zitieren | Download |
Abstract
Keywords
Artikel
Lean-Management-Prinzipien haben in vielen Branchen und Unternehmen Einzug gehalten. Hierbei werden Verschwendungen eliminiert sowie die Qualität und Durchlaufzeiten verbessert. Um Maßnahmen und Problemlösungen am Ort der Wertschöpfung umzusetzen, wird das „Führen am Ort der Wertschöpfung“ (Shopfloor Management) eingesetzt [1].
Doch in einem komplexen Umfeld wirken Problemlösungen wiederholt nicht nachhaltig und fallen zurück. Scheinbar gelöste Probleme tauchen erneut auf. Dies liegt an einer fehlenden nachhaltigen Umsetzung und Absicherung der Problemlösungen oder an der Behebung von oberflächlich auftretenden Symptomen, anstatt einer Eliminierung der dahinter liegenden Ursachen. Das kontinuierliche Vorankommen durch eine ständige Verbesserung [2], wie im Lean Management bekannt, stellt sich somit nicht ein. Prozesse entwickeln sich nicht weiter, fallen in der Leistung zurück, Verbesserungen werden nicht erzielt. Dieses Phänomen tritt in der Produktion, produktionsnahen Bereichen und der Administration auf.
Die PDCA-Vorgehensweise bei der Problemlösung
Eine grundlegende Vorgehensweise zur Problemlösung ist unter anderem der PDCA-Zyklus [3]. Die Phasen „Plan“, „Do“ und „Check“ werden meist problemlos umgesetzt. Das Verständnis und die durchgängige Anwendung der vierten Phase „Act“ wird hingegen vielfach vernachlässigt. Sie wird übersprungen oder nur „abgehakt“. Dahinter verbirgt sich jedoch die Verankerung eines neuen Standards nebst einer weiteren Beobachtung der beeinflussten Kennzahl sowie die Information an betroffene Bereiche. So findet das Lernen und Verankern in einer Organisation statt. „Act“ ist somit aufwändiger und die zeitlich längste Phase im Problemlösezyklus.
Ohno beschreibt das Vorgehen analog der Bewegung einer Schildkröte: Langsam, gemächlich und kontinuierlich mit dem Ziel im Blick. In diesem Bild bewegen sich andere Organisationen wie Hasen: sprintend, hakenschlagend, verweilend und manchmal überschlagend [2]. Diese Vorgehensweise ist als „Firefighting“ bekannt und deutet auf eine unkoordinierte und nicht nachhaltige Problemlösung hin. Die Schildkröte gewinnt. Kleine sichere Schritte in der täglichen Problemlösung bringen mit der Zeit größere Erfolge.
Nutzung vorhandener Daten
Durch Industrie 4.0 sind mittlerweile umfangreiche Daten in Systemen verfügbar. Bei auftretenden Problemen fehlen Anwendern häufig einfache Möglichkeiten zur quantitativen oder qualitativen Ursachenforschung. Das Zurechtfinden in großen Datenmengen eines komplexen Umfelds ist schwierig. Gesamtzusammenhänge und Stellhebel in Verbindung mit dem beeinflussbaren Zuständigkeitsbereich werden, wenn überhaupt, nur von wenigen Experten erkannt.
Führungskräfte benötigen hierfür einfache und passende Möglichkeiten zur Analyse und späteren Nachhaltigkeitsverfolgung. Statistische Analyseverfahren könnten eingesetzt werden, um Muster in Datensätzen zu erkennen, doch gerade bei Problemanalysen ergeben sich immer wieder neue Fragestellungen. Für Recherchen wird neben der Datentransparenz ein flexibler und gleichzeitiger Zugriff auf unterschiedliche Systeme benötigt. Zudem helfen verschiedene Auswertemöglichkeiten und die Darstellung von Zeitverläufen.
Umsetzung im Bereich der Logistik
Das folgende Beispiel zeigt den pilothaften Einsatz einer Datenbankanwendung im Bereich der Logistik des Mercedes-Benz-Werks Bremen. Anstoß für die Entwicklung war die Nachhaltigkeit im PDCA-Prozess, die im Zusammenhang mit Daten aus IT-Systemen stand, weiter zu verbessern. Als Indikator hierfür wurde die Datenqualität herangezogen. Das Ziel war es, weitere Verbesserungspotenziale in der operativen und administrativen Logistik zu heben, wie beispielsweise die Optimierung von Transportaufträgen. Eine weitergehende Ursachenanalyse zeigte drei Stellhebel:
- Standards und Vorgaben: Die Standards für die Anwendung der IT-Systeme wurden teilweise unterschiedlich interpretiert.
- Gesamtverständnis: Das Wissen über die Wirkungszusammenhänge war zum Teil dezentral verteilt und die Einarbeitung zeitintensiv.
- Transparenz: Die aktuelle Güte der Datenqualität in den Systemen war in der Regel nur mit relativ hohem Zeitaufwand zu ermitteln.
Diese drei Handlungsfelder prägten die Entwicklung der neuen Anwendung und es wurden folgende Bestandteile für einen Prototypen abgeleitet:
- Beschreibung des Standards: Darstellung der korrekten Systembedienung bzw. Parametrierung für alle Anwender an einer zentralen Stelle.
- Beschreibung der Wirkungszusammenhänge: Die Konsequenzen bei Einhaltung bzw. Nichteinhaltung werden aufgezeigt.
- Transparenz über Standardeinhaltung: Es wird dem Anwender eine einfache, schnelle und transparente Überprüfbarkeit der Standards ermöglicht.
Erfahrungen aus der Vergangenheit zeigten die Notwendigkeit der Integration aller drei Bestandteile. Eine isolierte Umsetzung einzelner Teile erzeugt keinen Mehrwert. So führte das isolierte Bereitstellen von Auswertungsmöglichkeiten nicht zur dauerhaften Problembeseitigung.
Realisiert wurde ein einfacher Prototyp mit Frontend (Benutzeroberfläche) über Microsoft Access und Backend (Datenhaltung) über Microsoft SQL-Server. Beim Frontend wurde auf eine komfortable Darstellung der relevanten Kennzahlen über alle Managementebenen geachtet. Die Einbindung der drei zuvor beschriebenen Bestandteile stand hierbei im Vordergrund. Das Backend bestand bereits in Form eines Data-Warehouse mit allen wesentlichen Inhalten aus unterschiedlichen Logistiksystemen.
Die Anwendung besteht im Wesentlichen aus zwei Ansichten. Zum einen die „Bereichssicht“, welche die der jeweiligen Führungskraft zugeordneten Kennzahlen darstellt. Diese Kennzahlen werden aus den DV-Systemen zusammengestellt und lassen kritische Sachverhalte erkennen. Hierbei kann es sich beispielsweise um Parameterkonstellationen in den Quellsystemen handeln, die bei kombiniertem Auftreten ein Problem verursachen. Zum anderen können vertiefende Informationen zu den jeweiligen Kennzahlen und den dahinterstehenden Zusammenhängen über die Ansicht „Detailinformationen“ bezogen werden.
Bild 1 zeigt die Bereichssicht einer Führungskraft. Es wird der aktuelle Status und die Historie der letzten zehn Arbeitstage als Übersichtsliste dargestellt. In aggregierter Form wird der Status mit den Farben rot und grün visualisiert. Auf die Nutzung eines Zwischenstatus, wie „gelb“, wurde bewusst verzichtet, da dieser keinen eindeutigen Handlungsimpuls auslöst.
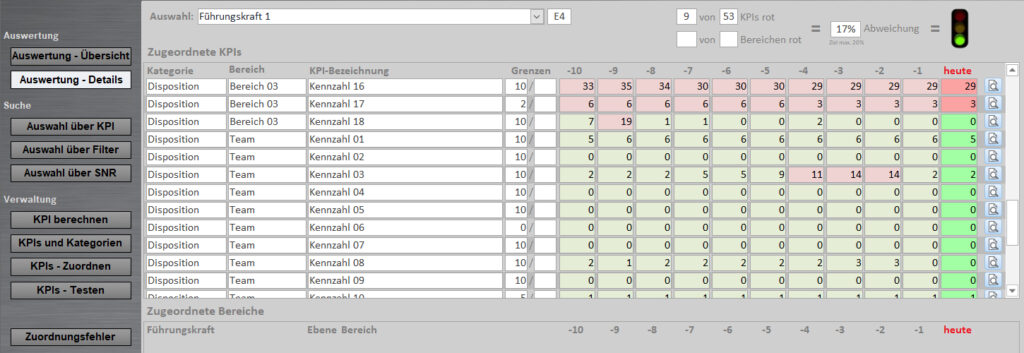
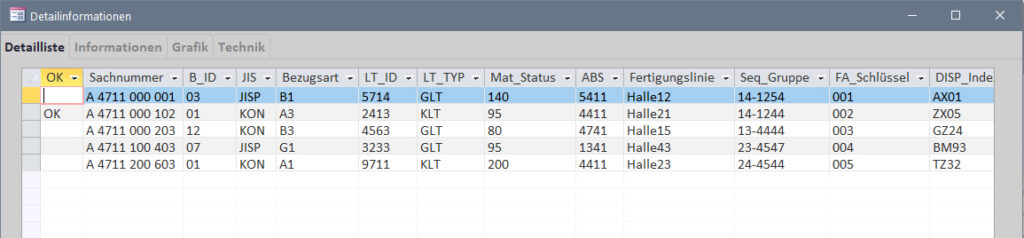
Zusätzlich wird der Gesamtstatus mit gesetzten Grenz- bzw. Zielwerten angezeigt. Über einen Button am rechten Rand neben jeder Kennzahl wird die Ansicht „Detailinformationen“ aufrufen, welche aus vier Reitern besteht. Der erste Reiter ist eine „Detailliste“ und zeigt auffällige Objekte (z. B. Beispiel Sachnummern, Bild 2), die in der Bereichssicht aggregiert angezeigt werden. Hier findet der Anwender Informationen, um Probleme im Quellsystem abzustellen. Die Informationen in den Spalten sind für jede Kennzahl individuell zusammengestellt.
Eine Kommentierung ist möglich, damit alle Gruppenmitglieder den aktuellen Stand einsehen können. Ziel ist es, dass die Detailliste keine Einträge aufweist. Da die Anwendung ihre Daten aus anderen Systemen bezieht und lediglich anzeigt, kann die Fehlerbeseitigung nur über das jeweilige Quellsystem erfolgen. Ein Ausblenden von Sachverhalten bzw. Problempunkten ist explizit nicht implementiert. So wird der Fokus auf die Korrektheit der Parameter gelegt. Bei erneuter Datenübernahme aus den Quellsystemen in das Data-Warehouse werden initiierte Änderungen sichtbar.
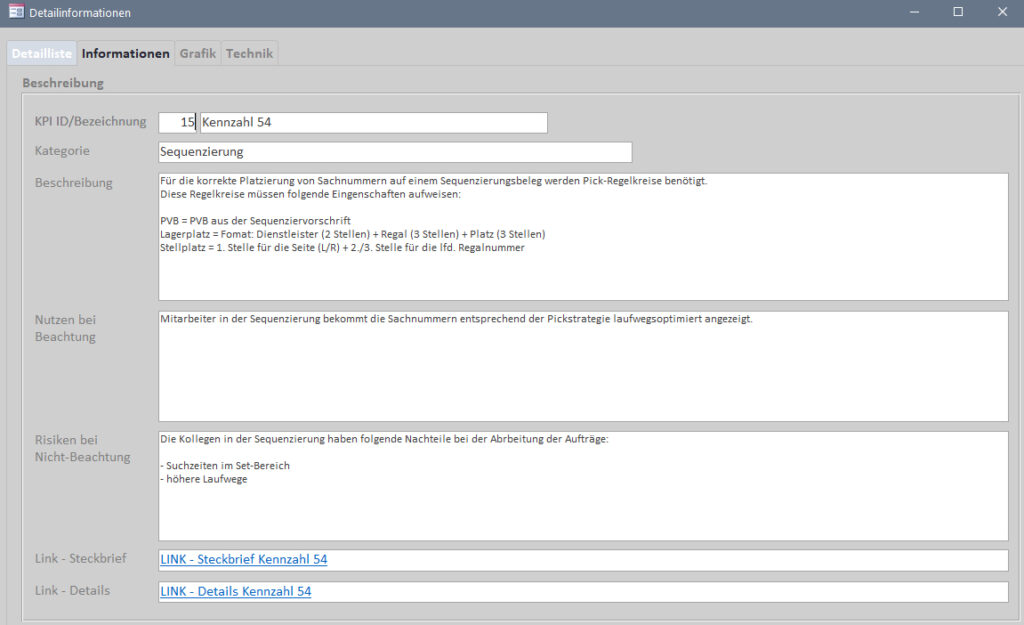
Im Reiter „Informationen“ wird eine Beschreibung der Kennzahl und die Auswirkungen bei Beachtung bzw. Nichtbeachtung aufgezeigt (Bild 3). Nur wenn die Zusammenhänge für alle Beteiligten transparent sind, wird eine dauerhafte Anwendung des hinter der Kennzahl befindlichen Standards gewährleistet. Des Weiteren werden vertiefende Dokumente an dieser Stelle verlinkt.
Der Reiter „Grafik“ stellt die zeitliche Entwicklung der Kennzahl grafisch dar, sodass eine Wirkungskontrolle über längere Perioden möglich wird. Der letzte Reiter „Technik“ beinhaltet die SQL-Abfrage für die tägliche Generierung der aggregierten Kennzahl sowie der Detailliste. Dieser Reiter ist nur versierten Anwendern sichtbar. Hier befinden sich die Logiken aus den im jeweiligen Problemlösungsprozess identifizierten Sachverhalten.
Einsatz für den Problemlöseprozess
Die Anwendung wird durch eingebundene Bereiche im Führungsprozess pilotiert und bei der Bearbeitung auftretender Problemstellungen eingesetzt. Die Integration in den täglichen Führungsprozess und in die Arbeitsabläufe ist hierbei ein entscheidender Erfolgsfaktor. Ausgangspunkt ist die Problemlösung am Ort der Wertschöpfung, dem Shopfloor. Bei jeder Problemstellung werden Einflussfaktoren der Systeme auf das auslösende Ereignis reflektiert, z. B. ein fehlender Materialabruf aus dem Zentrallager. Sofern das jeweilige Problem seine Ursache teilweise oder vollständig innerhalb der Systemwelt hat, wird die Ursache aus der Datenperspektive näher analysiert. Wurden z. B. Systemeingaben nicht korrekt übernommen, müssen Standards beschrieben und verbessert werden.
Sind neue Auswertungen und Kennzahlen notwendig, werden diese gemeinsam mit den Prozessverantwortlichen besprochen und hinterlegt. Danach steht eine neue Kennzahl mit Eingriffsgrenzen und Detailinformationen zur Verfügung. Die Verantwortlichkeiten werden geklärt und die Kennzahl einem passenden Einflussbereich zugeordnet. Der Sachverhalt und die neue Kenngröße werden nun regelmäßig im Verantwortungsbereich beim ShopfloorMeeting beobachtet und besprochen.
Im Falle einer Abweichung wird ein Problemlöseprozess mit Maßnahmen ausgelöst. Diese sollen Fehlerursachen direkt in den Quellsystemen beheben. Bei fehleranfälligen Prozessschritten wird als Lösung eine Automatisierung angestrebt. Die Wirksamkeit kann anhand der Kennzahlenentwicklung überprüft werden. Der Einsatz der Anwendung hat sich im Rahmen des Shopfloor-Managements als sehr hilfreich und vorteilhaft herausgestellt.
Bei der Nutzung ergeben sich mehrere Vorteile. Nach erstmaliger Investition in die Beschreibung des Sachverhalts können Analysen automatisiert erzeugt werden. Durch den integrativen Ansatz über das Data-Warehouse können Sachverhalte analysiert und aufbereitet werden, was aufgrund einer fehlenden Verbindung der einzelnen Quellsysteme untereinander ansonsten nicht möglich wäre. Die Nutzungsschwelle ist angesichts der einfachen Bedienbarkeit niedrig. Notwendige Handlungsfelder werden übersichtlich visualisiert und eine schnelle Reaktion auf Abweichungen wird möglich. Die Wirkung zeigt sich in einer höheren Prozessstabilität, einer ruhigeren Prozessdurchführung und weniger „Firefighting“. Eine Reduzierung von Verschwendung ergibt sich durch weniger Korrekturen und Nacharbeit.
Im Rahmen des täglichen Führungsprozesses wären Recherchen von Sachverhalten zeitlich nicht realisierbar. Für das tiefere Verständnis der Kennzahlen sind die Zusammenhänge in den jeweiligen Beschreibungen hinterlegt, sodass trotz steigender Komplexität die wesentlichen Wirkungszusammenhänge überblickt werden. Da wesentliche Faktoren und Informationen dokumentiert sind, erfolgen auch Führungskräftewechsel reibungsloser.
Aufwand und Erkenntnisse aus der Pilotierung
Die Anwendung zeichnet sich durch ihre Einfachheit und Flexibilität aus. Für die Umsetzung wurde ausschließlich auf vorhandene Infrastruktur zurückgegriffen, sodass außer dem Arbeitseinsatz keine weiteren Investitionen nötig sind. Basis ist das zuvor vollständig implementierte Data-Warehouse. Ein erster Prototyp inklusive Kennzahlen wurde mit einem internen Aufwand von ca. 200 Arbeitsstunden realisiert.
Aktuell sind 60 Kenngrößen abgebildet. Der Aufwand zur Implementierung einer weiteren Kennzahl ist unterschiedlich, da die Komplexität der Sachverhalte variiert. Mit einem durchschnittlichen Arbeitsaufwand von drei Stunden pro Kennzahl ist zu rechnen. Dieser Aufwand wird bei der Nutzung um ein Vielfaches kompensiert, sodass sich die Investition lohnt. Die Vorteile können voraussichtlich in vielen Unternehmungen mit entsprechender IT-Struktur realisiert werden.
Voraussetzung für die Einführung und Umsetzung ist eine vorhandene Datenbasis z. B. in Form eines Data-Warehouse. Eine möglichst starke Integration aller prozessrelevanten Daten ist von Vorteil und reduziert die Entwicklungszeit, da Prozessparameter bereits vorliegen. Ein breites unternehmensinternes Wissen ist in Bezug auf Daten und Prozesse aufzubauen. Isoliertes Wissen erzeugt fehlerhafte Schlüsse und externes Wissen birgt Abhängigkeiten.
Die Bereitstellung interner Kapazitäten für die Erstellung und Weiterentwicklung ist demnach essenziell. Externe Dienstleister können die Visualisierung umsetzen und die Systemumgebung installieren. Die Erstellung und Anpassung von Kennzahlen müssen aufgrund der Änderungshäufigkeit selbstständig möglich sein. Eine speziell auf die Fragestellungen ausgerichtete Lösung hat sich bewährt. Um den vollen Nutzen zu ziehen, ist die Anwendung in den Führungsprozess zu implementieren.
Aspekte der Unternehmenskultur
Generell ist die Digitalisierung mit einem Change-Management-Ansatz zu begleiten. Wie bei allen Lean-Themen gilt: Kapieren geht vor Kopieren [4] und dies schließt das kulturelle Verständnis mit ein. Neben der technischen Umsetzung sind eine stimmige Kultur und ein passendes Nutzungsverhalten nicht zu unterschätzende Faktoren.
Wenn Probleme besprochen werden, sind Offenheit und eine gute Kommunikationsfähigkeit, frei von Anschuldigungen, wichtig. Auch die genaue Kenntnis der realen Prozesse ist dabei unabdingbar. Regelmäßige Prozessbeobachtungen und der gemeinsame Austausch sind wesentliche Stellhebel. Mit der Umsetzung neuer Standards und dem übergreifenden Austausch von Problemlösungen findet das „Act“ im PDCA-Zyklus statt.
Im Produktionsumfeld sind Beobachtungen einfach durchführbar. In einem logistischen oder administrativen Umfeld, insbesondere bei einem hohen Anteil an Datenverarbeitungssystemen, wird dies nahezu unmöglich und es muss auf Daten zurückgegriffen werden. Problemlösungsorientiertes Denken und Handeln bilden dann die Basis für eine erfolgreiche Weiterentwicklung der Prozesse. Hierzu ist Wissen über die Datenbasis relevant.
Bei der Festlegung passender und realistischer Kennzahlenziele müssen Führungskräfte in der Lage sein, entsprechende Parameter eigenverantwortlich zu definieren und mit übergeordneten Zielen in Einklang zu bringen. Zielparameter sollten herausfordernd sein und nicht über- oder unterfordern. Dies verlangt eine hohe Kompetenz bezüglich Selbsteinschätzung und Reflexion.
Zusammenfassung und Fazit
Bei passendem Einsatz unterstützt die Digitalisierung Entscheidungsprozesse im Rahmen von Lean Management, Shopfloor Management und der Problemlösung. Dabei bringen die vorgestellten technischen Umsetzungen und eine passende Kultur den gewünschten Erfolg.
Die Möglichkeiten der Nutzung von betrieblichen Daten ist noch nicht ausgeschöpft. Die Vernetzung unterschiedlicher Systeme ist ein weiterer möglicher Schritt. Die vorgestellte Anwendung bietet einen guten Aufsatzpunkt für künftige Digitalisierungsaktivitäten.
Literatur
[1] Peters, R.: Shopfloor Management – Führen am Ort der Wertschöpfung. Stuttgart 2017.[2] Ohno, T.: Das Toyota-Produktionssystem, 3. Auflage. Frankfurt 2013.
[3] Zollondz, H.-D.: Grundlagen Lean Management – Einführung in Geschichte, Begriffe, Systeme, Techniken sowie Gestaltungs- und Implementierungsansätze eines modernen Managementparadigmas. München 2013.
[4] Rumpelt, T.: Nicht kopieren, Kapieren! In: Automobil-Produktion (2005) 7, S. 18-22.
Ihre Downloads
Lösungen: Prozessmanagement