Die Automatisierungspyramide in der Industrie 4.0 |
Wie der Digitale Steuerungszwilling die IT-Integration verändert
| Zeitschrift | Industrie 4.0 Management |
| Ausgabe | 39. Jahrgang, 2023, Ausgabe 5, Seite 42-47 |
| Literatur | Teilen | Zitieren | Download |
Abstract
Keywords
Artikel
Die Automatisierungspyramide der betrieblichen Anwendungssysteme
In der DIN 62264 wird die „Integration von Unternehmensführungs- und Leitsystemen“ beschrieben, um die Interoperabilität der Systeme von Unternehmen durch Standardisierung zu verbessern [5, 6]. Es werden fünf Ebenen definiert (von oben nach unten), denen jeweils bestimmte betriebliche IT-Systeme oder System-Module zugeordnet werden (Bild 1).
Unternehmenssteuerungs-Ebene 4
Auf der obersten Ebene der Systempyramide befinden sich die planerischen IT-Systemen, die die unternehmensweiten Geschäftsfunktionen unterstützen wie beispielsweise: die Absatz- und Finanzplanung, die Produktionsplanung und Steuerung (PPS), die Materialbedarfsplanung (MRP) oder auch das Supply Chain Management (SCM). Diese werden häufig auch unter dem Oberbegriff der Enterprise Ressource Planning Systems (ERP-Systeme) zusammengefasst.
Betriebssteuerungs-Ebene 3
Auf der zweiten Ebene liegen die IT-Systeme zur Steuerung abgegrenzter betrieblicher Prozesse. Dazu gehört insbesondere die Steuerung zentraler oder großer Fertigungseinheiten durch das Manufacturing Execution System (MES). Das MES setzt die Produktionspläne aus der Unternehmens-Ebene für unterschiedliche Fertigungsbereiche prozessspezifisch um. Es ermittelt zugleich die wichtigsten Kennzahlen (Key-Performance Indicator) für die Produktion und den Materialfluss für das Management und visualisiert diese häufig auf einem Steuerungs-Cockpit. Auf dieser Ebene liegen auch das Transport Management System (TMS) und das Warehouse Management System (WMS).
Prozessleitsteuerungs-Ebene 2
Auf dieser Ebene befinden sich die Prozessleitsysteme (PLS), die die Aufträge aus der Betriebssteuerung auf die größeren Produktionsanlagen wie bspw. eine Montagelinie oder Fertigungsstraße umsetzen und steuern. Diese Ebene wird auch als SCADA-Ebene (Supervisory Control and Data Acquisition‘) bezeichnet. Die Aufträge und die Ergebnisse werden im dem PLS verwaltet, ggf. angepasst und optimiert und i. d. R. auf einem Anlagen-Monitor visualisiert. Störungen werden sofort signalisiert, damit schnellstmöglich Reparaturen und Gegenmaßnahmen eingeleitet werden können.
Fertigungssteuerung-Ebene 1
Auf dieser Ebene erfolgt die Steuerung der technischen Anlagen und Geräte zur Fertigung, zum Transport oder zur Handhabung z. B. durch die speicherprogrammierbaren Maschinensteuerungsprogramme (SPS/SIMATIC) für die jeweiligen Prozessparameter der technischen Anlage. Die anfallenden Prozessdaten werden gespeichert oder z. B. in einem Edge-Device dokumentiert und an die höhere Ebene weitergegeben.

Physische Steuerungs-Ebene 0
Diese unterste Ebene wird auch Feld-Ebene genannt und umfasst alle physischen Aktoren, die Solldaten aus der Maschinensteuerung in technische Impulse umsetzen und die physischen Sensoren, die technische Impulse eine Anlage registrieren und weiterleiten. Durch die Aktoren werden technisch-physische Vorgänge angestoßen und durch Sensoren werden physikalische Größen wie Temperatur, Druck, Füllstand, Hübe, Stillstände usw. erfasst.
Das Konzept des Digitalen Steuerungszwillings
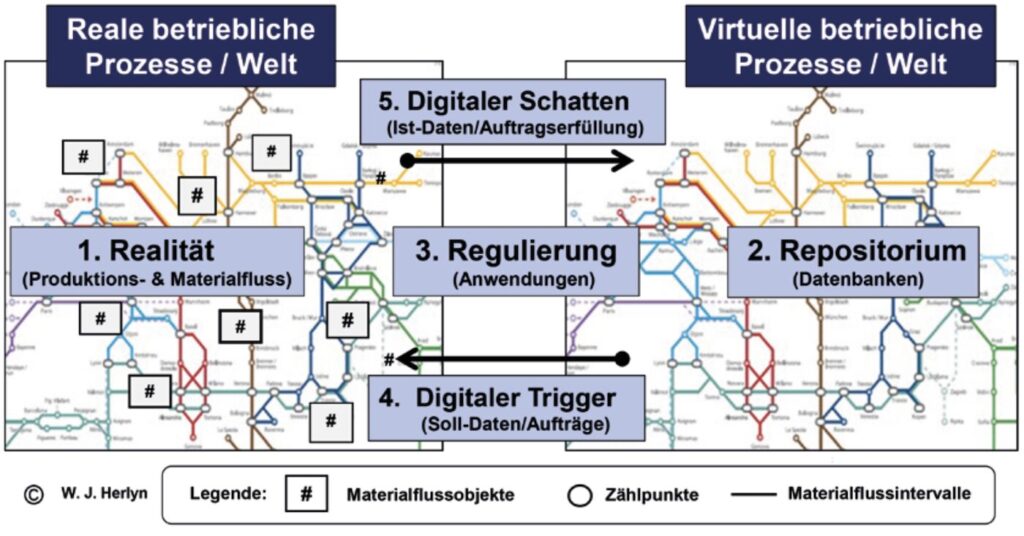
Unter einem Digitalen Zwilling wird die „digitale Repräsentation einer Produktinstanz (reales Gerät, Objekt, Maschine, Dienst oder immaterielles Gut) oder eine Instanz eines Produkt-Service-System“ verstanden [7]. Das Konzept des Digitalen Steuerungszwillings geht darüber hinaus, indem es den realen und virtuellen Zwilling in einer definierten Weise miteinander verbindet. Dies Konzept basiert auf dem ‚Digital Twin Model‘, das um die Jahrtausendwende von M. Grieves und J. Vickers entwickelt wurde [10] und wendet es auf die auftragsbezogene Steuerung der betrieblichen Abläufe eines Unternehmens an. Es basiert auf fünf wesentlichen Elementen (Bild 2):
- Realität: unter der Realität wird die reale betriebliche Welt, also alle materiellen Prozesse der Produktion und des Materialflusses verstanden. Neben den Materialflussobjekten (MFO) gehören dazu auch alle Produktions- und Materialflussstecken; diese werden durch Zählpunkte voneinander eindeutig abgegrenzt, die von den jeweiligen MFOs passiert werden.
- Repositorium: Unter dem Repositorium werden alle Datenbanken subsummiert, die benötigt werden, um die betriebliche Realität abzubilden. Das Repositorium bildet somit die virtuelle Welt, der Zwilling zur realen Welt.
- Regulierung: Darunter werden alle Software-Anwendungen (Applikationen) zur Steuerung und Optimierung der betrieblichen Prozesse subsummiert. Durch die Regulierung werden die reale und virtuelle betriebliche Welt in so miteinander verbunden, dass für die verschiedenen betrieblichen Aufgaben und Funktionen unterschiedliche Algorithmen zum Einsatz kommen können.
- Digital Trigger: Das Ergebnis der Regulierung sind ‚Digitale Trigger‘, durch die realen Prozesse gesteuert und die technischen Systeme beauftragt werden. Digitale Trigger sind die ermittelten Aufträge und Programme aus der Regulierungssoftware (Soll-Daten), die an die technische Ebene zyklusgesteuert übermittelt werden.
- Digitale Schatten: Als Digitaler Schatten werden die ermittelten Prozessdaten aus der technischen Ebene bezeichnet, die den tatsächlichen Stand der Auftragserfüllung abbilden (Ist-Daten). Dadurch kann die Regulierungs-Software jederzeit für alle Aufträge und Programme einen Soll-Ist-Vergleich durchführen und bei definierten Abweichungen die Aufträge oder Programme anpassen, um die Produktionsprozesse und den Materialfluss zu harmonisieren und zu optimieren.
Das Konzept des Digitalen Steuerungszwilling (DSZ) ist eines der wichtigsten Konzepte, um die informatorischen, technischen und prozessualen Möglichkeiten der Industrie 4.0 und die anfallenden Prozessdaten schnell und umfassend zu nutzen [8, 9, 10].
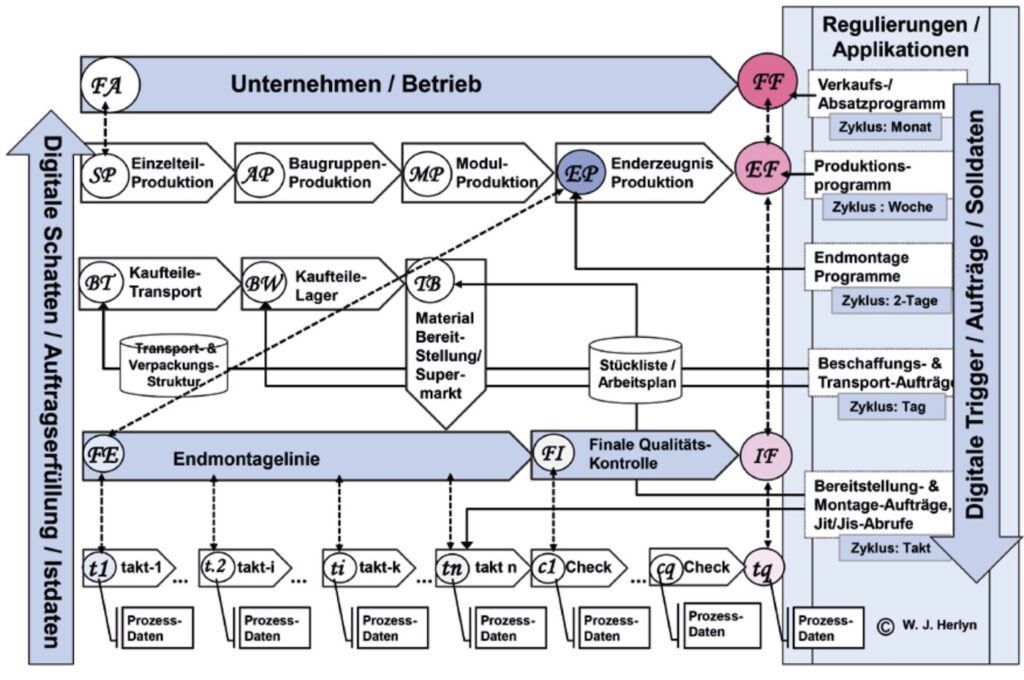
Im DSZ laufen alle auftragsbezogenen Anwendungen eines Unternehmens in ein und demselben IT-System synchron ab (Bild 3), wodurch die genannten Nachteile des sequenziellen Wasserfall-Modells vermieden werden [11]. Voraussetzung dafür ist die hierarchische und konsistente Abbildung des Produktions- und Materialflusses (PMF) als ein gemeinsames Netzwerk für alle zu steuernden Prozesse. In diesem Netzwerk werden die einzelnen Prozessschritte als aufeinanderfolgende Intervalle (= Materialflussabschnitte) abgebildet, die logisch unterteilt und zusammengefasst werden können.
Jedes Intervall beginnt mit einem eindeutigen Zählpunkt und wird durch den eindeutigen Zählpunkt des nächstfolgenden Intervalls abgegrenzt. Dadurch erhält man ein konsistentes Netzwerk mit mehreren Netzwerk-Ebenen (NE), das den Anforderungen einer idealen Booleschen Intervall-Algebra erfüllt [12]. Das hat zur Folge, dass es für eine bestimmte Stelle im Produktions- und Materialfluss auf jeder NE unterschiedlich definierte Zählpunkte gibt, die jedoch logisch identisch sind (s. rot markierte Zählpunkte in Bild 3). Zählpunkte sind die relevanten Erfassungspunkte in den Prozessen, für die Aufträge ermittelt werden (Digital Trigger) und an denen die Auftragserfüllung gemessen wird (Digitaler Schatten).
Über die Zählpunkte werden die Fertigungs-Intervalle mit den Stücklisten und die Materialfluss-Intervalle mit den Transport- und Verpackungs-Daten verknüpft. Dadurch kann der Materialfluss für jedes einzelne Intervall und zugleich für den gesamten Produktions- und Materialfluss in einem System synchron gesteuert, optimiert und harmonisiert werden. Wenn bspw. ein Endprodukt am Ende eines Montagebandes den Zählpunkt ‚tq‘ erreicht hat, dann ist diese Information zugleich auch auf allen darüberliegenden logisch identischen Zählpunkten verfügbar (s. Zählpunkte ‚IF‘, ‚EF‘ und ‚FF‘). Diese Information wird dann zugleich für das Verkaufs-/Absatzprogramm, für das Produktionsprogramm und die Belegung der Montagelinien genutzt werden, die diese Information jeweils in ihrem spezifischen Verarbeitungszyklus verarbeiten.
In dem Netzwerk werden die Auftragsdaten von oben nach unten als Soll-Daten verwendet und die Prozessdaten der Auftragserfüllung werden von unten nach oben als Ist-Daten verwendet, so dass eine konsistente Datenkette ohne Datenverluste und Datenredundanzen in dem System vorhanden ist (Bild 3).
Die betrieblichen Anwendungen im Digitalen Steuerungszwilling
Jede Anwendung des DSZ bezieht sich immer auf ein definiertes Intervall einer NE und reguliert den Prozess entsprechend dem jeweiligen Zeithorizont des Intervalls mit einem spezifischen Update-Zyklus und spezifischen Steuerungsparametern. Dies wird i. F. exemplarisch erläutert. Die Absatz- und Verkaufsprogramme sind der Ausgangspunkt auf der obersten Ebene und werden monatlich für den Zählpunkt ‚FF‘ aktualisiert. Die Ermittlung des Produktionsprogramms erfolgt wöchentlich auf der zweiten Ebene für den Zählpunkt ‚EF‘.
Die Ermittlung des Montageprogramms erfolgt auf der darunterliegenden Ebene täglich für den Zählpunkt ‚EP‘. Auf der nächsten Ebene werden täglich die Beschaffungs- und Transport-Aufträge ermittelt, die sich auf den Zählpunkt ‚BT‘ beziehen. Die ‚Jis/Jit-Abrufe‘ oder die Aufträge zur Materialbereitstellung werden taktorientiert erzeugt und beziehen sich hier auf den Zählpunkt ‚FE‘. Aufträge können über unterschiedliche elektronische Geräte ausgegeben oder bei Bedarf auch ausgedruckt werden.
Die verschiedenen Anwendungen werden regelbasiert gesteuert, wobei für jede Anwendung die Ausführungsregeln, Restriktionen, Steuerungsparameter, Zykluszeiten etc. im System verfügbar sind. Diese Regeln usw. werden von Prozess-Fachleuten in einer spezifischen Datenbank gepflegt, in der die jeweiligen Regeln, Restriktionen usw. hinterlegt sind. Dadurch kann jede Anwendung und jeder Regulierungsalgorithmus in demselben System funktionsbezogen unterschiedlich ablaufen. Das Produktionsprogramm wird nur einmal pro Woche oder alle drei Tage initiiert und benötigt bestimmte Fertigungsrestriktionen und spezifische Fabrikkalender.
Die Ermittlung der Beschaffungsaufträge erfolgt entweder wöchentlich oder täglich und benötigt Informationen über Transportkapazitäten sowie Lieferantenrestriktionen. Auf der untersten Ebene im Montagebereich spielen die Taktzeiten und Fertigungsreihenfolge eine wichtige Rolle. Der Informationsfluss der Auftrags-/Solldaten läuft von oben nach unten, während die Ist-Daten von unten nach oben gegeben werden und damit sofort allen oberen Ebenen zur Verfügung stehen.
Der Digitale Trigger
Der Digitale Trigger ist das Ergebnis der Regulierungssoftware, dabei handelt es sich um Programme oder Aufträge, um die Herstellung, den Transport oder die Lagerung von Materialfluss-Objekten (MFO) zu steuern, zu denen neben den Enderzeugnissen alle benötigten Komponenten und die Arbeits-, Hilfs- und Transportmittel gehören. Digitale Trigger sind die Auftragsdaten für eine bestimmte Funktion, die an eine interne Abteilung oder einen externen Geschäftspartner übermittelt und die technisch an eine bestimmte Anlage oder ein Gerät übertragen werden.
Auf der untersten Ebene bilden sie den Eingangswert für die technischen Geräte, die mit Sensoren und Aktoren verknüpft sind. In realen Prozessen es ist nicht immer möglich oder sinnvoll, die Auftragsdaten sofort an die Geräte oder Anlagen zu übermitteln. Digitale Trigger müssen daher auf unterschiedliche Art und Weise und zu unterschiedlichen Zeitpunkten übertragen werden, die den technischen und organisatorischen Gegebenheiten angepasst sind.
Werden die Aufträge zu früh ausgegeben, können die Maschinen und Anlagen oder die Prozessbeteiligten überreagieren. Werden die Aufträge zu spät ausgegeben, können die Geräte oder Partner zu spät oder in unangemessener Weise reagieren. Dadurch werden die Prozesse nicht optimal gesteuert und die Prozessergebnisse verschlechtern sich. Daher ist eine genaue Kenntnis der Prozesse erforderlich, um für jede Anwendung die spezifischen Zykluszeiten zur Ausgabe und Übermittlung des Digitalen Triggers prozessspezifisch zu definieren.
Der Digitale Schatten
Als Digitalen Schatten werden die Prozessdaten bezeichnet, die den Stand der Auftragserfüllung wiedergeben. Jeder Digitale Schatten ist immer nur ein ‚Schnappschuss‘, der den Auftragsstatus zu einem bestimmten Zeitpunkt an einem bestimmten Zählpunkt wiedergibt. Die Erfassung der Prozessdaten erfolgt durch spezielle Identifikationssysteme, und kann direkt oder indirekt erfolgen, z. B. per Barcode oder QR-Code, über aktive oder passive RFID-Tags etc. Für den DSZ spielt es keine Rolle, welche Datenerfassungstechnik verwendet wird.
Entscheidend ist, dass die Prozessdaten für den jeweiligen Zählpunkt zu dem Zeitpunkt zur Verfügung stehen, an dem sie für den spezifischen Zweck der Anwendung benötigt werden. Daher müssen die anfallenden Prozessdaten entsprechend gefiltert und verdichtet werden (s. ‚Edge-Computing‘). Die Weiterleitung an die Regulierungssoftware wird daher über eine spezifische Zykluszeit kontrolliert, die an den jeweiligen Prozess angepasst ist.
Die Prozessdaten werden nur auf der untersten Netzwerk-Ebene erfasst und stehen damit sofort allen Ebenen in dem internen Netzwerk zur Verfügung. Wenn bspw. ein Erzeugnis am Ende der Qualitätskontrolle am Zählpunkt ‚tq‘ als „i.O“ erfasst wird, dann ist diese Information zugleich auch für die darüber liegenden kongruenten Zählpunkte ‚IF‘, ‚EF‘ und ‚FF‘ verfügbar (Bild 3). Diese Information findet jedoch nur in der konkreten Verwendung der jeweiligen betrieblichen Anwendung, die andere Zykluszeiten und Steuerungsparameter benutzt.
Auswirkungen auf die betrieblichen Anwendungen und die komprimierte Automatisierungspyramide
Der DSZ führt die auftragsorientierten Anwendungen in einem System aus, die auf mehreren Ebenen der Automatisierungspyramide angesiedelt sind (Bild 4), wodurch die Pyramide weniger Ebenen hat. Es entfallen die vielen Schnittstellen zwischen den unterschiedlichen Anwendungen, die mit erheblichen Zeitverzögerungen, Datenredundanzen oder Datenverlusten usw. verbunden sind. Durch den DSZ können vor allem verfügbare Prozessdaten der Industrie 4.0 (Big Data) schnell und umfassend für alle Anwendungen genutzt werden [13, 14].
Dadurch ist zugleich die Rekursivität zwischen den Anwendungen möglich, was eine schnelle Harmonisierung und Optimierung der Steuerung der Produktions- und des Materialflusses ermöglicht. Zudem passt das Konzept des DSZ ideal zum RAMI-Modell [15] der Industrie 4.0, denn es können auch Cyber-Physical-Objects von IoT-Systemen gut integriert werden [16]. Mit der Factory56 und dem neuen Öko-Produktionssystem ‚MO360‘ hat Mercedes-Benz die ersten Schritte in die Richtung des Digitalen Steuerungszwillings unternommen und dadurch enorme Fortschritte auf der Shopfloor Ebene, also der Betriebs- und Prozesssteuerung, erreicht [17].

Beste Voraussetzungen für die weitere Forschung Das Konzept des Digitalen Steuerungszwilling verändert die Abhängigkeiten der betrieblichen Anwendungen in den Unternehmen grundlegend, da die bisherigen Schnittstellen zwischen den verschiedenen betrieblichen Funktionen der Steuerung und der Auftragsausgabe mehr oder weniger verschwinden. Dadurch werden die Grenzen zwischen den oberen Ebenen der Automatisierungspyramide quasi komprimiert.
Die sequenzielle Folge der voneinander abhängigen betrieblichen Anwendungen und Systemmodule wird durch synchron ablaufende Applikationen in nur einem IT-System abgelöst. Dadurch können die Nachteile der hierarchischen Systemlandschaft und sequenziellen Abläufe, wie Zeitverzögerungen, Datenverluste- und Inkonsistenzen weitgehend beseitigt werden. Die anfallenden Ist-Daten können sofort verarbeitet und in allen Anwendungen berücksichtigt werden. Voraussetzung ist jedoch die Beschreibung aller operativen Prozesse in Form eines gemeinsamen Netzwerks des Produktions- und Materialflusses, was in den klassischen IT-Systemen noch nicht möglich ist.
Die konsistente hierarchische Abbildung des Produktions- und Materialflusses ist eine besondere Herausforderung, da diese in den existierenden IT-System nicht vorhanden ist bzw. nur aus Einzelinformationen für einzelne Abschnitte existiert. Zudem müssen die vorhandenen Stücklisten mit dieser PMF-Struktur über definierte Zählpunkte verknüpft werden.
Der DSZ eignet sich vor allem für den kurzfristigen Zeithorizont in dem Kundenbestellungen vorliegen, für den mittel- bis langfristigen Zeithorizont müssen noch weitere Forschungen angestellt werden. Bisher gibt es auch nur wenige wissenschaftliche Beiträge darüber, wie die Werkzeuge der Artificial und Business Intelligence (AI/BI) und die Datenanalyse-tools in das Konzept integriert werden können. Die Umsetzung des Digitalen Steuerungszwillings steht noch am Anfang. Das Konzept schafft aber gute Bedingungen, um zukünftig auch die autonome Prozesssteuerung der Smart Factory und das Internet-der-Dinge (IoT) zu unterstützen.
Literatur
[1] DIN 62264, 2013: Integration von Unternehmensführungs- und Leitsystemen – Teil 1: Modelle und Terminologie (IEC 62264-1:2013).[2] Orlicky, J.: Material Requirement Planning – The Wew Way of Life in Production and Inventory Management. New York 1975.
[3] Plossl, G. W.: Managing in the new world of manufacturing: how companies can improve operations to compete globally. New Jersey 1991.
[4] Wight, O. W.: Production and Inventory Management in the Computer Age. Aldershot 1974.
[5] Adams, M.; Kühn, W.; Stör, T.; Zelm, M.: DIN EN 62264. Die neue Norm zur Interoperabilität von Produktion und Unternehmensführung – Teil 1. In: atp edition – Automatisierungstechnische Praxis 49 (2007) 5, S. 52-56.
[6] Meudt, T.; Pohl, M.; Metternich, J.; Die Automatisierungspyramide – Ein Literaturüberblick. Report. Darmstadt 2017. URL: www.tuprints.ulb.tu-darmstadt.de/6298/
[7] Gartner: Top 10 Strategic Technology Trends for 2018”. URL: www.gartner.com/ngw/globalassets/en/information-technology/documents/top-10-strategic-technology-trends-for-2018.pdf, Abrufdatum 19.06.2023.
[8] Rhod Joyce (SAP): SAP Leonardo and the Digital Supply Chain – A world with Connected Logistics. 2017. URL: www.assets.dm.ux.sap.com/previewhub/canada-digital-transformation/pdfs/digital-supply-chain.pdf, Abrufdatum 19.06.2023.
[9] WiGeP, 2019: WiGeP-Positionspapier zum Thema „Digitaler Zwilling“, URL: b7s1f6.n3cdn1.secureserver.net/wp-content/uploads/2022/05/Final_WiGeP_Positionspapier_Digital_Twin.pdf, Abrufdatum 19.06.2023.
[10] Grieves, M.: Digital Twin: Manufacturing Excellence through Virtual Factory Replication. Whitepaper, LLC 2014. URL: www.researchgate.net/publication/275211047_Digital_Twin_Manufacturing_Excellence_through_Virtual_Factory_Replication, Abrufdatum 19.06.2023.
[11] Herlyn, W.: Application-Architecture of an ERP-System for the era of Industry 4.0. In: Informatik 2021, Lectures Notes in Informatics (LNI) – Proceedings, Gesellschaft für Informatik, Bonn (2021), S. 1297-1308.
[12] Koppelberg, S.: Interval Algebras. In: Monk, J. D.; Bonnet, R. (eds): Handbook of Boolean Algebra, Vol. 1. Amsterdam 1989.
[13] Zadek, H.; Herlyn, W.: Der Digitale Steuerungs-Zwilling – Dynamische Auftrags- und Materialflusssteuerung auf Basis des Konzepts eines Digitalen Steuerungs-Zwillings. In: ZWF – Zeitschrift für Wirtschaftlichen Fabrikbetrieb (2020) 115, S. 70-73. URL: doi.org/10.3139/104.112338.
[14] Herlyn, W.: Konzept des Digitalen Steuerungs-Zwilling. In: ‚Der ERP-Katalog 2023‘, ERP-Information (2023) 1, S. 31-35.
[15] DKE: RAMI 4.0: Ein Referenzarchitekturmodell als Kommunikationsgrundlage in der Industrie 4.0. URL: www.dke.de/de/arbeitsfelder/industry/rami40, Abrufdatum 19.06.2023.
[16] Oracle: Digital Twins for IoT Applications – A Comprehensive Approach to Implementing IoT Digital Twins. White Paper. URL: www.infotech.report/Resources/Whitepapers/a3323742-5fee-4df3-89fd-d9aeaa012ba6_digital-twins-for-iot-apps-wp-3491953.pdf, 2017.
[17] Mercedes-Benz: Industrie 4.0 und die vernetzte Fabrik. URL: https://group.mercedes-benz.com/innovation/case/connectivity/industrie-4-0.html, Abrufdatum 19.06.2023.