

Automatisierte Montage großskaliger Wasser-Elektrolyseure |
Digitale Montageplanung für eine nachhaltige Wasserstoffwirtschaft auf Grundlage von Produkt, Prozess und Ressource
| Zeitschrift | Industrie 4.0 Management |
| Ausgabe | 38. Jahrgang, 2022, Ausgabe 5, Seite 12-16 |
| Open Access | https://doi.org/10.30844/IM_22-5_12-16 |
| Literatur | Teilen | Zitieren | Download |
Abstract
Keywords
Artikel
Die Herstellung von Wasser-Elektrolyseuren ist aktuell aufgrund der manufakturähnlichen Umsetzung kostenintensiv und fehleranfällig. Zusätzlich wird in [1] beschrieben, dass die Leistung von einzelnen Elektrolyse-Stacks für große Anlagen nicht ausreichend ist. Aus diesem Grund ist das modulare Verschalten von Stacks für das Erreichen großer Megawatt-Anlagen und zur Bereitstellung des entsprechenden Wasserstoffbedarfs notwendig. Um den in [1] ermittelten Wasserstoffbedarf, ca. 44 GW bis 2030, abdecken zu können, muss die Produktion solcher Anlagen automatisiert und standardisiert werden.
Das H2Giga-Projekt (Übersicht: www.wasserstoff-leitprojekte.de/leitprojekte/h2giga) HyPLANT100 befasst sich dabei mit der automatisierten Montage einzelner Elektrolyseure zu großskaligen Elektrolyse-Anlagen. Der vorliegende Beitrag beschreibt ein exemplarisches Vorgehen zur Erstellung eines digitalen Zwillings auf Grundlage des Datenaustauschformats Automation Markup Language (AML) (Nähere Informationen: www.automationml.org). Um die benötigten Parameter in AML zu erfassen, wird ein Referenzprozess mithilfe eines Produkt-Prozess-Ressourcen (PPR)-Modells strukturiert.
Datengetriebene Abbildung mithilfe von AML als Workflow
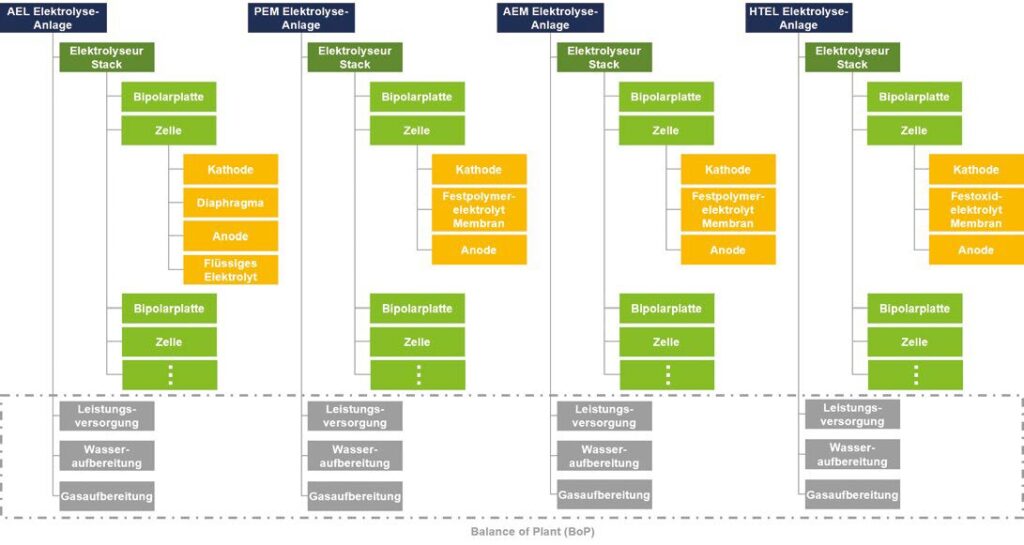
Die abstrahierte Produktstruktur von Elektrolyseur-Anlagen für die Montage wird in Bild 1 dargestellt. Unterschiedliche Verfahrenstechniken in der Wasserstoffproduktion nutzen dabei sehr ähnliche Produktgruppen, welche standardisiert werden könnten. Die Produktstruktur dient als Basis zur Ableitung einzelner Produktkomponenten für den Aufbau der Datenstruktur in AML. Anhand von Bild 1 lässt sich das Potenzial der Standardisierung der einzelnen Verfahrenstechniken und deren Balance of Plant (BoP, deutsch: Anlagenperipherie) erkennen.
Zwar unterscheiden sich die einzelnen Technologien im Aufbau des Elektrolyseurs, jedoch lässt die Abstraktion darauf schließen, dass verschiedene Teilkomponenten gemeinsam genutzt werden können. Für die Standardisierung der Produktionsprozesse von Elektrolyseuren soll neben den Baugruppen und deren Schnittstellen untereinander auch der Datenaustausch standardisiert werden. Im Engineering-Workflow wurde dieser als Engstelle identifiziert und sorgt bei der Verwendung von heterogenen Engineering-Tools für eine ineffiziente und damit kostenintensive Produktion [2].
Für die Umsetzung des standardisierten Datenaustauschs soll im Projektkontext die Datenmodellierungssprache AML verwendet werden. AML ist ein standardisiertes Datenaustauschformat, welches auf dem Computer Aided Engineering Exchange (CAEX) Format basiert. Durch die normierte Struktur nach IEC 62424 ist die Verwendung eines CAEX-Formats zur hierarchischen Beschreibung von Objektinformationen herstellerunabhängig möglich [3]. Der durch die Verwendung von AML entstehende Vorteil soll die Modellierung eines digitalen Zwillings erleichtern und somit die digitale Montageprozess- und Anlagenplanung unterstützen.
Digitaler Zwilling als Grundlage des Montageprozesses
Das Konzept einer virtuellen Äquivalenz zu einem physischen Produkt wird nach [4] als eines der ersten digitalen Abbilder vorgestellt. Im Zuge dessen ist die Bezeichnung „digitaler Zwilling“ eingeführt worden. Grundsätzlich wird dabei das Konzept des digitalen Zwillings in drei Hauptbestandteile unterteilt: dem physischen Produkt in der realen Welt, dem virtuellen Produkt in der virtuellen Welt sowie den Daten und Informationen, welche die virtuelle und reale Welt miteinander verbinden. Dabei wird ein wechselseitiger Datenaustausch zwischen den Produkten der realen und der virtuellen Welt umgesetzt [5]. Auf dieser Grundlage besteht ebenfalls die Möglichkeit eine cyber-physische Integration zu realisieren, mit der beispielsweise der produzierenden Industrie neue Wege zur intelligenten Produktion aufgezeigt werden [6].
Eine Möglichkeit, die Modellierung des digitalen Zwillings in verschiedenen Ausprägungen zu unterstützen, wird entsprechend folgender Untersuchungen durch AML dargestellt. [7] stellt ein Werkzeug für den Datentransfer vor, das komplexe CAD-Modelle inklusive funktionaler Komponenten mit eigenen Freiheitsgraden in ein Simulationssystem integriert. In der Untersuchung von [8] wird AML zum einen zur Erzeugung eines virtuellen Abbilds einer physischen Entität und zum anderen zur Modellierung des digitalen Zwillings selbst verwendet.
In [9] wird ein auf AML basierender Ansatz zum Austausch von intelligenten digitalen Modellen präsentiert, der eine virtuelle Inbetriebnahme ermöglicht. [10] beschreibt einen Ansatz, in dem eine Datenarchitektur für ein cyber-physisches Produktionssystem aufgebaut wird, die auf von AML modellierten digitalen Zwillingen und dem PPR-Modell basiert. Der Aufbau und der potenzielle Nutzen des PPR-Modells für einen digitalen Zwilling in diesem Beitrag wird im Folgenden beschrieben.
PPR-Modellbeschreibung als digitale Planungsgrundlage
Aus der formalen Beschreibung von Produkt, Prozess und Ressource leitet sich ein Ansatz für die anwendungs- und herstellerunabhängige Modellierung komplexer sowie vernetzter Datenstrukturen ab. Dies kann die Basis für eine anwendungsunabhängige Weiterverarbeitung der zugehörigen Daten entlang des gesamten Produktionsplanungsprozesses bilden [11].
Nachfolgend ist eine allgemeine Übersicht des PPR-Modells aufgeführt, welche die Form der Differenzierung zwischen Produkt, Prozess sowie Ressource verdeutlicht: Ein Produkt beschreibt ein Endprodukt oder ein eindeutig identifizierbares Zwischenprodukt des Produktionssystems. Produkte werden von Ressourcen bearbeitet. Prozesse hingegen kennzeichnen im technischen Kontext den Vorgang der Veränderungen, welche am Produkt während der Produktion vollzogen werden. Beispiele hierfür können Fertigungs-, Montage- oder Transportvorgänge sein.
Ressourcen beschreiben in den Produktionsprozess integrierte Hardware- und Software-Einheiten. So werden beispielsweise Roboter, Bearbeitungsmaschinen und Transporteinrichtungen der Gruppe der Ressourcen zugeordnet [12, 13]. Mithilfe des PPR-Modells lassen sich somit Produkte hinsichtlich ihrer Fertigungsprozesse und dafür benötigter Ressourcen strukturieren sowie umfänglich untersuchen und in AML abbilden. In diesem Beitrag wird das PPR-Modell genutzt, um ein definiertes Produkt, beispielhaft an einem Referenzprozess in AML abzubilden und eine Grundlage für einen digitalen Zwilling darzustellen.
Referenzprozess der automatisierten Elektrolyseur-Montage
Für das Hochskalieren kleinerer Elektrolyseanlagen existieren bereits mehrere Ansätze, bei denen einzelne Stacks zu größeren Anlagen verschaltet werden. Die Schnittstellen zwischen den jeweiligen Stacks und der dazugehörigen BoP erfolgt in Form von Rohren, Schläuchen sowie Kabeln und konnten als Referenzprozess identifiziert werden. Der Referenzprozess stellt einen ausgewählten Prozess der Elektrolyseur-Montage dar und wird auf Basis des größtmöglichen Potenzials für die Automatisierung ausgewählt. An dieser Stelle soll der Verrohrungsprozess eines Elektrolyse-Stacks zur BoP mithilfe eines PPR-Modells abgebildet werden, um anschließend den Elektrolyseur und die Schnittstellen inklusive der benötigten Attribute hinreichend in AML beschreiben zu können. Es wird davon ausgegangen, dass die Materialien entsprechend montagefertig und geordnet vorliegen.
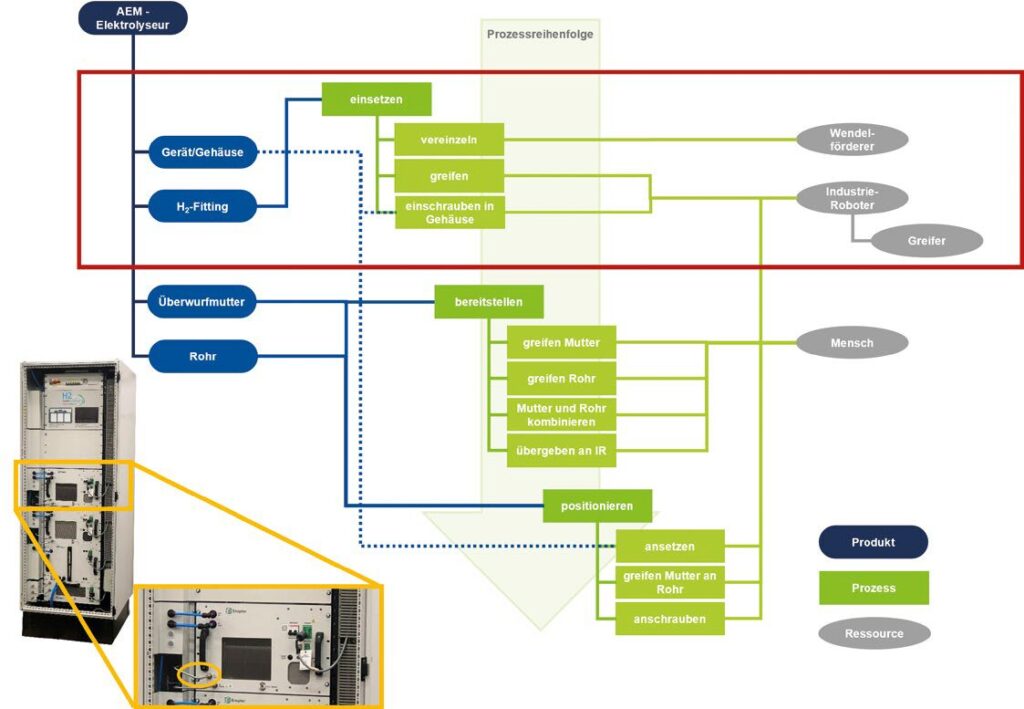
In Bild 2 ist das PPR-Modell für den beschriebenen Prozess anhand eines HydroCab (Produktinformation: www.h2coresystems.com/product.html) der Firma H2Core Systems dargestellt. Durch die gestrichelte Linie vom Produkt Gerät/Gehäuse wird die Bereitstellung der Positionsdaten für die nachgelagerten Prozesse abgebildet.
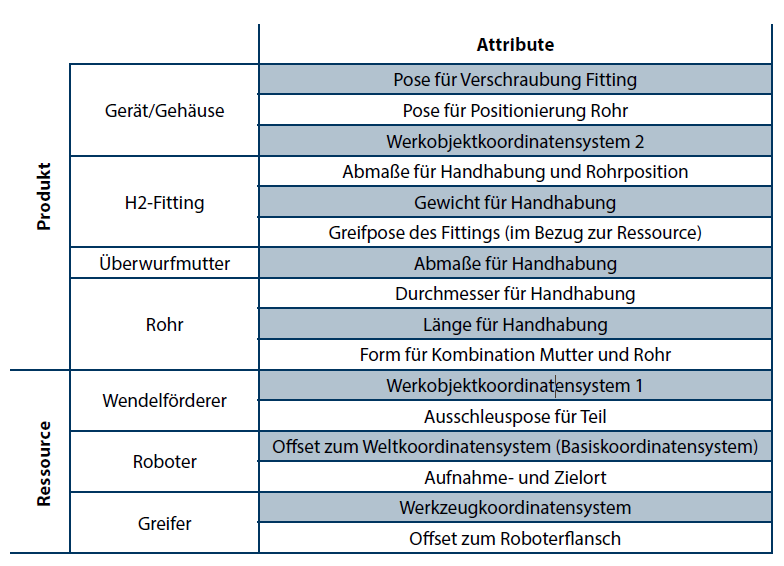
Aus dem Modell lassen sich Produkte und deren Attribute, wie sie in Bild 3 dargestellt sind, für die geplante Datenstruktur ableiten. Die Rollen „Produkt“ und „Prozess“ lassen sich anhand des Modells identifizieren und der AML-Datenstruktur zuweisen. Die Implementierung von Ressourcen ist für die datenbasierte Darstellung eines digitalen Produktzwillings zunächst nicht notwendig.
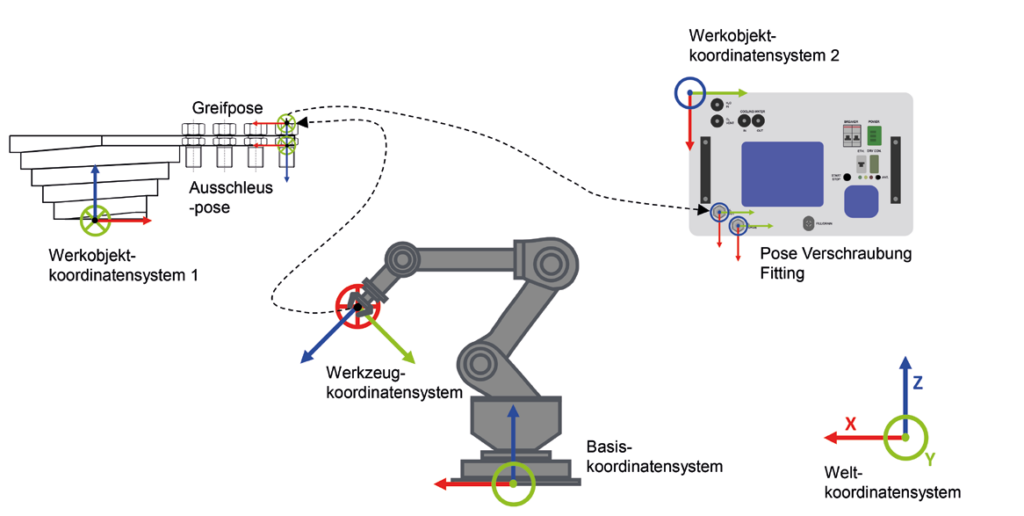
Eine automatische Prozessableitung, für Roboterprogramme, Prozess- sowie Ressourcenplanung, setzt das Hinterlegen von Attributen zu den entsprechenden Ressourcen voraus. Für den Prozess „Einsetzen“ des H2-Fittings muss der Roboter das Fitting greifen. Um die Handhabung durchzuführen, wird die genaue Greifposition des Fittings benötigt. Ausgangspunkt für die Positionsbestimmung sind die Positionsdaten des Wendelförderers, die in den Ressourcen-Daten (hier: Werkobjektkoordinatensystem 1) hinterlegt werden können.
Die Ausschleuspose des Wendelförderers ist abhängig vom Werkobjektkoordinatensystem 1 und liefert mithilfe der Greifpose des Fittings als Offsetpose die Position des Greifobjekts. Analog dazu sind für die Verschraubung des Fittings am Gehäuse Transformationen vom Werkobjektkoordinatensystem 2 hin zur Pose für die Verschraubung des Fittings notwendig. Diese Daten müssen als Attribute sowohl den Produkten als auch den Ressourcen zugeordnet werden, um durch entsprechende Transformationen ein Roboterprogramm für den beschriebenen Greifprozess automatisch erstellen zu können.
Bild 4 zeigt eine schematische Darstellung für den Handhabungsprozess „Einsetzen“. Es wird deutlich, dass für eine solche automatische Prozessabwicklung eine Reihe von Transformationen der Koordinatensysteme erfolgen muss. Grundlage hierfür bilden die genauen Beschreibungen der Posen für Aufnahme- und Zielort sowie die Beziehungen zum Basiskoordinatensystem des Industrieroboters.
Für die Umsetzung eines digitalen Zwillings lassen sich nun den einzelnen Produkten zuvor identifizierte Attribute und Verknüpfungen zuweisen. Hier liegt ein großer Vorteil bei der Umsetzung eines digitalen Zwillings auf Basis von AML: Die zentrale Organisation aller relevanten Produkt- und Prozessdaten in einem Format ermöglicht einen effizienten Datenaustausch ohne Informationsverluste bei der Interpretation durch verschiedene Engineering-Tools [14].
In der zuvor beschriebenen Definition eines digitalen Zwillings bildet AML den dritten Hauptbestandteil und ist für die Bereitstellung der relevanten Daten und Informationen verantwortlich. Durch das vom AML e. V. bereitgestellte Softwarepaket kann ein bidirektionaler Informationsaustausch zwischen realer und virtueller Entität gewährleistet werden. Für eine ganzheitliche Umsetzung eines digitalen Zwillings sind neben der realen und der virtuellen Entität geeignete Werkzeuge zu realisieren, um den notwendigen dynamischen Datenaustausch umzusetzen. Infolgedessen ist eine ganzheitliche Verwendung des digitalen Zwillings inklusive eines Datenaustauschs nach Inbetriebnahme möglich, um Prozessdaten aus dem realen Betrieb abzulegen und eine prädiktive Instandhaltung umsetzen zu können.
Zusammenfassung und Ausblick
Eine Standardisierung der eingesetzten Komponenten und der technologieübergreifenden Automatisierung trägt dazu bei, die Produktion von grünem Wasserstoff wirtschaftlich zu gestalten. Hierfür stellt eine durchgängige Datenhaltung des Produktionsprozesses auf Basis von AML einen Lösungsansatz dar. Durch die digitale Planung in Form des vorgestellten PPR-Modells wurde in diesem Beitrag ein Referenzprozess analysiert, der die Abbildung eines digitalen Zwillings auf Basis von AML für ein automatisiertes Produktionssystem großskaliger Elektrolyseure vorbereitet.
Auf Grundlage der Prozessbeschreibung durch das PPR-Modell und der detaillierten Unterteilung in einzelne Unterprozesse lässt sich eine Zuteilung der Montageprozesse hinsichtlich der Verteilung Mensch, Roboter sowie einer Kollaboration für die verschiedenen Montageprozesse, aus der Montageplanung, durchführen. Durch eine smarte Montage mit einem erhöhten Automatisierungsgrad lassen sich große Elektrolyse-Anlagen konkurrenzfähig produzieren. Dadurch gewinnt die deutsche Wasserstoffwirtschaft international an Relevanz.
Das H2Giga-Projekt HyPLANT100 (Förderkennzeichen: 03HY114B) wird gefördert vom Bundesministerium für Bildung und Forschung im Rahmen des Ideenwettbewerbs „Wasserstoffrepublik Deutschland“. Wir bedanken uns an dieser Stelle ganz besonders für diese Förderung.
Literatur
[1] Smolinka, T. u. a.: Studie IndWEDe Industrialisierung der Wasserelektrolyse in Deutschland: Chancen und Herausforderungen für nachhaltigen Wasserstoff für Verkehr, Strom und Wärme. URL: www.now-gmbh.de/wp-content/uploads/2020/09/indwede-studie_v04.1.pdf, Abrufdatum 02.05.2022.[2] Schmidt, N. u. a.: AutomationML for User Requirements Fulfilment Related to Engineering Process Efficiency. In: Proceedings of the 40th Annual Conference of the IEEE Industrial Electronics Society (IECON 2014).
[3] Ruschuck, M.: Darstellung von Aufgaben der Prozessleittechnik: Fließbilder und Datenaustausch zwischen EDV-Werkzeugen zur Fließbilderstellung und CAE-Systemen. URL: www.dke.de/de/arbeitsfelder/industry/news/aufgaben-prozessleittechnik-caex, Abrufdatum 24.03.2022.
[4] Grieves, M.: Digital Twin: Manufacturing Excellence Through Virtual Factory Replication. URL: www.researchgate.net/publication/275211047_Digital_Twin_Manufacturing_Excellence_through_Virtual_Factory_Replication, Abrufdatum 29.03.2022.
[5] Jones, D. u. a.: Characterising the Digital Twin: A Systematic Literature Review, In: CIRP Journal of Manufacturing Science and Technology (29), S. 36–52 (2020). DOI: 10.1016/j.cirpj.2020.02.002
[6] Qi, Q.; Tao, F.: Digital Twin and Big Data Towards Smart Manufacturing and Industry 4.0: 360 Degree Comparison, In: IEEE Access (6), S. 3585–3593 (2018). DOI: 10.1109/ACCESS.2018.2793265
[7] Kuhlenkötter, B. u. a.: Robot Workcell Simulation with AutomationML Support: An Element of the CAx-Tool Chain in Industrial Automation. In: Conference: Robotics (ISR), 2010 41st International Symposium on and 2010 6th German Conference on Robotics (ROBOTIK).
[8] Schroeder, G. N. u. a.: A Methodology for Digital Twin Modeling and Deployment for Industry 4.0. In: Proceedings of the IEEE (109), S. 556–567 (2021). DOI: 10.1109/JPROC.2020.3032444
[9] Schyja, A.; Bartelt, M.; Kuhlenkötter, B.: From Conception Phase up to Virtual Verification Using AutomationML. In: Procedia CIRP (23), S. 171–177 (2014). DOI: 10.1016/j.procir.2014.10.067
[10] Zhang, H.; Yan, Q.; Wen, Z.: Information Modeling for Cyber-Physical Production System Based on Digital Twin and AutomationML. In: The International Journal of Advanced Manufacturing Technology (107), S. 1927–1945 (2020). DOI: 10.1007/s00170-020-05056-9
[11] Fechter, M.; Seeber, C.; Chen, S.: Integrated Process Planning and Resource Allocation for Collaborative Robot Workplace Design. In: Procedia CIRP (72), S. 39–44 (2018). DOI: 10.1016/j.procir.2018.03.179
[12] Cutting-Decelle, A. F. u. a.: ISO 15531 MANDATE: A Product-Process-Resource Based Approach for Managing Modularity in Production Management. In: Concurrent Engineering. S. 217–235 (2007).
[13] Pfrommer, J.; Schleipen, M.; Beyerer, J.: PPRS: Production Skills and Their Relation to Product, Process, and Resource. In: 2013 IEEE 18th Conference on Emerging Technologies & Factory Automation (2013).
[14] Drath, R.: AutomationML: The Industrial Cookbook. Boston (2021).






