


Additive Manufacturing 4.0 Learning Factory |
Digitalization for batch size 1
| Journal | Industry 4.0 Science |
| Issue | Volume 40, 2024, Edition 4, Pages 57-62 |
| Bibliography | Share | Cite | Download |
Abstract
Keywords
Article
Digital transformation is a process that will lead to a change in products, markets and companies [1, 7]. Whether it’s meeting the need for knowledge, consuming music or films, renewing books or ID cards or controlling machines—without knowledge of digitalization, many parts of our daily lives are more complex, less flexible or significantly more cost-intensive. This also changes value creation, machine technology and the involvement of people in product development and production processes within our labor market. For this reason, there’s an absolute necessity to implement the topic of digitalization and digital transformation at an early stage in education and training.
Challenges in applied mechanical engineering
In addition to general challenges in the implementation of digitization in mechanical engineering, where financial and human resources are often mentioned, there’s another reason: discussions with practice-oriented (small and medium-sized) companies, but also with students at applied universities in the field of mechanical engineering, show that another major obstacle is the technical or practice-oriented approach to digitalization.
Despite the existing awareness that digitalization or digital transformation is an important and future-oriented building block for mechanical engineering in Germany, the information technology knowledge needed often creates a distance, regardless of whether the reasons given are a lack of knowledge or non-focused fields of interest of the respective persons. In addition, the teaching of this topic in training and further education courses is often very theoretical and academic in the form of highly simplified examples that have little in common with practical application.
In many cases, all of these points reinforce existing inhibitions towards digitization. This results in the need to implement a teaching and learning platform that teaches relevant topics in an application-oriented and practical way, using real machines and components to create a personal connection to people.
The overarching goal is the realization of the practical “Digital Manufacturing Center” at Rosenheim Technical University of Applied Sciences. The aim is to realize a complete production chain or assembly line in the spirit of Industry 4.0. Topics such as production planning, production technology, robotics, assembly technology and measurement technology will be linked holistically with information technology areas such as artificial intelligence, data science and data analysis. The end result is a complete product development and production environment, comparable to an industrial production facility, but which is completely available for teaching, learning and research.
The first expansion stage is aimed at planning and implementing a scalable reference platformthat can then be adapted or expanded according to the above-mentioned topics. The basic platform was selected taking into account the currently available laboratory equipment and the potential for implementation. As part of this selection, the laboratory for additive manufacturing was expanded into the Additive Manufacturing 4.0 learning factory. In addition, additive manufacturing offers great potential for linking and seamless integration into the Industry 4.0 environment, as physical components are created from 3D data, which enables a high level of digitalization and automation for future production [5, 6].
Contents of Additive Manufacturing 4.0
In order to exploit all the possibilities offered by additive processes combined with the Industry 4.0 initiative, it’s important to focus not only on the actual manufacturing process, but also to keep an eye on the entire process chain. Accordingly, concepts and methods for production management, work preparation, intralogistics, post-processing and quality inspection must not be ignored. In order to meet industrial requirements, a so-called self-adaptive smart system (SASS) was developed, as shown in Figure 1.
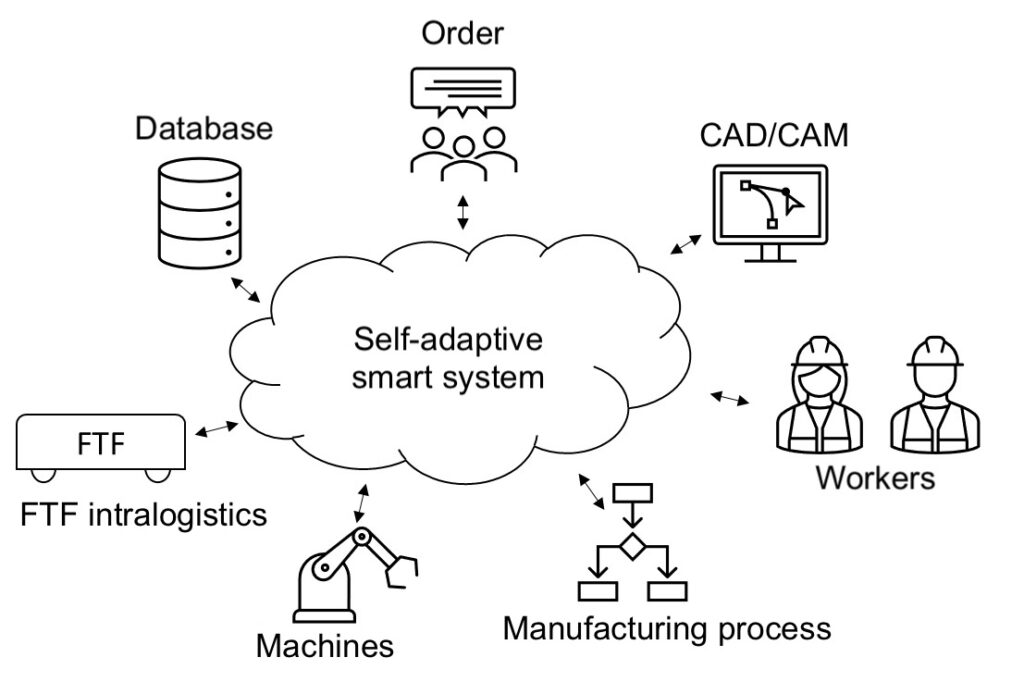
This ensures the complete changeability of production through digitization and intelligent software systems to manage the entire process chain. SASS uses information from customer orders, machines and employees to autonomously generate optimal orders, notes and instructions for the intralogistics process [4]. With Additive Manufacturing 4.0, Rosenheim Technical University of Applied Sciences has developed such a self-adapting system with an end-to-end digital process chain.
Firstly, the learning factory provides a brief insight into the process chain of additive manufacturing and, in this case, laser beam melting in particular. Laser beam melting is a process in which components are generated from a metal powder. A laser beam selectively melts the material at the point where the component is to be created, while all other areas remain in powder form. After a screening process, the unmelted powder can be almost completely reused [2].
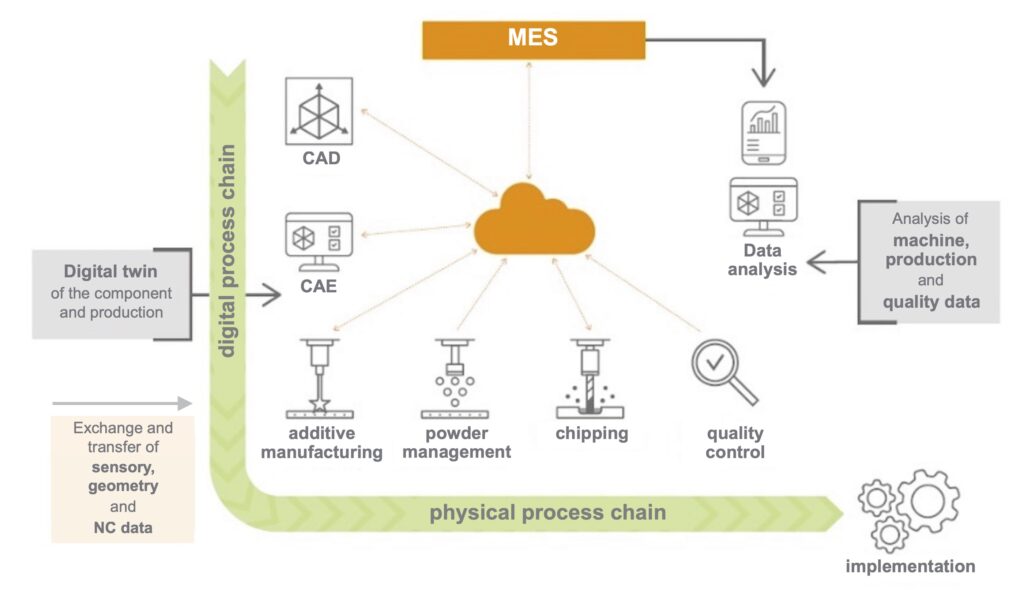
The process chain of Additive Manufacturing 4.0 can be divided into a digital (vertical) and a physical (horizontal) part of the process chain (Fig 2). While the vertical part addresses digital product development, the physical implementation of the virtually developed components takes place in the horizontal area.
Optimized digital design and production of complex components
The digital process chain includes computer-aided design (CAD), computer-aided engineering (CAE), pre-processing and CAM programming for post-processing [8, 9]. These process steps can completely digitally map laser beam melting.
A widespread facet of the prestige of additive manufacturing is the design freedom and the great design-related potential that it enables [2]. Thin-walled constructions, lattice structures and bionic geometries are just a few examples of this. A robust and consistent process chain is required to efficiently use and process these geometries, some of which are parametrically generated. In many cases, additive manufacturing components are tailored precisely to the existing requirements. Simulation tools are used early on in the development process to check both the mechanical loads during use and the thermo-mechanical residual stresses caused by the laser beam melting process. This iterative procedure would be considerably less efficient with conventional 3D exchange formats.
If the part meets the requirements, the build job is prepared. The individual parts are automatically nested on the build platform to ensure its optimum use [11]. Finally, the 3D model is provided with information for further processing. This usually includes cleaning processes, milling and quality assurance. The data for these processes is derived directly from the central data set and is directly linked to the component. This interconnected process chain means that very complex components can be developed in a targeted manner and costly, faulty construction jobs can be avoided. This integrated digital process chain is implemented entirely in Siemens NX.
The physical process chain is primarily concerned with the production of the component. Although the focus here is initially on the additive manufacturing process without subsequent post-processing, such as powder removal, heat treatment or milling, an application would only be possible to a limited extent [10]. Here, things like allowances, cleaning openings or clamping marks must have already been taken into account in the digital process chain [3].
Intralogistics linking will also play an important role in the production of the future. In the context of the learning factory, this is achieved through a driverless transport system (DTS), which provides the components along the individual stations. Complete automation of plant technology with regard to loading and unloading isn’t planned as part of Additive Manufacturing 4.0, as it’s been found that manual intervention is sometimes necessary in this environment, especially with batch size 1.
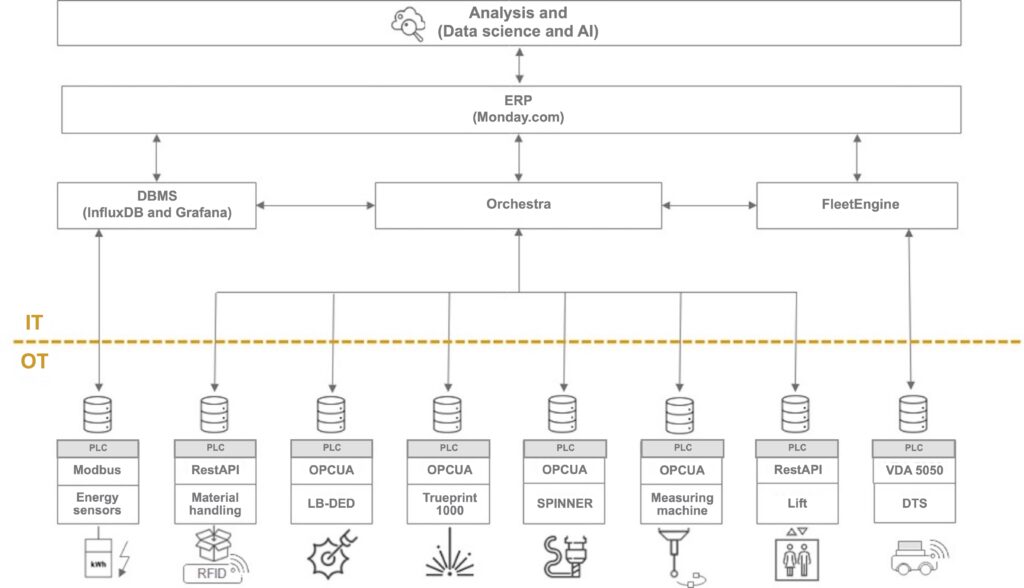
At the heart of the Additive Manufacturing 4.0 learning factory is the IT infrastructure, a link between the digital and physical process chain, shown in Figure 3.
Networked IoT solutions for the Learning Factory 4.0
The field and control level of this infrastructure is formed by various sensors, machines, driverless transport vehicles and edge devices. All of these participants are integrated into the Learning Factory 4.0 network via standardized Internet of Things communication.
The Orchestra software from Soffico is used for the secure and standardized management of all machines and sensor data. Orchestra can be seen as a “low-code” IoT gateway that queries information from a source, converts it into a required data structure if necessary and then forwards it to a target system for further processing. In the example of the Truprint 1000 laser beam melting system, Orchestra queries event-based information from the machine. If information from the Truprint 1000 changes, for example when a job is completed or a sensor value changes, Orchestra is informed of this status change by the machine. Based on this information, Orchestra can now query and evaluate the data from the Truprint 1000 and update the status of the associated job.
The status change is carried out in the “Monday.com” software, which is used as a cloud-based ERP system and therefore represents the corporate management level of the Learning Factory 4.0. This platform, which is actually designed for customer relationship management, offers a clear and comprehensible presentation for simple tasks compared to high-end solutions such as SAP. This is where all economic, ecological and quality assurance data comes together. The corresponding input is provided by a database, which collects defined data along the process chain and makes it available for further processing. This means that the corresponding documentation can be supplied at the end of the production of a component. As a special feature, the client is sent a unique link that enables a live view of the laser beam melting system during production.
Using IoT communication and decentralized applications, a hybrid on-premise and cloud IT architecture is demonstrated, which enables a complete connection between the field and corporate management level using the example of Truprint 1000, Orchestra and “Monday.com”. In addition to this approach, the IT architecture presented also includes a purely cloud-based solution that maps the intralogistics of the Learning Factory 4.0. Here, a driverless transport system from Safelog is controlled using the FLEET Management Software from Scaliro.
The FLEET software receives current order data from “Monday.com” via a REST API and uses it to generate the complete intralogistics process. To create the transport orders, the destination points are extracted from this order data and sent to the driverless transport vehicle via the MQTT-based VDA 5050 standard. By linking a wide variety of decentralized applications in a hybrid IT architecture, students can be given a general overview of current IT and software architectures. A digital twin of the FTS is generated via the VDA 5050 interface and the Fleet Management Software.
The above description represents the hardware and software description of the Additive Manufacturing 4.0 learning factory. This existing infrastructure opens up a wide range of new teaching and research opportunities.
Novelty of Additive Manufacturing 4.0
The Additive Manufacturing 4.0 learning factory at Rosenheim University of Applied Sciences provides a teaching, learning and research platform that is otherwise unparalleled in the German-speaking research landscape. From a technical point of view, the following unique selling points are particularly noteworthy:
- Provision of an entire process chain with all manufacturing and quality assurance processes that reflect industrial practice (using additive manufacturing as an example)
- Holistic implementation of product development, also linked to production so that direct feedback can be provided
- Collection of process data (ecological, economic and quality assurance) along the entire production process, which can be output and analyzed on a plant, time or component basis
- Realization of Internet of Things sensors and interfaces
- Implementation of innovative intralogistics concepts, e.g. driverless transport systems
- Digital twin of systems in live mode
Many of the points mentioned can usually be found individually and sometimes in combination in established learning factories at universities, colleges or research institutes, but the linking of the individual components described here is a novelty and therefore has considerable potential for teaching and research.
Parallel to the construction and implementation of the systems and devices, the main focus is on developing practical and user-friendly learning methods. The aim here is for participants in Additive Manufacturing 4.0 to acquire knowledge of digitalization in relation to systems and components as far as possible. This is illustrated by the learning sequence described below.
As part of a learning sequence, the participants design a component for additive manufacturing (complete digital process chain) and then want to manufacture this component. During production, the laser beam melting system generates filtered data on the quality status of the component via the integrated process monitoring module. However, the data is only stored and displayed on the machine.
In the first step, the participants try to record the data manually for their documentation, but then realize that this is a considerable effort. A parallel learning sequence is inserted here, which deals with how the data can be transferred directly from the machine and the user only has to do this once. The solution is an interface between the machine and the database (e.g. MS Excel in simplified form). IoT interfaces can be created via drag-and-drop using so-called no- or low-code platforms (e.g. Orchestra). The data, which is now displayed in parallel in real time on the machine, is then written to a table and can be processed further. No intensive IT knowledge is required for this; the idea is to convey simple and everyday issues in a practical way using real examples.
In summary, it can therefore be stated that Additive Manufacturing 4.0 represents a diverse platform for training and further education in the field of digitalization in the industrial environment. Despite the focus on additive manufacturing processes, a holistic and transferable solution can be provided by considering the entire process chain. In the coming months, the topics of data analysis will be further implemented and methods will be provided so that companies can easily apply AI technologies to production or quality assurance data sets.
This article was created as part of the “Lernfabrik Additive Fertigung 4.0” project, supported by regional companies, the “Seeoner Kreis e. V.” and the “AddiFee0” project, funded by the European Social Fund.
Bibliography
[1] Schmertosch, T.; Krabbes, M; Zinke-Wehlmann, C.: Automatisierung 4.0: Objektorientierte Entwicklung modularer Maschinen für die digitale Produktion. Hanser 2024.[2] Kumke, M.: Methodisches Konstruieren von additiv gefertigten Bauteilen. Wiesbaden 2018.
[3] Zehn, H.: Industrialisierung der Additiven Fertigung: Digitalisierte Prozesskette – von der Entwicklung bis zum einsetzbaren Artikel. Berlin, Vienna, Zurich 2017.
[4] Böhm, S.-A.: AI Approaches to Optimize Human-Machine Collaboration in Manufacturing Facilities with IoT-Ready Machinery. In: IoT ’20 Companion: Companion Proceedings of the 10th International Conference on the Internet of Things (2020), pp. 1-5.
[5] Klemp, E.; Pottebaum, J.: Additive Fertigungsverfahren im Kontext von Industrie 4.0. In: Handbuch Industrie 4.0 (2017), pp. 311.
[6] Butt, J.: Exploring the Interrelationship Between Additive Manufacturing and Industry 4.0. In: Designs 2020 4 (2020), pp. 13.
[7] Vogel-Heuser,B., Bauernhansl, T., ten Hompel, M.: Handbuch Industrie 4.0 Bd.1: Produktion. Berlin, Heidelberg 2016.
[8] Gebhardt, A.: Additive Fertigungsverfahren: Additive Manufacturing und 3D-Drucken für Prototyping, Tooling, Produktion. Hanser 2016.
[9] Gebhardt, A.; Kessler, J.; Schwarz, A.: Produktgestaltung für die Additive Fertigung. Munich 2019.
[10] Diegel, O.; Nordin, A.; Motte, D.: A Practical Guide to Design for Additive Manufacturing. Singapore 2020.
[11] Breuninger, J. et al: Generative Fertigung mit Kunststoffen: Konzeption und Konstruktion für das Selektive Lasersintern. Berlin, Heidelberg 2013.